


- 6.43 MB
- 9页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
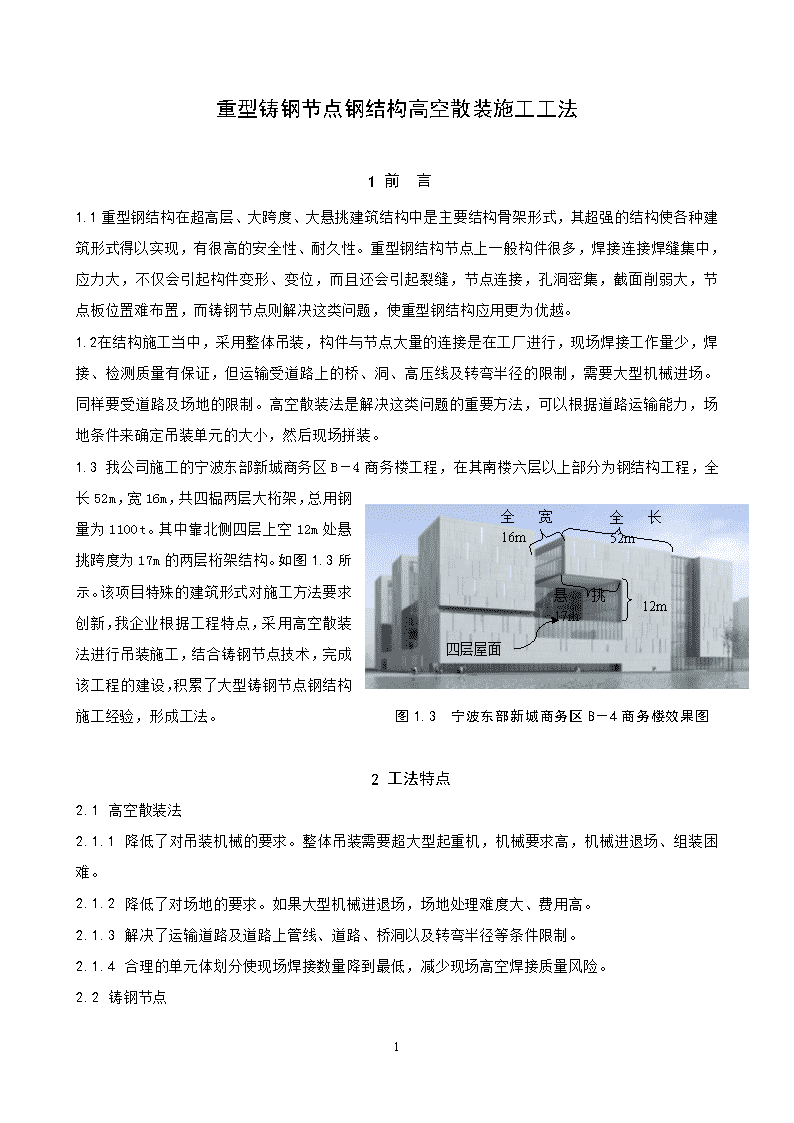
'重型铸钢节点钢结构高空散装施工工法1前言1.1重型钢结构在超高层、大跨度、大悬挑建筑结构中是主要结构骨架形式,其超强的结构使各种建筑形式得以实现,有很高的安全性、耐久性。重型钢结构节点上一般构件很多,焊接连接焊缝集中,应力大,不仅会引起构件变形、变位,而且还会引起裂缝,节点连接,孔洞密集,截面削弱大,节点板位置难布置,而铸钢节点则解决这类问题,使重型钢结构应用更为优越。1.2在结构施工当中,采用整体吊装,构件与节点大量的连接是在工厂进行,现场焊接工作量少,焊接、检测质量有保证,但运输受道路上的桥、洞、高压线及转弯半径的限制,需要大型机械进场。同样要受道路及场地的限制。高空散装法是解决这类问题的重要方法,可以根据道路运输能力,场地条件来确定吊装单元的大小,然后现场拼装。四层屋面12m全宽16m全长52m悬挑17m1.3我公司施工的宁波东部新城商务区B-4商务楼工程,在其南楼六层以上部分为钢结构工程,全长52m,宽16m,共四榀两层大桁架,总用钢量为1100t。其中靠北侧四层上空12m处悬挑跨度为17m的两层桁架结构。如图1.3所示。该项目特殊的建筑形式对施工方法要求创新,我企业根据工程特点,采用高空散装法进行吊装施工,结合铸钢节点技术,完成该工程的建设,积累了大型铸钢节点钢结构施工经验,形成工法。图1.3 宁波东部新城商务区B-4商务楼效果图 2工法特点2.1高空散装法2.1.1降低了对吊装机械的要求。整体吊装需要超大型起重机,机械要求高,机械进退场、组装困难。2.1.2降低了对场地的要求。如果大型机械进退场,场地处理难度大、费用高。2.1.3解决了运输道路及道路上管线、道路、桥洞以及转弯半径等条件限制。2.1.4合理的单元体划分使现场焊接数量降到最低,减少现场高空焊接质量风险。2.2铸钢节点9
重型钢结构节点处构件交错复杂,密集的焊接区域不仅使焊接次应力高度集中,而且会导致构件变形、扭曲,甚至焊接使节点开裂,采用铸钢节点能有效地解决此类问题。2.2.1铸钢节点检测。目前国家尚无统一的铸钢节点的检验及验收标准,对其进行力学性能试验、化学成分试验、整体无损探伤试验,形成能被各方接受的检测方法是质量控制的重点。2.2.2焊接工艺评定。铸钢节点材质与其相连的杆件材质不同,进行焊接工艺评定是确定焊接工艺和焊接质量控制的关键环节。3适用范围本工法适用于重型铸钢节点钢结构工程。且在道路运输、施工场地基础承载能力等受限制的情况下,此工法更有针对性。4工艺原理4.1高空散装法施工4.1.1可合理划分为较小的单元体或扩大单元体,降低了对场地、道路及起重机的要求。