


- 221.50 KB
- 10页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'钢结构现场喷砂除锈及防腐施工工法钢结构现场喷砂除锈及防腐施工工法中铁十七局集团建筑工程有限公司前言钢结构现场喷砂除锈及防腐施工是在传统工艺上改进的一种快捷并适用于现场施工的一种新工艺。钢结构特别是工业钢结构因为环境因素受腐蚀的程度比较大,所以钢结构防腐的质量要求比较高,普通工艺的防腐已经不能满足现代工艺的需要。中铁十七局建筑工程有限公司在山西焦化股份有限公司30万吨/年焦油加工改质沥青装置主体框架工程以及富仕康(太原)科技园A5、A6厂房中,摸索出一套有异于传统工艺的施工方法,通过现场实践,取得了较快的施工速度和较显著的社会、经济效益。1工法特点1.1不受传统工艺只在工厂内施工的约束。1.2工艺简单、操作简便、劳动力消耗小以及成本低。1.3流水作业,消除施工间歇时间,从而使工期大大缩短。1.4保证质量的同时降低了材料的浪费。2适用范围适用于各类钢结构构件以及工业设备的除锈及防腐施工。3工艺原理喷砂除锈及防腐施工的原理是利用空气压缩机产生的压强使砂粒获得冲量将其喷射在钢结构构件表面,砂粒与-10-中铁十七局集团建筑工程有限公司
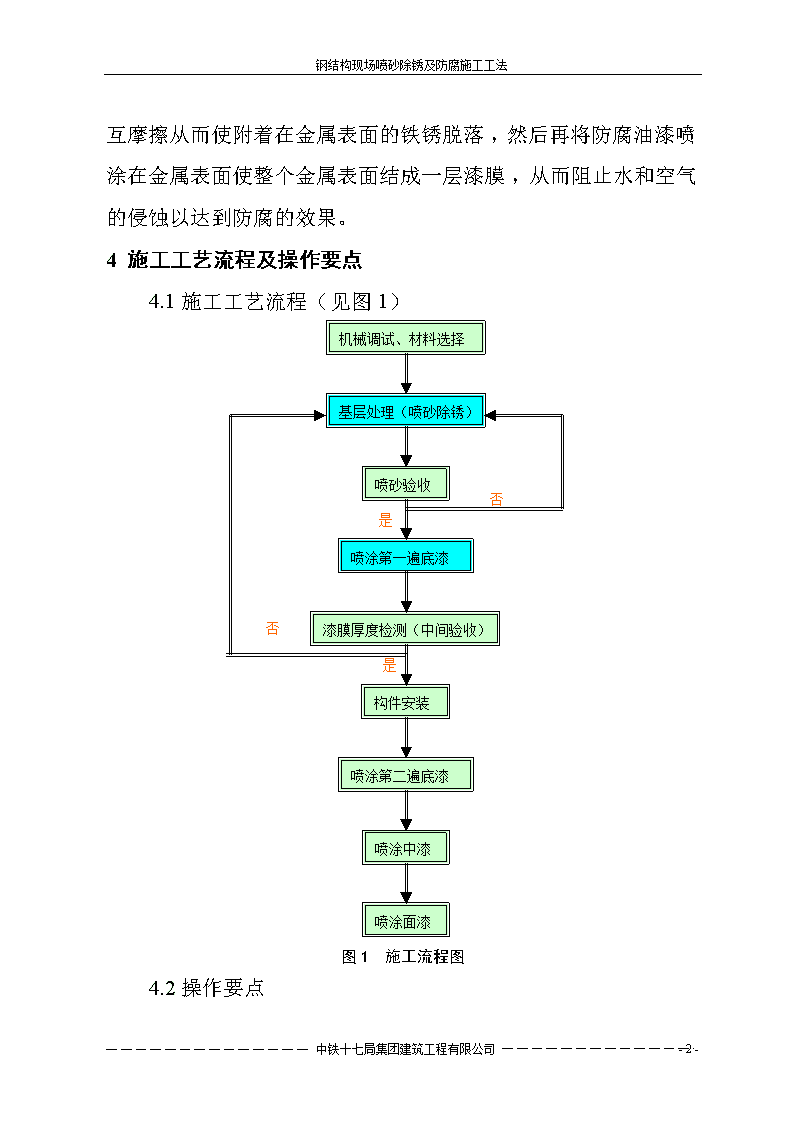
钢结构现场喷砂除锈及防腐施工工法金属表面相互摩擦从而使附着在金属表面的铁锈脱落,然后再将防腐油漆喷涂在金属表面使整个金属表面结成一层漆膜,从而阻止水和空气的侵蚀以达到防腐的效果。4施工工艺流程及操作要点4.1施工工艺流程(见图1)基层处理(喷砂除锈)喷涂第一遍底漆构件安装喷涂第二遍底漆机械调试、材料选择漆膜厚度检测(中间验收)喷砂验收喷涂面漆喷涂中漆否是否是图1施工流程图4.2操作要点-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法4.2.1机械调试、材料选择(1)机械调试空气压缩机的压力应根据喷嘴的直径选择压力,喷嘴直径为6~8mm时,压力保持在0.5~0.6Mpa。(2)材料选择石英砂的质量对喷砂的质量有直接的影响,应达到以下要求:a.重度大、韧性强、有一定粒度要求;b.使用前不易破裂、散失出的粒尘最少;c.喷射后不应残留在钢材的表面上;d.磨料的表面不得有油污,含水率小于1%。e.粒径3.2~0.63mm,0.8筛余量不小于40%(石英砂中可参入20%的河砂增加级配)。4.2.2基层处理(喷砂除锈)(1)将钢结构构件放在钢架(马镫)上,砂罐内装满石英砂,空气压缩机的压力保持在0.5~0.6Mpa,保持喷射角度为35~70°,喷嘴距离金属表面为100~200mm。将砂粒均匀地喷射到金属表面,直到金属表面露出金属的本来颜色为止。(2)金属表面的除锈等级,喷石英砂处理后达到Sa2.5级。除锈完毕后应进行金属外观的验收,其外观检查要求为:非常彻底地除锈,钢材表面无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物。任何残留的痕迹应仅是点状或条状的轻微色斑。(3)-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法除锈后的金属表面必须采用干燥的压缩空气或毛刷将锈尘和残余磨料清除干净后方可进行下道工序。4.2.3喷砂验收(1)喷砂除锈的质量标准应符合《钢结构工程施工质量验收规范》GB50205—2001的要求。检查钢材表面除锈质量,如未达到规定的除锈等级标准,应重新除锈,直达到标准为止。(2)金属表面粗糙度的检查:应以喷涂第一遍底漆形成封闭的漆膜为准。4.2.4喷涂第一遍底漆(1)钢材基层处理完后应在4~6h内喷涂第一道底漆。在正式喷涂前,应检测金属表面的温度并在样板上进行试喷,直到一次性喷涂(避免重复喷涂)漆膜厚度达到设计要求方可正式喷涂。