


- 151.70 KB
- 6页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
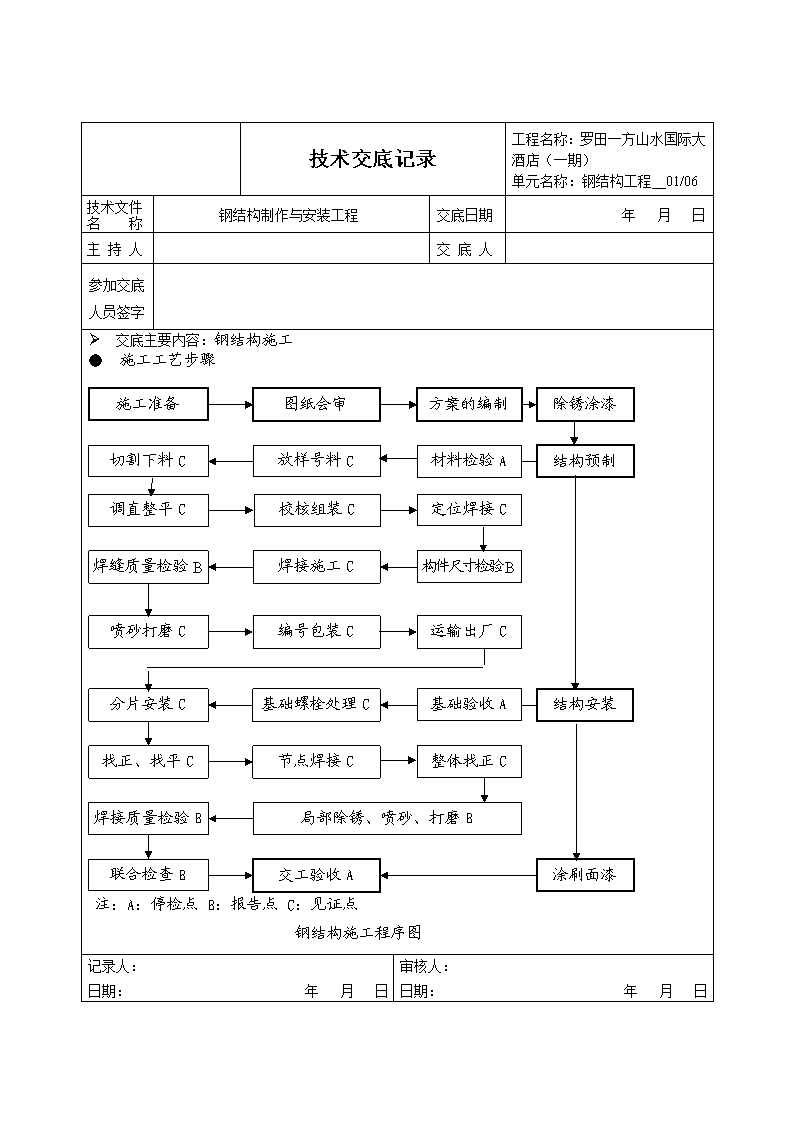
'技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__01/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字Ø交底主要内容:钢结构施工●施工工艺步骤注:A:停检点B:报告点C:见证点钢结构施工程序图联合检查B焊接质量检验B方案的编制图纸会审运输出厂C施工准备材料检验A结构预制放样号料C切割下料C调直整平C校核组装C定位焊接C焊缝质量检验B构件尺寸检验B焊接施工C喷砂打磨C编号包装C基础验收A基础螺栓处理C结构安装分片安装C找正、找平C整体找正C节点焊接C涂刷面漆局部除锈、喷砂、打磨B交工验收A除锈涂漆记录人:日期:年月日审核人:日期:年月日
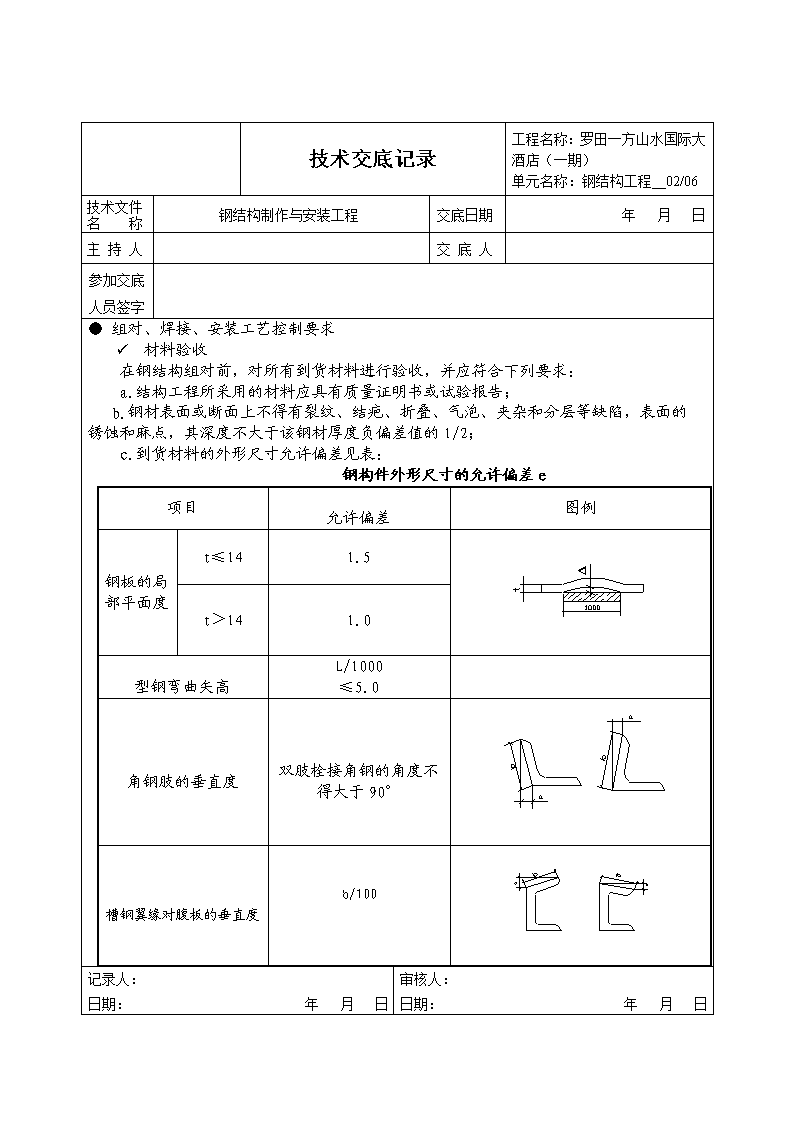
技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__02/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字●组对、焊接、安装工艺控制要求ü材料验收在钢结构组对前,对所有到货材料进行验收,并应符合下列要求:a.结构工程所采用的材料应具有质量证明书或试验报告;b.钢材表面或断面上不得有裂纹、结疤、折叠、气泡、夹杂和分层等缺陷,表面的锈蚀和麻点,其深度不大于该钢材厚度负偏差值的1/2;c.到货材料的外形尺寸允许偏差见表:钢构件外形尺寸的允许偏差e项目允许偏差图例钢板的局部平面度t≤141.5t>141.0型钢弯曲矢高L/1000≤5.0角钢肢的垂直度双肢栓接角钢的角度不得大于90°槽钢翼缘对腹板的垂直度b/100记录人:日期:年月日审核人:日期:年月日
