


- 376.92 KB
- 5页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'可怜的机械狗之塑料件结构设计基本原则(一)一,产品结构设计前言正式进入话题之前,咱先抱怨两句,机械工程的待遇可真不咋地,奉劝想要进入机械行业的童鞋们三思后行。待遇低,工作环境差就算了,可美女咋也凤毛麟角呢!都说机械好就业,工作稳定,可那初始工资真是没得说,就说自己刚毕业时,每月2000块,去厂房里做装配工,铁块在手里滚来滚去,整天脏兮兮的,还累的跟狗一样。可相比较其他呢,那些学计算机的,学财务,学管理的,那待遇真是没法比,想我当时就是因为看这个专业名字好听,就跳坑里了。虽然这个说,可梦想仍在,咱还是要向着那里走着,一点一点地走。进入正题,在玩具,消费类电子产品,大小家电,汽车等相关行业中,都离不开产品的结构设计,各种有形的产品,配件等都必须先确定其外形,所以是产品结构设计是产品研发阶段的核心之一。就拿消费类电子产品来说,结构,硬件,软件是产品研发的三个主要工作团体,而硬件与结构又是结合最紧密的。一般公司要研发一款产品,首先是市场部签发开发指令,经过部门评审后,研发部开始进行结构外观建模,然后再进行建模评审,评审通过后,才开始内部的结构设计,然后才是做手板,开模,试模,试产,量产等。而其中的内部结构设计就是产品结构设计师最主要的工作内容。在我国,工业外观设计跟结构设计是分开的,就是说决定产品初步外观的并不是机构工程师,而是工业设计师,他们会依照市场调差和基本的性能需要去绘制产品的外观,这个当然需要一定绘画艺术和审美能力。可怜大多说人都怀疑作为理工科的结构工程师欠缺这些细胞,可事实好像也是这样。最近接手国外的一个充电器产品,是他们已经做好了3D图,要我们来开模生产,可是拿到手后根本开不了膜,不符合开模要求,当然做个样品可以用3D打印做出来,可想要大批量的还是要靠传统模具。这体现了结构工程师的作用了,尽可能保证产品用料,外观,性能,工艺,装配的最佳化,就是在各个环节省钱省时省力,想想就够累的啊!二,塑料件料厚我们接触的很多产品是塑料件,其大部分塑料件都是通过塑胶模具注塑成型,而料厚是塑料件最基本的设计要求。1,塑料件料厚可依据产品外形尺寸来选择,一般范围0.6~6.0mm,常用范围1.5mm~3.0mm。