一般认为工厂整体焊接、整体吊装对质量有保证,但是整体吊装也是分块(片),片与片之间仍然是高空焊接。而高空散装法不同的是块(片)分得更多,但高空散装法可以解决运输道路转弯半径及运输道路上管线、架空高度、场地条件不足,结构位置高度高等客观限制条件。高空散装法可根据客观条件选择合适的起重机,降低对起重机的要求。4.1.2合理的结构单元体或扩大单元体划分,可降低现场施工风险,加快施工进度。单元体或扩大单元体划分时,受拉构件尽量划分为一个单元体,在工厂焊接、工厂检测。从客观条件上来讲,工厂焊接、检测可靠度比现场高空焊接检测可靠度高。划分单元时要根据构件的受力特征,在满足吊装、运输能力条件下,单元体尽可能划分为扩大单元体,使更多的构件在工厂中完成焊接。划分单元体时按断柱不断梁的原则划分,尽量使现场焊接焊缝的工作状态处于受压状态。4.2铸钢节点4.2.1确定检测标准:铸钢节点使节点区密集的焊缝得以分散,避免因集中的焊接应力引起裂缝及次应力,铸钢节点目前尚无统一的国家标准,对其质量检测需要有一套被工程各方认可和接受的程序、方法和标准。4.2.29
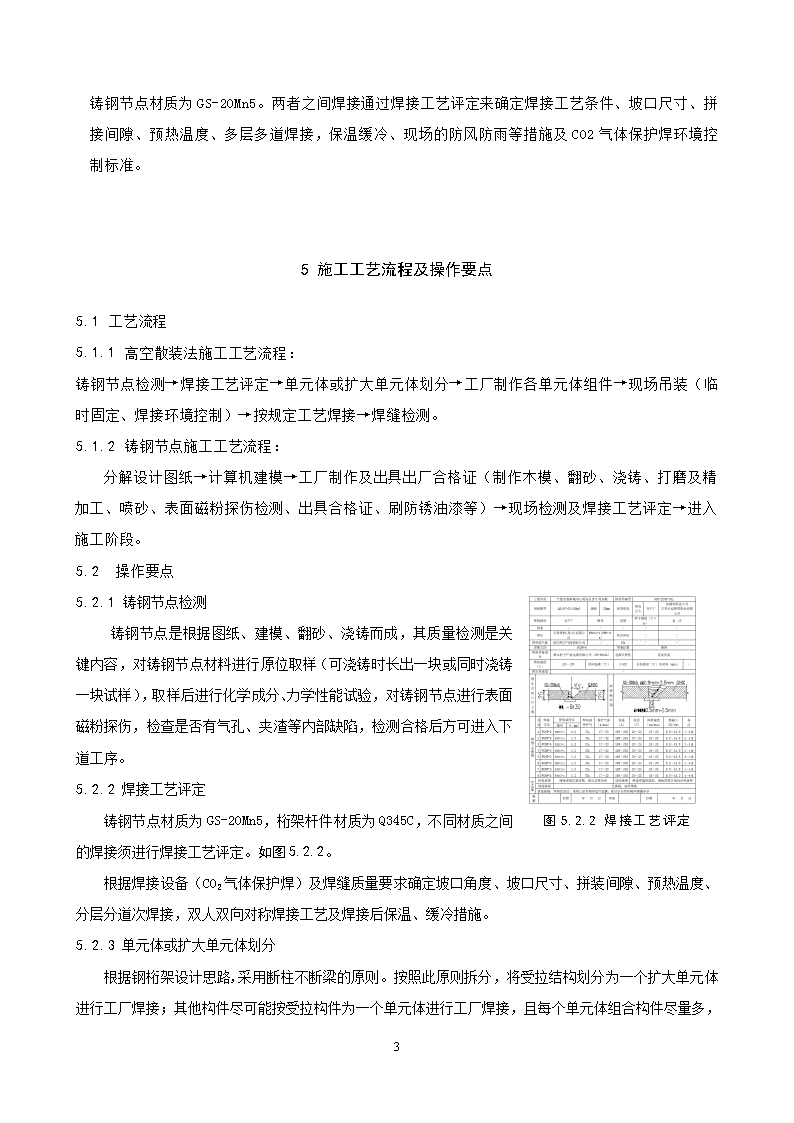
确定焊接工艺标准:铸钢节点的材质一般不同于与其相连的杆件,如构件材质为Q345C,铸钢节点材质为GS-20Mn5。两者之间焊接通过焊接工艺评定来确定焊接工艺条件、坡口尺寸、拼接间隙、预热温度、多层多道焊接,保温缓冷、现场的防风防雨等措施及CO2气体保护焊环境控制标准。5施工工艺流程及操作要点5.1工艺流程5.1.1高空散装法施工工艺流程:铸钢节点检测→焊接工艺评定→单元体或扩大单元体划分→工厂制作各单元体组件→现场吊装(临时固定、焊接环境控制)→按规定工艺焊接→焊缝检测。5.1.2铸钢节点施工工艺流程:分解设计图纸→计算机建模→工厂制作及出具出厂合格证(制作木模、翻砂、浇铸、打磨及精加工、喷砂、表面磁粉探伤检测、出具合格证、刷防锈油漆等)→现场检测及焊接工艺评定→进入施工阶段。5.2操作要点5.2.1铸钢节点检测铸钢节点是根据图纸、建模、翻砂、浇铸而成,其质量检测是关键内容,对铸钢节点材料进行原位取样(可浇铸时长出一块或同时浇铸一块试样),取样后进行化学成分、力学性能试验,对铸钢节点进行表面磁粉探伤,检查是否有气孔、夹渣等内部缺陷,检测合格后方可进入下道工序。 5.2.2焊接工艺评定图5.2.2焊接工艺评定表铸钢节点材质为GS-20Mn5,桁架杆件材质为Q345C,不同材质之间的焊接须进行焊接工艺评定。如图5.2.2。根据焊接设备(CO2气体保护焊)及焊缝质量要求确定坡口角度、坡口尺寸、拼装间隙、预热温度、分层分道次焊接,双人双向对称焊接工艺及焊接后保温、缓冷措施。5.2.3单元体或扩大单元体划分根据钢桁架设计思路,采用断柱不断梁的原则。按照此原则拆分,将受拉结构划分为一个扩大单元体进行工厂焊接;其他构件尽可能按受拉构件为一个单元体进行工厂焊接,且每个单元体组合构件尽量多9
