


- 565.26 KB
- 14页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国行业标准冶金机械设备安装工程施工及验收规范轧钢设备YB9249-93主编单位:武汉钢铁学院批准部门:中华人民共和国冶金工业部455
带、线型连轧机、中板与厚板成品轧机、平整机1总则以及多辊轧机等的轧机底座(含轨座、地脚板及横梁等)、机架、主传动装置(含减速机、齿轮机1.0.1本标准规定了轧机主机列设备、连轧机设座、换辊装置)等的安装工程备、剪切机设备、矫直机设备、卷取机和开卷机2.1安装精度等级设备辊道设备、冷床设备、轧材运输设备、翻转及移送设备和其它轧钢辅助设备等的安装工程21.1车仁机主机列设备按照下列条件确定安装精施1_及验收的专业技术条件。度等级;1,02本规范适用于新建和扩建的轧钢机械设备车L制产品精度要求的高低;安装_!几程。对于国外引进的轧钢设备或利用旧轧安装误差对产品质量影响的大小;钢设备拆迁、改建的安装工程可参照本规范执行设备本身性能对安装精度要求的高低;1.03轧钢设备安装工程施工及验收的通用技术设备制造精度的高低条件应符合丫均201一83《冶金机械设备安装工两个精度等级设备的实例见表2.1.1程施1_及验收规范通用规定》的规定车L机主机列设备安装精度等级实例1.0.4轧钢设备中的液压、气动和润滑系统,其表2.卜1它安装1_程施T_及验收的技术条件应符合丫川精度等级备书称2()7一85暇冶金机械设备安装L程施工及验收规范液压、气动和润滑系统》的规定板带轧机、带材连轧机(含粗轧与精10.5对安装上程有特殊要求的轧钢设备,其安轧)、平整机、管材连轧机、高速线材轧机、中厚板成品轧机,多辊轧机,型装_J_程施r及验收的技术条件应符合设备技术文钢连车L机件的规定其它轧机2车L机主机列设备22安装标准2·0.1本章适用于开坯轧机丫大中小型型钢轧2.21轧机主机列设备的安装应符合表2.2.1的、。、、1。仲于二,:;。、,*.、。把,规定机、轨梁轧机、线材轧机、钢管轧机、板、管、从凡轧机主机列设备安装规定表221极限偏差(二)公差名称公ú:项目工级U级I级l级、、{根据基准点安装0+0.500+100协间1根据己安装设备安装士0.10士0.251一二甲下中心线一一一一轧根据主要中心线安装士0.50一士,。。书t根据已安装设备安装土0.30上0.50底一台轧机单个底座一一一一座水平度一台轧机两个底座一一0.05/1000010/1000相邻轧机底座相对中心线},1」J父0.05/1000010/1000两底座间机架题遥直度一一一一机架宙口t面0乃5八0000飞0/1000轧机架窗口笼即面}一一0.10/1000020/1000机机架水平〔变一一机车L制线方「句IJes0.05/10000.10八0001」二架两机架间}一{一010/10000.20/1000立式轧机上部框架一一*一一456
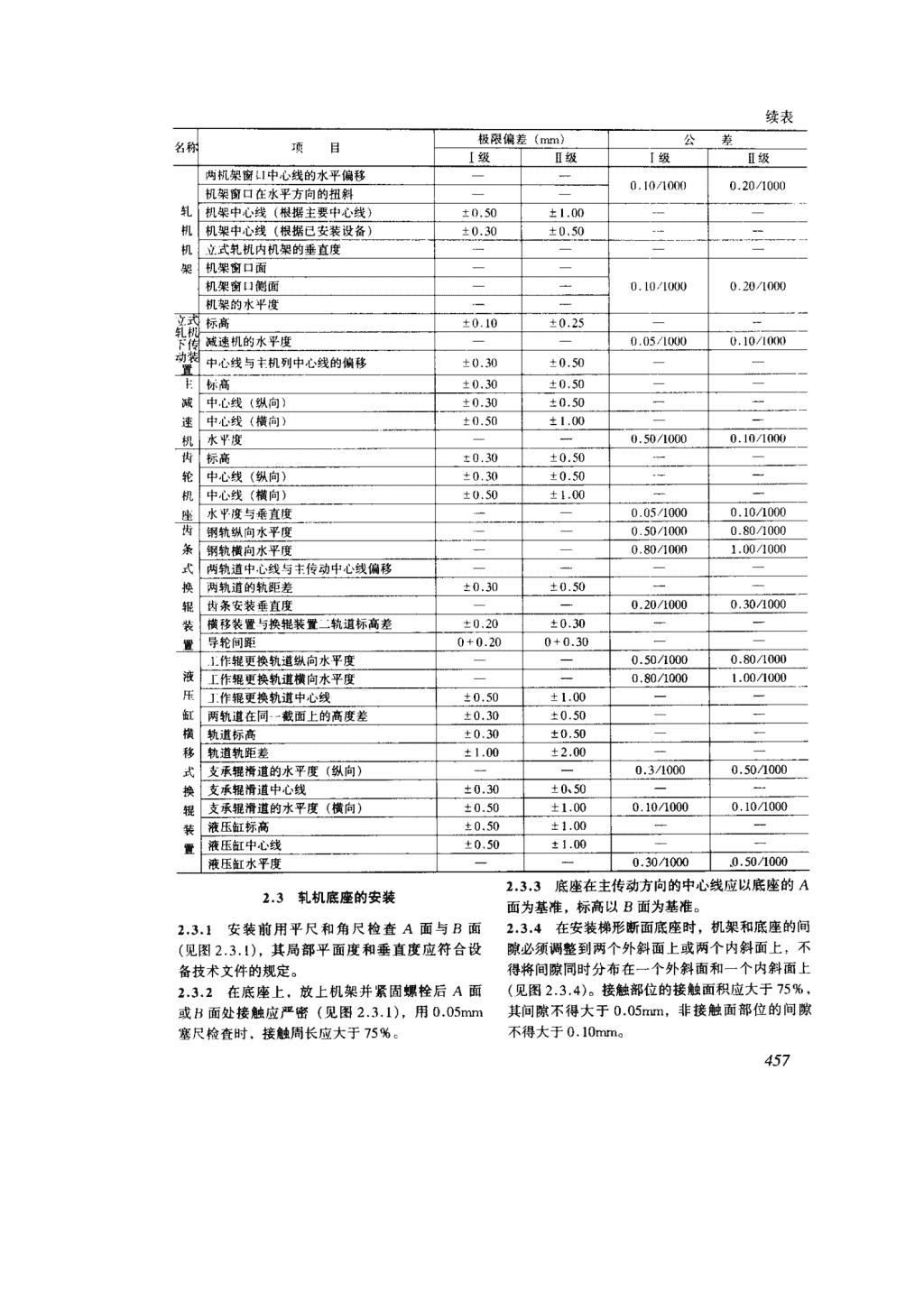