小型产品(小于80mm)一般料厚选1.0~1.4mm,中型产品(80mm~200mm之间)一般料厚选1.4~2.0mm,大型产品(大于200mm)选2.0mm~6.0mm。依据材质不同略微有所调整。当然我们不一定按着这个规定来,要根据实际情况来设计,最好是问一下做模具的厂商,他们对自己的工艺最了解,对于可不可行,他们最有发言权。2,塑料件料厚尽量均匀,不均匀可能引起变形、局部凹陷等不良,当然,不可能每个产品全是统一料厚,在料厚变换的地方,我们需要均匀过度,以方便塑料溶体的流动,避免应力集中。三,塑料件的脱模斜度脱模斜度的设定就是为了顺利脱模,与于产品的外观、材料、外形尺寸等有关,具体可以概括为:产品的外观要求高、精度高、表面光亮、尺寸大的,脱模斜度要小。产品外形粗糙、外形复杂、塑料溶体流动性差、料厚大、收缩率大、透明的塑料件,脱模斜度要大。实际工作中,重要配合面拔模斜度要给出,其他如筋位等不重要的面无需给出,模具设计师自己会加上。
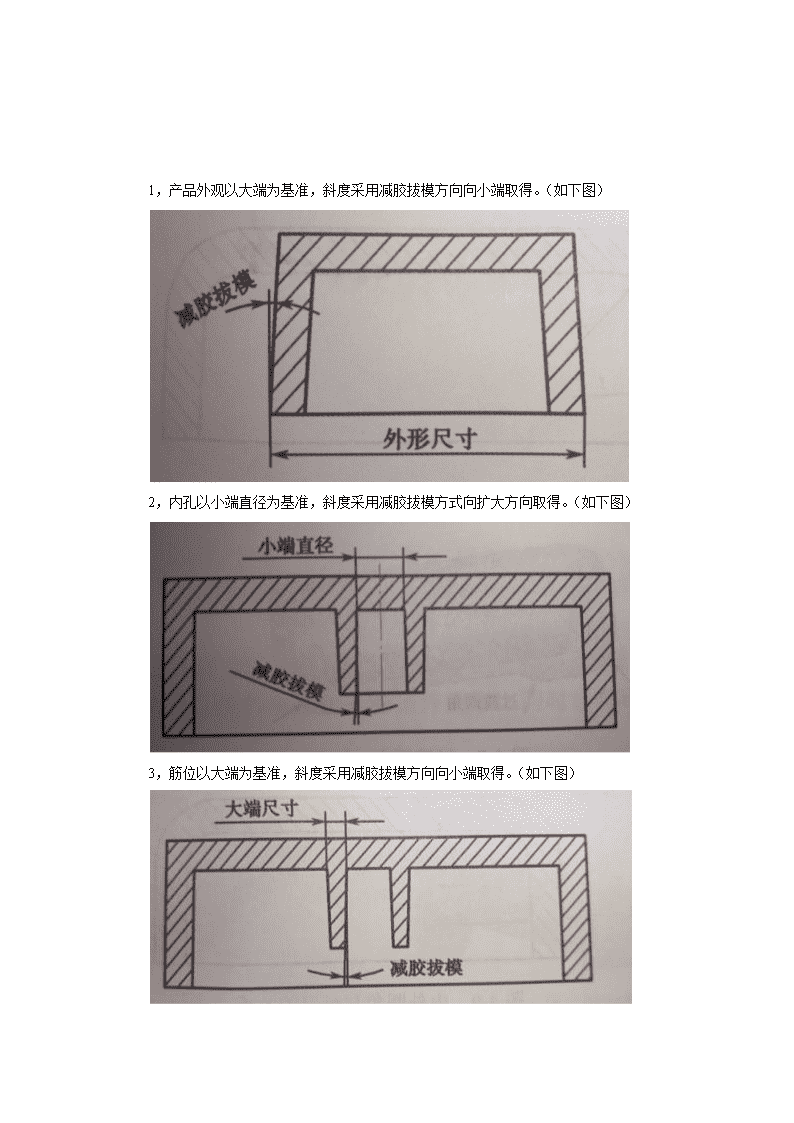
1,产品外观以大端为基准,斜度采用减胶拔模方向向小端取得。(如下图)2,内孔以小端直径为基准,斜度采用减胶拔模方式向扩大方向取得。(如下图)3,筋位以大端为基准,斜度采用减胶拔模方向向小端取得。(如下图)
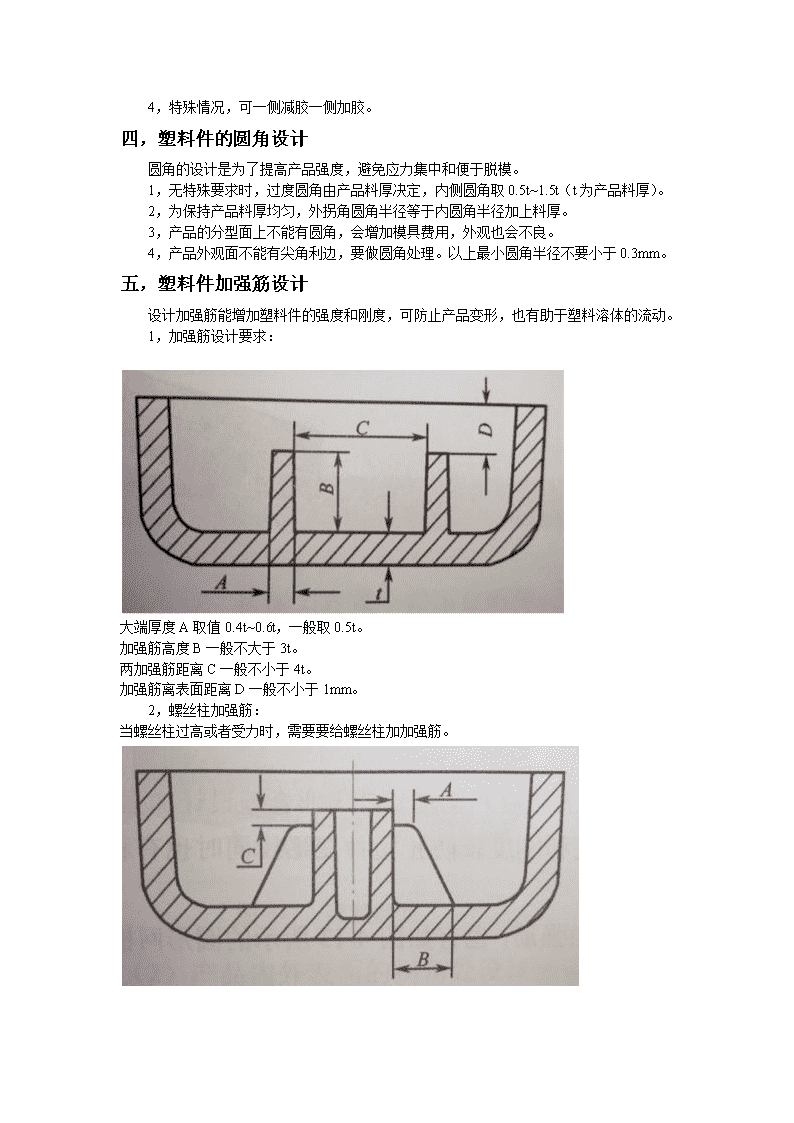
4,特殊情况,可一侧减胶一侧加胶。四,塑料件的圆角设计圆角的设计是为了提高产品强度,避免应力集中和便于脱模。1,无特殊要求时,过度圆角由产品料厚决定,内侧圆角取0.5t~1.5t(t为产品料厚)。2,为保持产品料厚均匀,外拐角圆角半径等于内圆角半径加上料厚。3,产品的分型面上不能有圆角,会增加模具费用,外观也会不良。4,产品外观面不能有尖角利边,要做圆角处理。以上最小圆角半径不要小于0.3mm。五,塑料件加强筋设计设计加强筋能增加塑料件的强度和刚度,可防止产品变形,也有助于塑料溶体的流动。1,加强筋设计要求:大端厚度A取值0.4t~0.6t,一般取0.5t。加强筋高度B一般不大于3t。两加强筋距离C一般不小于4t。加强筋离表面距离D一般不小于1mm。2,螺丝柱加强筋:当螺丝柱过高或者受力时,需要要给螺丝柱加加强筋。