技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__03/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字工字钢、H型钢翼缘对腹板的垂直度b/100≤2.0H钢高度(h)±2.0中心偏移(e)±2.0d.对超差材料要进行校正,校正时,碳素结构钢的加热温度应控制在750~900℃之间。.ü组对用8T吊车配合组对安装。钢结构组对时,除需严格按施工图纸要求进行施工外,还应符合下表要求:序号项目允许偏差(mm)1梁、柱直线度≤L/1000且不大于12mm2梁顶面标高±10.03门字框对角线H/1000且不大于5mm4梁水平度L/1000且不大于10mm5上下柱接口错边量≤t/10且不大于3.06梁跨中垂直度h/500记录人:日期:年月日审核人:日期:年月日
技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__04/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字l钢结构的焊接a.凡参加本装置钢结构焊接的焊工,必须具有相应焊接项目的合格证,无证焊工禁止上岗作业。b.根据钢材材质、规格制定焊接工艺评定。c.焊工领取的焊条必须按要求的温度和时间进行烘烤,焊工领取焊条必须携带保温筒,否则不允许为其发放焊条。焊条烘干参数焊条牌号烘烤温度(℃)烘烤时间(小时)存放温度(℃)J4221501100注:离开保温箱的焊条不能超过4小时,否则必须重新烘烤,重复烘烤次数不得超过三次钢结构焊接工艺参数焊接方法焊条牌号焊条直径(mm)焊接电流(A)焊接电压(V)手工电弧焊J422φ3.2100-13022-26φ4.0160-21022-26d.对接接头、T形接头、角接接头、十字接头等焊缝,应在焊缝的两端设置引弧和引出板,其材质和坡口形式应与焊件相同。引弧和引出的焊缝长度应大于20mm,焊接完毕应采用气割切除引弧和引出板,并修磨平整,不得用锤击落。e.角焊缝转角处宜连续绕角施焊,起落弧点距焊缝端部宜大于10.0mm(图a),角焊缝端部不设置引弧和引出板的连续焊缝,起落弧点距焊缝端部宜大于10.0mm(图b)。弧坑应填满。记录人:日期:年月日审核人:日期:年月日