续表公差项目RAI级n级两机架窗11中心线的水平偏移0.10/10000.20/1000机架窗口在水平方向的扭斜轧机架中心线(根据主要中心线)机湍黑机架中心线(根据已安装设备)机立式轧机内机架的垂直度架机架窗口面机架窗11侧面「)10/1(川()()20/1000机架的水平度VY.伟3f)标高士〔)10姚减速机的水平度05/1000()10/1000中心线与主机列中心线的偏移士0.30卜1+0.50标高士0.30减中自线(纵向)士0.30一速中自线(横向)+n50+101.500机一齿水平度0.50/10000.10/1000标高土0.30士0.50轮中心线〔纵向)士0.30士0.50机中心线(横向)士()50士1.00座一街水平度与垂直度0.05/1000条钢轨纵向水平度0.50/1000钢轨横向水平度0.x0/10001.00/1000式两轨道中心线与主传动中心线偏移换两轨道的轨距差上0.30土0.50辊齿条安装垂直度0.20/10000.30/1000装横移装置与换辊装置二轨道标高差士0.20士0.30置一导轮间距0+0.200+0.30液1_作辊更换轨道纵向水平度0.50/10000.80/1000压上作辊更换轨道横向水平度0.80/10001.00/1000」作辊更换轨道中心线士0.50士1.00缸两轨道在同一截面上的高度差士0.30士0.50横轨道标高士0.30士0.50移轨道轨距差士1.00士2.00式支承辊滑道的水平度〔纵向)0.3/10000.50/1000换支承辊滑道中心线士0.30士0.50辊支承辊滑道的水平度(横向)士1.000.10/1000一0.10/1000装湍液压缸标高士1.00置液压缸中心线士0.50士1.00液压缸水平度一一10.30/10001.0.50/10002.3.3底座在主传动方向的中心线应以底座的A2.3轧机底座的安装面为基准,标高以B面为基准。2.3.1安装前用平尺和角尺检查A面与B面2.3.4在安装梯形断面底座时,机架和底座的间(见图2.3.1),其局部平面度和垂直度应符合设隙必须调整到两个外斜面上或两个内斜面上,不备技术文件的规定。得将间隙同时分布在一个外斜面和一个内斜面上2.3.2在底座上,放上机架并紧固螺栓后A面(见图2.3.4)。接触部位的接触面积应大于75%,或13面处接触应严密(见图2.3.1),用0.05-其间隙不得大于0.05-,非接触面部位的间隙塞尺检查时,接触周长应大于7596不得大于0.lOmma457
卜2.4轧机机架的安装尸矛2.4.1轧机机架中心线的检查,应以机架窗口中中心线为基准,测量方法参见图2.4.1AB尘图2.3.l机架与底座接触面示意图1一机架;2-底座2.3.5底座安装测量方法(参见图2.3.5)0.1.-0.1.m图2.4.1$L机机架纵横中心线的测量示意图1一左机架窗口;2一挂设测量中心线;3一右机架窗臼;4一中心标板:5一线锤6-重锤2.4.2机毕窗口垂直度的检查,可拆除滑板,在窗o.1m图2.3.4机架与梯形底座接触间隙示意图〔“)外侧间隙(正确、:(b、内侧间隙(正确):()内外间隙(不正确:山+r传动中心线基准A,=B铸b2,+d,垂直度A,-A,+1LB,+召+17.nU习图2.3.5底座安装测量方法1一底座;2一长平尺;图2.4.7.机架垂直度测量示意图3一水平仪;4一中心标板1一机架:2一挂设测量铅垂线4昭