,主要以运输道路、吊装限制能力为限,接头的位置处于铸钢节点处,构件安装方便。单元体或扩大单元体具体拆分如图5.2.3。图5.2.3扩大单元体编号图5.2.4悬挑部分起拱处理、节点及构件用计算机辅助确定包括考虑拼接间隙、起拱等因素的尺寸及角度 大悬挑、大跨度结构,工作状态会出现挠度,视觉上会引起不安全感及不美观,因此必须起拱,起拱的数值可采用设计院提供的理论挠度值,每一个节点、构件的下料制作根据上述方法确定的尺寸来施工、检验,并记录。5.2.5施工段划分是高空散装的关键环节(如图5.2.5)图5.2.5散装施工图安装(吊装)过程具体顺序划分为若干个施工段,每个施工段分为若干个施工层,各施工层之间要对称安装,可减少同一施工段的纵向长度,便于在施工过程中消除累积误差,调节焊接收缩引起的轴向变形或整体扭曲。同时每个施工段各轴线先纵向形成一个机构体系,确保自身安全,然后连接横向相临轴线,使每个扩大单元体始终处于一个稳定的机构体系中。5.2.6工厂制作(以图纸说明为主)1根据图纸号料、划线、切割、焊接,确定制作工艺,如图5.2.6-1,完成后进行100%超声波探伤。9
图5.2.6-1制作过程2根据钢桁架设计及单元体的划分,拼装单元体如图5.2.6-2所示。5.2.7现场吊装、临时固定、焊接环境控制1 现场吊装:图5.2.6-2钢构件扩大单元体示意图1)采用高空散装法降低了运输道路和吊装机械的要求,但仍属大型吊装工程,对吊装场地仍需进行复核、设计、处理,以确保起重机作业时的稳定性。(需编制临时承重架方案予以考虑)2)根据总体施工方案,并综合起重机械技术参数、吊装重量、吊装高度及技术经济性,确定起重机械的型号。同时需要考虑起重机械的开行路线。2临时固定:单元之间的临时固定也是吊装和焊接的关键问题之一,定位准确、稳定是吊装完成的标图5.2.7-1临时支撑及耳板连接示意图志,同时临时固定又是焊接时控制焊接间隙的要求,为节省钢材,采用可重复利用的工具式耳板连接。如图5.2.7-1。9
三防布3焊接环境控制:采用CO2气体保护焊,对焊接区进行围挡,以保证焊接质量,不适宜的自然环境如下雨、大风等。如图5.2.7-2。 5.2.8现场焊接严格按工艺评定的要求施焊。脚手架1控制预热温度。操作平台2双人双向对称焊,随时对焊接产生的变形进行观察,层间焊接时通过调整焊接次序及临时固定方法来控制焊接变形。图5.2.7-2防风、防雨示意图3随时控制好电流、电压、气流、焊接速度,清理焊缝施焊前的夹渣、浮锈、氧化皮等杂质。4焊接完成后,采用石棉布包裹,以使焊接区缓慢冷却,避免产生冷裂纹。6材料与设备表6.1主要材料表6.1 主要材料详见表6.1所示。1铸钢节点钢桁架节点处GS-20Mn53钢筋桁架模板TD3-90TD3-70镀锌板、热轧、冷轧钢筋4圆柱头栓钉M19×100M19×120普通碳素钢5E501T-1药芯焊丝CO2气体保护焊6ER50-6实芯焊丝CO2气体保护焊7H10Mn2自动埋弧焊8HJ350自动埋弧焊6.2 主要设备及工器具详见表6.2所示。9