技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__05/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字图(a) 图(b)f.焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。g.焊缝出现裂纹时,焊工不得擅自处理,应查清原因,订出修补工艺后方可处理。h.定位点焊,必须由持焊工合格证的工人施焊,点焊用的焊接材料,应与正式施焊用的材料相同,点焊高度不宜超过设计焊接高度的2/3,点焊长度宜大于40mm,间距宜为500-600mm,并应填满弧坑。如发现点焊上有气孔或裂纹,必须清理干净后重焊。.i.焊接完毕,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量。检查合格后应在工艺规定的焊缝表面及部位打上焊工钢印。钢结构安装a.钢结构安装前要对基础进行检查验收(包括建筑物的定位轴线、基础轴线、标高和地脚螺栓位置等进行检查),检查合格后,办理移交手续,并做好记录。b.根据设计图纸、现场位置、吊装重量和安装高度确定采用QZ-50塔吊进行钢结构平台的安装。c.因运输、存放造成的变形、缺陷,安装前及时进行处理。d.成片门字框吊装时,应采取加固措施,防止扭曲、变形。记录人:日期:年月日审核人:日期:年月日
技术交底记录工程名称:罗田一方山水国际大酒店(一期)单元名称:钢结构工程__06/06技术文件名称钢结构制作与安装工程交底日期年月日主持人交底人参加交底人员签字e.钢结构安装允许偏差符合下表规定序号项目允许偏差(mm)(mm)1梁、柱弯曲度≤L/1000且不大于122柱脚底座中心线对定位轴线的偏移≤53柱轴线垂度H≤10mm5H>10mm4机械设备支承梁水平度≤0.2L/10005柱基准点标高+5.0~-8.06平台标高±10.07钢梯宽度±5.08对角线偏差H/1000且不大于59平台梁水平度L/1000且≤2010上下柱连接处的错口3.011同一根梁两端顶面高差L/1000且≤10.012主梁与次梁表面高差±2.013平台支柱垂直度H/1000且≤15.014栏杆高度±10.015栏杆立柱间距±10.016踏步间距±5.0记录人:日期:年月日审核人:日期:年月日'