口上扫城烫中心线,在窗口内侧立面上选择2-4点在水平度,其偏差应符合设备技术文件的规定,若窗11同一水平面内测量两点,用内径千分尺检查(见无规定时,应满足表2.2.1的要求图2.4.2),两机架的偏差宜偏于同一方向。或者在机2.5连轧机的安装架窗门垂直面卜,用平尺和方水平进行测量。2.4.3检查初架内压下蛛母孔的中心线与窗口中心2.5.1连轧机安装时,宜以中间轧机为基准,按技线的同轴度,1l扁差应M洽设备技术文件的规足术要求分别定出标高、中心线、水平度及垂直度,并2.4.4下横梁与机架的接触不得产生歪斜现象.以此为准,依次定出前后各机架的同类技术内容。1划j部间隙应小于0.10-,接触面积应大于2.5.2相邻机卑奎底座的水平度(轧制线方向和主传75"4或按技术文件规定执行.动方向)其公差为0.05/1000,应使水平度偏差不朝同2.4.5机架安装在底座卜后,应复查两侧机架的一方向,连轧机底座水平度的测量参见图2.5.2t0引机2”轧机3”轧机a0轧机s"4桥图2.5.2连轧机的安装1一底座;2一长平尺;3一水平仪4一中心标板2.5.3连轧机其它部位的安装技术标准同一般轧差不得超过0.10-机的安装3剪切机2.6主减速机和齿轮机座的安装3.1钢坯剪切机2.6.1主减速机纵向水平(主传动方向),应在两端轴颈或剖分面上测量,横向水平应在剖分面3.1.1本节适用于上切式、下切式钢坯剪切机的上测量或在指定的基准面上测量。安装1程26.2齿轮机座上盖与轴承上瓦座应接触紧密,3.1.2钢坯剪切机的安装应符合表3.1.2的规其局部间隙不大于0.05.-o定2.6.3齿轮机座标高的检查,应以齿轮箱上平面3.1.3上切式剪切机的标高,应以下剪刃横梁L或窗口下平面为基准平面或下剪刃上平面为基准。水平应以机体侧上刀架滑板面为基准。中心线应以机休上上刀架端2.,换辊装2的安装部滑板中心线为基准2.7.1工作辊换辊装置和支承辊换辊装置的找正3.1.4浮动偏心轴剪切机的标高,应以安装移动定心,应以导轨滑道(或轨道)为基准,液压缸辊道滑座平面为基准〔水平应以窗口滑板为基准中心线偏移方向应与轨道偏移方向一致,滑道接将平尺贴在滑板上用方水平检查。中心线应以窗头处应平滑,换辊装置滑道与机架内滑道的标高口中心为基准口459
钢坯剪切机安装规定表3.1.2剪刃端面跳动表3.2.4.1名极限带材厚度(mm)端面跳动(mm)项目公差镇0.40.01称黑>0.6-2.00.02-0.03标高(底脚板上面)一士土.00>20.05-0.08垂直轧制线方向的平行度一一底基准底脚板的侧面3.2.4.2剪刃轴上如采用轴向间隙可调整的滚脚0.10/1000两底脚板的侧面动轴承时,则应将其轴向间隙值调整为零,即消板中心线11.00一除轴向间隙后,轴能自由地转动水平度(单独与相连)〔)10/10003.3飞剪机机架垂直度(窗口面与窗口0.20/1000侧面)3.3.1本节适用于滚筒式、曲柄回转式、往复摆机架水平度(轧制线方向)一一0.10/1000式飞剪机等的安装工程机架水平度(垂直轧制线方0.20/1000机向,两机架之间)3.3.2飞剪机安装精度根据剪切产品的精度可分机架中心线i1.00一一为两类,例如:机架(出侧)侧面相对机架工级精度热连轧薄板轧机及冷连轧薄板轧架中心线的平行度机用飞剪机。