(2)喷涂油漆时,将配置好的油漆装入喷壶内,保持喷壶喷嘴距离金属表面200mm~250mm,然后在金属表面做匀速移动,移动的速度应控制在10cm~20cm/s之内,直到金属表面完全被油漆所覆盖。采用以上参数油漆每遍的厚度应达到25-30μm。(3)特殊部位的施工地脚螺栓和底板、高强螺栓连接点接触面,施工图中注明的不涂层部位,不得喷涂。安装焊缝处留30~50mm宽暂时不涂,待构件吊装完毕后再进行喷涂。4.2.5漆膜厚度检测(中间验收)漆膜厚度检测采用漆膜测厚仪检测,厚度偏差为±5μm。4.2.6构件安装-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法待第一遍底漆全部干透并经漆膜厚度检测合格后方可进行安装。4.2.7第二遍底漆及中漆、面漆喷涂料安装完毕并经验收合格后进行第二遍底漆,之后按油漆干透所需的时间为间隔进行每一遍油漆喷涂,直至两遍中间漆及两遍面漆全部完成。5材料与设备5.1材料准备(1)石英砂、河砂(2)防腐油漆底漆采用与环氧富锌漆同等级(或更高等级)的防腐底漆,中漆、面漆采用与氯磺化聚乙烯防腐漆同等级(或更高等级)的防腐油漆。5.2施工机具准备(1)机械设备空气压缩机、喷砂机、电动砂轮机等。加压开放移动式普压开放移动式JPBM-600/JPBM-4720JC-600-2A-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法空气压缩机电动砂轮机移动式电动1.0/7(2)主要工具喷枪、钢丝刷、砂布、小油桶、钢丝钳、高马镫、小锤子、眼镜,口罩等。6劳动组织按100吨工程量,施工工期30天编制劳动力见表1。劳动力安排表表1工种按施工阶段投入劳动力(人)项目负责人1技术员1安全员1材料员1除锈工16油漆工5电工1机修工1普工5汽车吊司机17质量控制7.1喷砂除锈环境的要求。喷射除锈在密闭的环境中进行,要求现场围护起来,并保证棚内的温度在5~38度之内。-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法喷砂前应先清除干净金属表面的焊渣、毛刺和焊接飞溅物。喷射相对湿度不大于85%,或控制钢材表面温度高于空气露点3℃以上,湿度过大,钢材表面和金属磨料易生锈。7.2材料控制在石英砂中掺入20%的河砂可以增加石英砂的级配,这样可以较好地保证金属表面粗糙度,从而提高防腐质量。防腐油漆材料的配置和使用必须按产品说明书的规定进行,使用前必须搅拌均匀。在施工过程中出现胶凝、结块现象时,应停止使用,根据产品技术要求,可加入与之配套的稀释剂。7.3喷砂的空气压力应控制在0.5~0.6Mpa之内,喷砂的角度应控制在35~70°之内,喷嘴距离金属表面100~200mm。7.4除锈后金属表面的温度不能过高,温度过高会影响油漆的附着力,从而会引起油漆蜕皮、脱落,温度应控制在5~38度之内。7.5每遍油漆的间隔时间的控制:应根据不同油漆产品以及不同厂家生产的同一种产品的性能而定。7.6质量保证项目7.6.1油漆、稀释剂的种类和质量符合设计要求。有质量合格证明文件及检验报告。7.6.2不误涂,漏涂,无蜕皮和反锈。7.7质量基本项目7.7.1油漆:涂刷均匀、色泽一致,无皱皮和流坠。-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法7.7.2构件补刷油漆:涂膜完整,附着良好。7.8质量允许偏差每层干漆膜厚度为25~30μm,总干漆膜厚度为125~150μm。8安全措施8.1施工前对喷砂机(空气压缩机、砂罐、喷枪、传送带)进行全面检查,如发现问题必须修复或更换。8.2施工前检查放置构件的马镫必须满足承载力的要求。8.3施工前检查施工现场的围护必须完全封闭。