表6.2主要设备及工器具表序号设备、机械名称用途备注1数控切割/多头直条切割机整板下料制作阶段2H型钢翼缘矫正机H型钢翼缘矫正制作阶段3通过式抛丸清理机基材表面除锈制作阶段4H型龙门埋弧焊接机钢构件焊接制作阶段5CO2气体保护焊机钢构件焊接制作、安装阶段6碳弧气刨机缺陷焊缝刨除焊接阶段7摇臂钻床构件开孔制作阶段8半自动切割机辅助下料、坡口制作阶段9远红外自控烘干/保温两用烘箱焊接材料烘干制作、安装阶段10液压滚丝机螺纹加工制作阶段11空气压缩机防锈油漆喷涂制作阶段12无气喷涂机防锈油漆喷涂制作阶段13桥式起重机车间内短程运输制作阶段14龙门式起重机等车间外装、卸货制作阶段15100吨履带式起重机钢结构现场吊装安装阶段1650吨汽车式起重机钢结构现场辅助安装阶段17超声波探伤仪焊缝缺陷检测焊接阶段18测厚仪漆膜厚度检测涂装阶段7质量控制7.1质量控制应遵循的规范或标准7.1.1《高层民用建筑钢结构技术规程》(JGJ99-98)7.1.2《钢结构工程施工质量验收规范》(GB50205-2001)7.1.3《建筑用铸钢节点技术规程》(试用稿)7.1.4《建筑钢结构焊接规程》(JGJ81-2002)7.2质量控制措施7.2.1原材料质量控制9
原材料提供应符合设计要求和相关国家标准要求。7.2.2施工过程质量控制1对每个施工段、施工层,必须遵循合理的吊装顺序,确保每个扩大单元体形成稳定的机构体系。各扩大单元体就位后,必须对构件的垂直度、标高进行校正,误差控制在2~3mm内。2对钢构件和铸钢节点焊接时,控制拼接间隙,焊接前需先进行预热,预热温度控制在120-150℃,确保焊缝质量。3焊接时,控制分层分道的次序,同时需双人双向对称同时施焊。4焊接完成后,立即采用石棉布包裹,使焊接区域缓慢冷却,避免冷却迅速引起裂纹等缺陷。5焊缝外观质量按规范要求进行,应做到外观平整、饱满、均匀。一级焊缝应进行100%超声波无损探伤,根据国家规范GB11345-89标准要求判别焊缝质量是否符合要求。不符合时,应直接提出缺陷位置,要求作返修处理;探伤合格时,出具焊缝检测合格证明报告。8安全措施8.1要求施工过程中严格执行国家《安全生产法》、《建筑施工安全检查标准》及相关部门、地区颁发的安全规程,执行三合一管理体系要求。8.2在高空散装施工过程中,必须做到以下几点以保证安全:8.2.1在各扩大单元体吊装严格遵循吊装顺序的编号依次吊装。8.2.2各单元体就位后,在施焊前,对不稳定的单元体要采取临时杆件进行固定,防止自重及外力引起偏位。现场焊接火花四溅,要做好防火工作,可燃物质尽量远离现场。