加强筋平面宽度A不小于0.5mm。加强筋底部宽度B是螺丝柱高度的0.2~0.5倍。加强筋表面离柱顶距离C不小于1.0mm。六,塑料件上文字、图案设计及塑料件支撑面设计1,塑料产品上的文字或者图案有凹凸两种,但最好采用凸出表面的方式,这样会使模具容易加工。如果文字图案不允许突出表面(为保持表面平成)时,可先在产品表面凹去一块,再在凹下的这块凸出文字。凸出表面高度一般为0.15~0.3mm,凹进去深度为0.15~0.25mm。其他如:笔划宽度A不小于0.25mm。两字符间距B不小于0.4mm。字符离边缘的距离C、D不小于0.6mm。2,塑料件的底面来支撑产品重量,如果使用平面就不利于底部的平整,特别对一些大尺寸产品很不利。所以要设计一些凸边或者凸台,再或者贴上脚垫来支撑。支撑面尺寸高度一般取0.3mm~2.0mm。七,塑料件孔的设计孔分为圆孔和非圆孔,要注意孔的位置,减少模具加工难度。1,孔设计一般要求:孔之间的距离A不小于D(D<3.0mm),或者A取0.7D(D>3.0mm)。孔距边的距离B不小于D。
2,孔径与孔深的关系(非螺丝柱孔):盲孔深度A不大于5D。通孔深度B不大于10D。3,螺丝头孔的选用:螺丝头孔优先选用(a),如果特殊需要,比如表面要就平整的产品,选用了平头螺丝,螺丝孔选用(b),锥形面低于端面不小于0.5mm。'
您可能关注的文档
- 桥梁的规划与设计基本原则ppt课件.ppt
- 环境工程设计基本原则课件.ppt
- 塑料件结构设计基本原则(二).doc
- 设计基本原则课件.ppt
- 一体化泵站的设计基本原则.doc
- 浅析生态水利工程的规划设计基本原则.pdf
- 拉延造型设计基本原则.doc
- 【精品】实用范文 -浅析建筑结构设计基本原则及合理设计方案.doc
- 第一章 地基基础设计基本原则ppt课件.ppt
- 2017暑期观评报告《杨海兵老师的设计基本原则》.doc
- 2010土木工程师(岩土)专业知识考试《第二章岩土工程设计基本原则》试题.doc
- 注册土木工程师岩土考试资料岩土工程设计基本原则教学提纲.ppt
- 设计基本原则ppt课件.ppt
- 梯形图设计基本原则.ppt
- 建筑智能化系统设计基本原则.docx
- 最新软件设计基本原则资料讲解.doc
- 简论生态水利工程的规划设计基本原则
- 结构设计基本原则分析论文