


- 40.50 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'建筑分项工程施工工艺标准--铝合金框、扇及塑料框、扇玻璃安装工艺标准(912-1996)范围 本工艺标准适用于工业与民用建筑铝合金框、扇及塑料框、扇的玻璃安装工程。施工准备 2.1 材料及主要机具: 2.1.1 玻璃:平板玻璃、磨砂玻璃、彩色玻璃、压花玻璃等品种、规格按设计要求选用,进场的玻璃必须有产品合格证。 2.1.2 橡胶压条,规格应符合设计要求。 2.1.3 密封胶的使用应符合设计要求,并应有产品合格证及使用说明。 2.1.4 氯丁橡胶垫片及铝合金垫片,根据需要准备。 2.1.5 玻璃胶的选用应与铝合金相匹配,并应有出厂合格证。 2.1.6 主要机具:工作台、玻璃刀、直尺、钢丝甜、毛笔、手动吸盘、电动真空吸盘、电动吊篮(安装玻璃幕墙)、运玻璃小车、钢卷尺、工具袋、抹布或棉丝、安全带、注胶枪等。 2.2 作业条件: 2.2.1 玻璃安装应在门窗五金已装好,交活油漆末涂刷前。 2.2.2 玻璃安装前应对安装的框、扇几何尺寸、表面平整度、拼接节点等是否牢固进行认真的检查。 2.2.3 根据安装需要将玻璃运到指定地点,并按安装顺序码放于安全处备用。 2.2.4 安装所需的垫片,橡胶条,密封胶等应提前准备运到现场备用。 2.2.5 安装玻璃所用的脚手架及高凳等提前准备好。操作工艺 1 塑料框扇玻璃安装: 3.1.1 工艺流程:清理玻璃槽口污物→玻璃安装前的准备→玻璃安装就位→橡胶压条固定→检查压条位置→将玻璃固定好→擦玻璃 3.1.2 应去除玻璃表面的尘土、油污等污物和水膜。并将玻璃槽口内的灰浆渣、异物清除干净,使排水孔畅通。 3.1.3 核对玻璃的品种、尺寸、规格是否正确,框扇是否平整、牢固。