8.4施工前检查工作服(衣裤、帽子、手套、眼镜)是否完好。8.5喷砂的前方严禁站人。9环保措施9.1喷射除锈在密闭的环境中进行,要求现场围护起来,避免砂尘四处飞扬。9.2地面要硬化,便于石英砂的回收周转使用。9.3除完锈后废弃的砂粉应有固定场所存放,不得随处堆放。9.4现场布局合理,材料、物品、机具堆放符合要求。9.5现场要有有效的排水系统,确保施工现场无积水现象。10效益分析以山西焦化股份有限公司30万吨/年焦油加工改质沥青装置主体框架工程为例编制成本对比分析。10.1材料成本对比见表2-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法施工成本对比表表2序号项目工程量消耗材料单价传统工艺改进工艺成本节约(%)耗材量成本(元)耗材量成本(元)1石英砂103T608元/m3289m3175712245m314896015.222环氧富锌底漆103T23.6元/kg5335kg1259064940kg1165847.403氯磺化聚乙烯中漆103T15.5元/kg2214kg343172020kg313108.764氯磺化聚乙烯面漆103T15.5元/kg2040kg316201854kg287379.125合计36755532559111.42从上表可以看出,材料费用共节约41964元,使成本比传统工艺降低了11.42%。10.2人工费用比较采用传统工艺每100kg所需10工日,钢结构喷砂除锈及防腐每100kg所需8.8工日。103×12×10=1236工日,费用节约5万元。10.3比在工厂施工节约运费:每吨按250元计算:103吨×250元/吨=25750元。通过以上分析钢结构喷砂除锈及防腐技术与传统工艺相比,在人工费、材料费综合造价均有大幅度减少,通过山西焦化股份有限公司30万吨/年焦油加工改质沥青装置主体框架工程应用比较,取得了良好的经济效益。11工程实例实例一山西焦化股份有限公司30万吨/-10-中铁十七局集团建筑工程有限公司
钢结构现场喷砂除锈及防腐施工工法年焦油加工改质沥青装置主体框架工程,是现浇框架与钢结构组合体结构,混凝土结构二层,钢结构三层,总建筑面积1200m2,建筑高度12m。钢结构工程量为103吨,主要构件有:空腹柱、实腹柱、工字梁、槽钢粱、平台板。钢结构构件采用喷砂除锈(除锈等级为Sa2.5),防腐处理为:环氧富锌底漆两遍(每遍漆膜厚度为25~30µm),中漆、面漆均为氯磺化聚乙烯漆二遍(每遍漆膜厚度为25~30µm),总厚度为150µm。实例二富仕康(太原)科技园A5、A6厂房,单层钢结构(局部二层),总建筑面积19800m2,檐口高度18m,钢结构工程量1200吨。主要构件:工字钢柱(梁)、钢支撑、檩条等。钢结构采用喷砂除锈(除锈等级为Sa2.5),防腐处理为:环氧富锌底漆两遍(每遍漆膜厚度为25~30µm),中漆、面漆均为氯磺化聚乙烯漆二遍(每遍漆膜厚度为25~30µm),总厚度为150µm。执笔:唐崧郝俊彪-10-中铁十七局集团建筑工程有限公司'
您可能关注的文档
- 北京市建筑工程装饰公司超大面积木质幕墙施工工法 - 装饰装修
- 塔楼悬挑外架施工工法
- 后切式背栓连接干挂石材幕墙施工工法
- 地砖聚合物干混砂浆施工工法
- 预应力砼箱梁滑移式钢梁模架逐孔施工工法
- 琉璃瓦坡屋面施工工法
- 监理工程师:建筑物整体移位施工工法
- 大空间吊顶内钢骨架转换支撑施工工法.doc
- 公路桥梁外包式防撞护栏施工工法
- 核电密闭容器重防腐涂料重新涂装施工工法2012.8.13
- 聚丙烯纤维混凝土施工工法_secret
- 钢筋楼板新型马凳支撑施工工法
- 钢管扣件高支模板支架施工工法
- 钢结构压型钢板安装施工工法
- 锤击管桩施工工法(部)
- 锤击管桩施工工法
- 预应力高强混凝土管桩锤击施工工法
- 大面积耐磨混凝土地面施工工法