8.2.3大型起重机械起重半径范围内要拉警戒线,同时在起重过程中要有专业的指挥人员进行指挥。8.2.4在风力大于六级时,严禁进行吊装作业。8.2.5现场焊接属高空作业,焊接工作时间长,安装前必须铺好安全网,安装工人在安装时必须戴好安全帽系好安全带才可施工;注意安全用电,注意“三宝”使用,做好安全技术交底,以及应急防范措施。9环保措施9.1施工现场道路采用混凝土地面、并随时洒水,防止道路扬尘。9.2焊接操作工人应佩戴防护眼罩,穿防护服装。9.3施工现场的废弃材料要及时分类堆放,按环保部门的规定分类处置。9.4加强对施工机械的维护和保修,采取措施降低噪音,使噪声控制在国家标准之内。9
10效益分析10.1高空散装法对起重机械的要求大大降低,如采用大型起重机械来施工,则增加了大型起重机械的台班费用。10.2大型起重机械的停靠点的地基承载力要求较高,需要进行地基进行加固,高空散装减少了此项费用。10.3高空散装法由于构件相对较少,避免了超长、超重构件的产生,减少了对构件运输的要求。10.4与整榀桁架吊装法比较,见表10.4表10.4与整榀桁架吊装法的比较评价内容高空散装法整榀吊装罚脚手架费用5万4万起重机械费36万60万场地地基加固费020万运输措施5万8万工期效益与土建施工结合,不影响合计46万92万11工程实例宁波东部新城商务区B-4商务楼工程,在其南楼六层以上部分为钢结构工程,全长52m,宽16m,共四榀两层大桁架,总用钢量为1100t。其中⑤轴~⑦轴处四层上空12m处悬挑跨度为17m的两层桁架结构。是目前宁波地区乃至浙江省内悬挑长度最大的钢结构工程,工程采用高空散装法及铸钢节点的施工工艺,解决了现场条件的限制和高空焊接质量风险,产生了较好的社会效益。受到行业专家和同行企业的高度评价和充分肯定,该工程被评为2008年度“浙江省建筑钢结优质工程金刚奖”。9'
您可能关注的文档
- 风机安装施工技术工法(转载)
- 清水混凝土防火墙施工工法
- 探析高速客运专线中连续梁悬灌施工工法
- 熟料储存库滑模拖带钢倒锥和钢倒锥就位施工工法
- 箱涵工程应用轻型钢模台车施工工法
- 软土地基静压先张法预应力混凝土空心方桩施工工法
- 镜面彩色水磨石施工工法
- 软土地基静压先张法预应力混凝土空心方桩施工工法_secret
- 综合防治加气混凝土砌块填充墙抹灰开裂施工工法(鲁班奖_图文并茂)_secret
- zl胶粉聚苯颗粒保温材料外保温施工工法(word版)_secret
- 2012年度山塘施工工法
- 2012年度溪河坝施工工法
- 2012年度渠道施工工法
- 103 市政工程照明系统工程施工工法
- 六武高速公路旺竹园ⅱ号隧道左线进口进洞施工工法
- 21-50公路曲线预应力混凝土连续箱梁导梁吊架悬臂灌筑施工工法
- 普通火电厂主厂汽间平台施工工法[1]
- 浅谈沿海吹填土预制高强度预应力离心管桩管桩施工工法