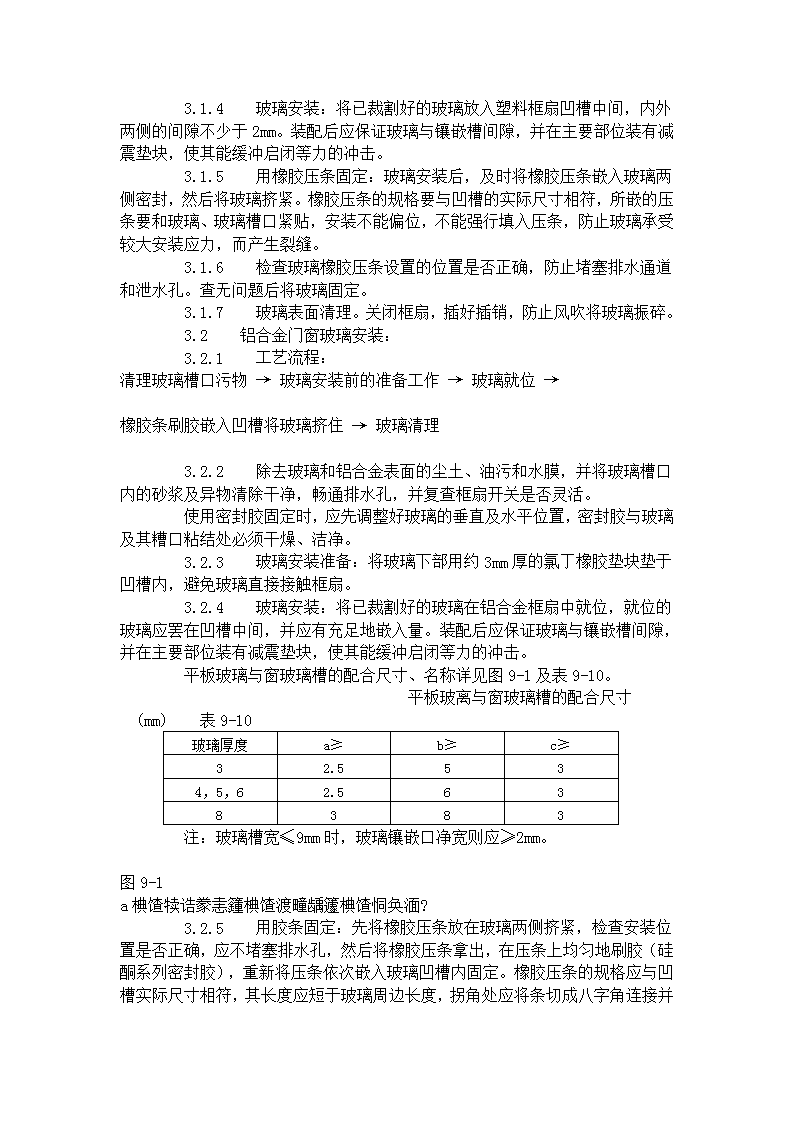
3.1.4 玻璃安装:将已裁割好的玻璃放入塑料框扇凹槽中间,内外两侧的间隙不少于2mm。装配后应保证玻璃与镶嵌槽间隙,并在主要部位装有减震垫块,使其能缓冲启闭等力的冲击。 3.1.5 用橡胶压条固定:玻璃安装后,及时将橡胶压条嵌入玻璃两侧密封,然后将玻璃挤紧。橡胶压条的规格要与凹槽的实际尺寸相符,所嵌的压条要和玻璃、玻璃槽口紧贴,安装不能偏位,不能强行填入压条,防止玻璃承受较大安装应力,而产生裂缝。 3.1.6 检查玻璃橡胶压条设置的位置是否正确,防止堵塞排水通道和泄水孔。查无问题后将玻璃固定。 3.1.7 玻璃表面清理。关闭框扇,插好插销,防止风吹将玻璃振碎。 3.2 铝合金门窗玻璃安装: 3.2.1 工艺流程:清理玻璃槽口污物→玻璃安装前的准备工作→玻璃就位→橡胶条刷胶嵌入凹槽将玻璃挤住→玻璃清理 3.2.2 除去玻璃和铝合金表面的尘土、油污和水膜,并将玻璃槽口内的砂浆及异物清除干净,畅通排水孔,并复查框扇开关是否灵活。 使用密封胶固定时,应先调整好玻璃的垂直及水平位置,密封胶与玻璃及其糟口粘结处必须干燥、洁净。 3.2.3 玻璃安装准备:将玻璃下部用约3mm厚的氯丁橡胶垫块垫于凹槽内,避免玻璃直接接触框扇。 3.2.4 玻璃安装:将已裁割好的玻璃在铝合金框扇中就位,就位的玻璃应罢在凹槽中间,并应有充足地嵌入量。装配后应保证玻璃与镶嵌槽间隙,并在主要部位装有减震垫块,使其能缓冲启闭等力的冲击。 平板玻璃与窗玻璃槽的配合尺寸、名称详见图9-1及表9-10。 平板玻离与窗玻璃糟的配合尺寸 (mm) 表9-10玻璃厚度a≥b≥c≥32.5534,5,62.5638383 注:玻璃槽宽≤9mm时,玻璃镶嵌口净宽则应≥2mm。 图9-1a椣馇犊诰豢恚籦椣馇渡疃龋籧椣馇恫奂湎?
