


- 7.48 MB
- 22页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'管理人员基础知识系列培训教材单击此处编辑母版标题样式课题:•单击此处编辑母版文本样式–第二级A.手工插件工艺设计基本原则•第三级–第四级B.生产线工艺平衡»第五级C.讨论孙峰松2005年12月13日1
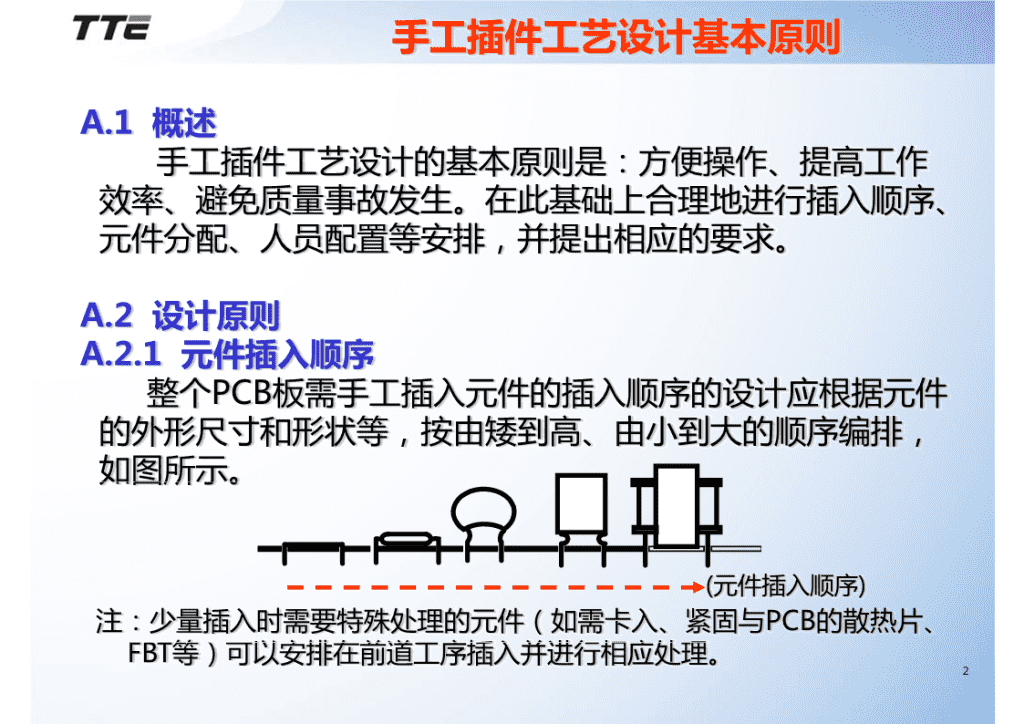
手工插件工艺设计基本原则A.1概述手工插件工艺设计的基本原则是:方便操作、提高工作效率、避免质量事故发生。在此基础上合理地进行插入顺序、元件分配、人员配置等安排,并提出相应的要求。A.2设计原则A.2.1元件插入顺序整个PCB板需手工插入元件的插入顺序的设计应根据元件的外形尺寸和形状等,按由矮到高、由小到大的顺序编排,如图所示。(元件插入顺序)注:少量插入时需要特殊处理的元件(如需卡入、紧固与PCB的散热片、FBT等)可以安排在前道工序插入并进行相应处理。2
手工插件工艺设计基本原则A.2.2工序排列时的板面分配设计元件插入工艺时,工序排列时应根据传输带的运行方向对PCB板321面进行区段划分,根据插入工序及元件的插入数分若干区段,依区段顺序插入,如右图所示。(传输带的运行方向)A.2.3插入流向元件插入流向应根据生产线体传输带的运行方向进行设计,插入顺序元件的插入流向应逆传输带的运行方向排列。例如,传输带是由左向右运行,元件则应由右向左,同时由上向下插入。具体流向见图。(传输带的运行方向)3
手工插件工艺设计基本原则A.2.4元件分配按工序分配插入元件时,应遵循以下原则:--符合A.2条规定的元件插入顺序、板面分配、插入流向;--对于具有不易插入元件的工序,应通过减少所插入的点数维持生产节拍的均衡;--在同一工序内应尽量多安排额定值相同并且形状也相同的元件;--额定值不同但形状相同的元件尽可能不要排入同一工序,以防止差错;--在同一工序内有极性元件的持有率应为30%左右,不得超过40%,以防止差错;--在同一工序内有极性元件的应尽可能安排同轴同向的元器件,以防止插入时极性弄错;--因与横轴方向相比,纵轴方向元件不易插入,故在同一工序内不应集中过多的纵轴方向的元件。注:同一工序内有极性元方向及轴向不同状况的差错率比较:a.同轴同向:结论:b.同轴异向:c.异轴异向:插入时极性差错率:a<b<c4
手工插件工艺设计基本原则A.3插入作业《首件确认表》的编制A.3.1插入作业工序分配首先熟悉所插入PCB板的设计状况、所需插入元件的种类、数量、规格、在PCB板的分布以及PCB板作业时的传输方向等。然后按照第A.2章规定的基本原则和要求进行工序分配。A.3.2人员的配置要根据作业者对插入作业的经验和熟练程度配置作业人员,要以提高作业效率、尽可能避免质量事故发生为原则。如:在作业不熟悉或经验不足者工序之后安排作业熟练、经验丰富者等。A33A.3.3作业的节拍和均衡--要根据生产计划所确定的生产节拍安排每一工序元件的插入数量;--插入数量的确定要以第6章给出的元件单件插入的标准时间(见表2)进行计算后确定;--为保证生产的均衡,对根据标准时间进行计算后确定的插入数量,要根据作业者的经验和熟练程度进行必要的调整。5
手工插件工艺设计基本原则A.3插入作业标准及质量要求A.3.1作业前的确认作业者工作前要对以下内容进行确认:--料盒配置的插入元件数与《首件确认表》上的插入元件数是否一致;--插入元件在PCB板的位置;--有极性元件的数量、特点、位置及插入方向;--插入顺序的合理性;--《首件确认表》上是否有注意事项或说明,若有应明白其含义。A.3.2插入作业基本操作方法和要求--插入时用力要适度,应根据插入元件的具体情况以手的触感来判断,以不引起元器件引出脚变形、PCB板震动使周围元器件跳出为原则;--对有极性或方向要求的元件要确认极性及方向后再插入;--插入时要注意不影响周围已插入的其它元器件;--插入导线时应将插入端折弯一下,将线芯全部插入插孔(如图所)--元件插入后的状态要符合插装标准;--对于插入或接触IC等对静电敏感元件的作业者必须佩带防静电腕带。折弯6