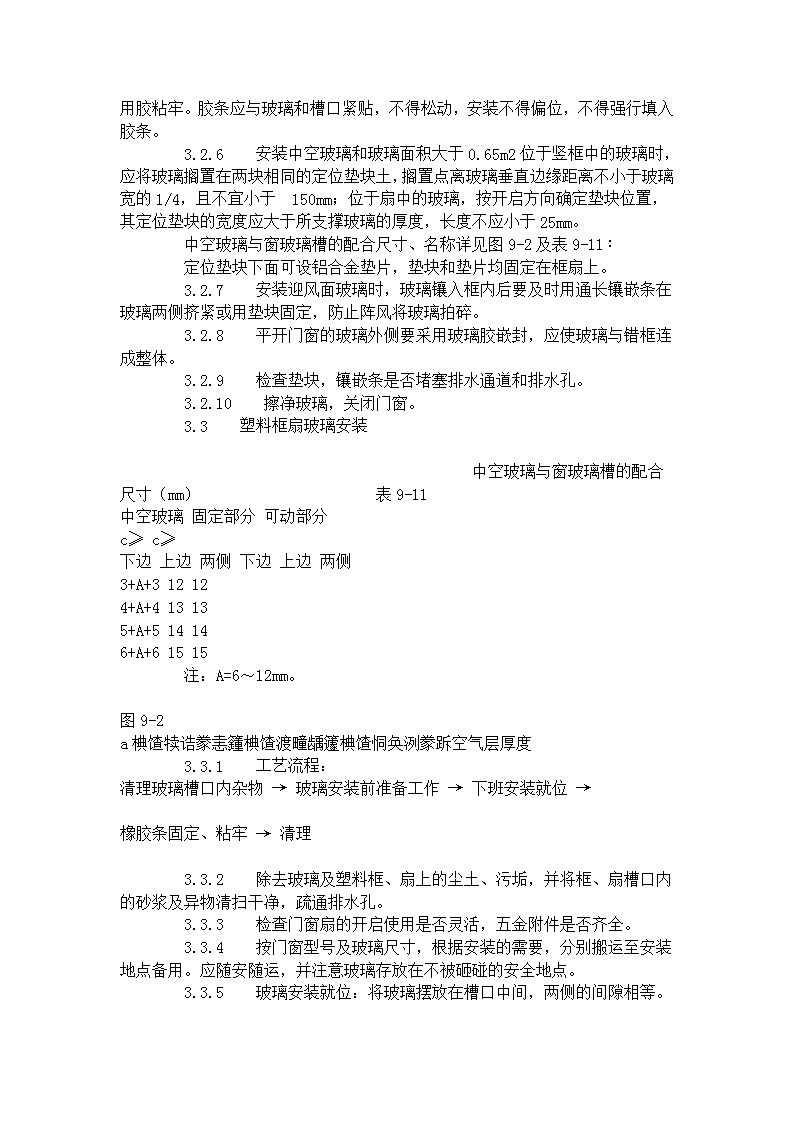
3.2.5 用胶条固定:先将橡胶压条放在玻璃两侧挤紧,检查安装位置是否正确,应不堵塞排水孔,然后将橡胶压条拿出,在压条上均匀地刷胶(硅酮系列密封胶),重新将压条依次嵌入玻璃凹槽内固定。橡胶压条的规格应与凹槽实际尺寸相符,其长度应短于玻璃周边长度,拐角处应将条切成八字角连接并用胶粘牢。胶条应与玻璃和槽口紧贴,不得松动,安装不得偏位,不得强行填入胶条。 3.2.6 安装中空玻璃和玻璃面积大于0.65m2位于竖框中的玻璃时,应将玻璃搁置在两块相同的定位垫块土,搁置点离玻璃垂直边缘距离不小于玻璃宽的1/4,且不宜小于 150mm;位于扇中的玻璃,按开启方向确定垫块位置,其定位垫块的宽度应大于所支撑玻璃的厚度,长度不应小于25mm。 中空玻璃与窗玻璃槽的配合尺寸、名称详见图9-2及表9-11∶ 定位垫块下面可设铝合金垫片,垫块和垫片均固定在框扇上。 3.2.7 安装迎风面玻璃时,玻璃镶入框内后要及时用通长镶嵌条在玻璃两侧挤紧或用垫块固定,防止阵风将玻璃拍碎。 3.2.8 平开门窗的玻璃外侧要采用玻璃胶嵌封,应使玻璃与错框连成整体。 3.2.9 检查垫块,镶嵌条是否堵塞排水通道和排水孔。 3.2.10 擦净玻璃,关闭门窗。 3.3 塑料框扇玻璃安装 中空玻璃与窗玻璃槽的配合尺寸(mm) 表9-11中空玻璃固定部分可动部分c≥c≥下边上边两侧下边上边两侧3+A+312124+A+413135+A+514146+A+61515 注:A=6~12mm。 图9-2a椣馇犊诰豢恚籦椣馇渡疃龋籧椣馇恫奂洌豢跅空气层厚度 3.3.1 工艺流程:清理玻璃槽口内杂物→玻璃安装前准备工作→下班安装就位→橡胶条固定、粘牢→清理 3.3.2 除去玻璃及塑料框、扇上的尘土、污垢,并将框、扇槽口内的砂浆及异物清扫干净,疏通排水孔。 3.3.3 检查门窗扇的开启使用是否灵活,五金附件是否齐全。 3.3.4 按门窗型号及玻璃尺寸,根据安装的需要,分别搬运至安装地点备用。应随安随运,并注意玻璃存放在不被砸碰的安全地点。 3.3.5 玻璃安装就位:将玻璃摆放在槽口中间,两侧的间隙相等。
3.3.6 橡胶压条固定:将橡胶压条在玻璃两侧同时填嵌入槽,将玻璃挤紧固定,并使其周边受力均匀一致,橡胶条拐角处应切割成八字角,并用密封胶粘牢。 3.3.7 检查排水孔反排水通道是否受阻,应使其通畅。 3.3.8 玻璃的清理,门窗关闭。质量标准 4.1 保证项目:玻璃裁割尺寸正确,安装必须平整、牢固,无松动现象。 4.2 基本项目: 4.2.1 橡胶密封条必须嵌塞密实,拐角八字切割整齐、粘结牢固。 4.2.2 玻璃胶填嵌密实,八字割角整齐,表面整齐光滑、顺直,无错台,胶缝以外无污染。 4.2.3 排水通道及排水孔畅通。 4.2.4 玻璃与密封条(玻璃胶)、玻璃与槽口粘结牢固,无空鼓。成品保护 5.1 门窗玻璃安装后,应将风钩挂好或插上插销,防止刮风损坏玻璃。并派专人看管门窗,每日定时开关门窗,以减少损坏。 5.2 面积较大,造价昂贵的玻璃,应在交工验收前再安装,如需提前安装,应有保护措施。 5.3 安装玻璃时,应自备脚手凳或脚手架,不要随便蹬踩窗台板。 5.4 填封密封胶条或玻璃胶的门窗,应待24h后方可开启门窗。 5.5 避免用强酸性洗涤剂清洗玻璃。热反射玻璃的反射膜面若溅上碱性砂浆,要立即用水冲洗干净,以免使反射膜变质。 5.6 不能用酸性洗涤剂或含研磨粉的去污粉清洗反射玻璃的反射膜面,以免在反射膜上留下伤痕或使反射膜脱落。 5.7 防止焊接、切割及喷砂等作业产生的火花和飞溅的颗粒物质损伤玻璃。如焊接火花飞溅到钢化玻璃上,会使其表面产生细微的伤痕,在受到风压或振动力的作用,伤痕就逐渐扩大,一旦进入玻璃厚度中心部分的拉应力层后,会引起玻璃突然全面地破碎。应注意的质量问题 6.1 玻璃切割尺寸掌握不好:没按实物去测量尺寸,裁割后不符合安装要求,过大或过小。 6.2 槽口内的砂浆、杂物清理不干净:应认真把住清理关,没经检查不准装玻璃。 6.3 尼龙毛条、橡胶条丢失或长度不到位:密封材料应按设计要求选用,丢失后及时补装。 6.4 橡胶压条选型不妥,造成密封效果不好:密封橡胶条易在转角处脱开,应在密封条下边刷胶,使之与玻璃及框扇结合牢固。
6.5 玻璃清理不净或有裂纹:玻璃安装后,及时用软布或棉丝清擦干净,达到透明、光亮,发现裂纹玻璃及时更换。质量记录 本工艺标准应具备以下质量记录: 7.1 玻璃的出厂合格证。 7.2 橡胶条的出厂合格证及材质证明。 7.3 玻璃胶的出厂合格证及材质证明。 7.4 垫块、镶嵌条的材质证明及使用要求。 7.5 质量检验评定记录。'
您可能关注的文档
- 机械回填土工艺标准
- 板材隔断墙工程施工工艺标准
- 楼地面贴面砖施工工艺标准
- 水泥混凝土面层施工工艺标准
- 排水箱涵施工工艺标准2010.5.04
- 1.08 钢筋闪光对焊工艺标准
- 1.3_钢筋闪光对焊工艺标准 完成
- 10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准
- 2-11 电力变压器安装工艺标准2
- 建筑分项工程施工工艺标准--长条、拼花硬木地板施工工艺标准(714-1996)
- pvc地板施工工艺标准及施工流程
- 一般砖砌体砌筑工艺标准(602-1996)
- 接闪器安装施工工艺标准
- 井道机械设备安装工艺标准7
- 井道机械设备安装工艺标准
- 内墙抹石灰砂浆工艺标准(901-1996)
- 内墙抹水泥混合砂浆工艺标准
- 冲孔灌注桩施工工艺标准