手工插件工艺设计基本原则A.3.3双手插入的操作方法和要求为提高作业效率,以便插入后留出质量确认时间,对于作业较熟练者应提倡双手插入的操作方法。A331A.3.3.1作业方法根据作业者的动作习惯和熟练程度,可采用下列两种作业方法之一:--双手同时取元件,左右手交替插入;--左手插入时右手取元件,右手插入时左手取元件,如此反复完成插入作业。--插入时元器件不可在左右手之间传递。A.3.3.2料盒配置料盒配置要适应双手插入作业,分别置于左右手易于拿取的位置。同一种元器件分别用左右手插入应放于不同的料盒中,以方便拿取。7
手工插件工艺设计基本原则A.3.3.3插入检查--元件插入数量、规格是否与工艺卡相符;--是否有错孔、漏孔;--有极性元件插入极性是否正确;--元件是否有浮起;--所插入元件周围其它元件是否有歪斜、浮起、跳出;--是否插入到位,符合插装要求。除要求作业者按照上述项目自检外,还应安排专门检查人员,以保证插入质量,尽可能降低插入不良率。8
手工插件工艺设计基本原则9
手工插件工艺设计基本原则10
手工插件工艺设计基本原则11
手工插件工艺设计基本原则12
手工插件工艺设计基本原则13
生产线工艺平衡B.1生产线工艺平衡的定义及意义。制造业的生产线多半是在进行了细分化之后多工序流水化连续作业生产线,此时由于分工作业、简化了作业难度,使作业熟练度容易提高,从而提高了作业效率。然而经过了这样的作业细分化之后,各工序的作业时间在理论上、现实上都不能完全相同,这就势必存在工序间作业负荷不均的现象。除了造成无谓的工时损失外,还造成大量的工序堆积发生,严重的话会造成生产的中止。为了解决上述问题就必须对各工序的作业时间进行平均化,同时对作业进行标准化,以使生产线顺畅流动。生产线工艺平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。是生产流程设计及作业标准化中最重要的方法。14
生产线工艺平衡生产线工艺平衡所产生的效果是多方面的:物流快速,减少生产周期。减少或消除物料或半成品周转场所。消除工程瓶颈,提高作业效率。提升工作士气,改善作业秩序。通过平衡生产线可以综合应用到程序分析、动作分析、联合操作分析,时间研究等全部IE手法,提高全员综合素质。B.2生产线平衡率的计算方法:各工序时间的总和平衡率=×100%瓶颈时间(CT)×总人数平衡损失率=100%—平衡率(%)理论产量=时间/CT=3600/CT(时产量,单位统一)15
生产线工艺平衡B.3提高生产线平衡率的方法:取消(Eliminate):剔除不必要的作业或动作。杜绝一切危险动作与隐患。工作中取消一切怠工和闲置时间。16
生产线工艺平衡合并(Combine):对于无法取消而又必要者,看是否能合并,以达到省时简化的目的。17
生产线工艺平衡重排(Rearrange):取消、合并后,使其能有最佳的顺序、除去重复、办事有序。18
生产线工艺平衡简化(Simple)经过取消、合并、重排后的必要工作,就可考虑能否采用最简单的方法及设备,以节省人力、时间及费用。19
生产线工艺平衡B.4生产线工艺平衡改善的误区。不可随便增补人员。急功近利,改后一见效果不明显就很快恢复原状。希望一劳永逸,随着机型、人员等生产条件的变化应及时作出调整。20
你认为目前存在生产不平衡的问题点?……请各位注意观察一下,培训时一起讨论!21
结束!22'