单扫L架0.20/1000I级精度粗轧机用剪机、中小型带钢及型两机架间0.15/1000材飞剪机。用0.05-m塞尺机架与底脚板间接触间隙3.3.3飞煎机的安装应符合表3.3.3的规定。检查四周75%不人标高士0.50飞剪机安装规定表33.3减{减速机与辊道中心线间距士1.00名极用偏差cmn公差速减速机锤孔中心与剪切机中士0.50项目.公线偏差杯机工级Q级工级u级减速机下底座的水平度一{一0.10/1000标高士0.5{+i.06}一中心线士0.5(工1.0C3.2钢板剪切机与轧制线垂直底方向的平行度3.2.1本节适用于斜刀片剪切机(斜刀剪)、圆出侧底座侧面盘式剪切机(圆盘剪)等的安装工程。座至机架中心线0.05月a刃0.10月a刀3.2.2钢板剪切机的安装应符合表3.2.2的规两底座间}一!一定、水平度(单独,0.05/10(1】0.10/1000连跨)3.2.3斜刀剪的水平度在水平剪刀上测量。圆盘搅孔剖分面上剪的水平度在底座上测量。0.05/10润0.10/1000水平度3.2.4圆盘剪的安装调整憧孔同心度0.05/10刃0.10/1以刃3.2.4.1圈盘剪刃的端面跳动的允许值见表机窗口垂直度}一0.05/10〕一}0.10/10003.2.4.10剪刃对夹送辊0.仿/犯U0.10/10(刀架平行度锅板剪切机安装规定表3.22名机架中心线l士0.5}一11.00}一一}一极限偏差称项目黑公差机架与底座间用0.05-塞尺75%以上不人-接触间隙斜一刚标高t0.50一{一n减速机与轧制一士1.00n减剪{剪刀对夹送辊的平行度U1%10/1000中心线间距一圆速爽机下底座标高︻0.10/1000盘+:11.00机的M4V砰度中心线-nU重机与传动剪水平度-士0.50nU10v/1000轴WmN1》偏差刀刃轴对中心线的垂直度460
续表续表名名极限偏考-0公差匕限偏是称公差称I级}。级1级1刀级刹(朴)辊标高士0.50央标高式送矫中心线士0.50辊中心线(沿轧嘿直水平度底机架立柱垂直度l10/1000座横一It+lJ"i}"}"}"Gi"1}c4Er}士1.00梁4.0.3压力矫直机的定位应以其机架内固定下支水"YI里t〕川/10n承辊的平面为基准4.0.4钢板矫直机定位时,应以卜排工作辊面为3.3.4吃剪的中心线及水平应以机架窗C7为基笨准准,标高应以机架剖分面或窗仁」下平面为基准4.0.5钢管矫直机定位时,应以置于下辊面上的样3.3.5剪刀间隙、刀片秉叠量应符合设备技术文管(棒)为基准。样管〔棒)应和全部工作辊辊型曲件的规定〔面接触,局部间隙应小于0.lonm参见图4.0.54.0.6型材(包括管材)矫直机的定位,应以下4矫直机辊轴颈面为基准(〕4.11.1本章适用于压力矫直机、辊式矫直机、斜辊式矫直机及张力矫直机等的安装工程4.0.2矫直机的安装应祠合表4.0.2的规定矫直机的安装规定表4.0.2图40.5基准样管(棒)设置示意图名极限偏差项目公差称‘nlnl)1一样管(棒)压标高土1.00一一71士1.00中心线.5卷取机与开卷机#u1L水平度0.1/1000底座标高士0.50一一5.0.1本章适用于冷、热轧带钢卷取机、开卷机底座中心线土0.50及其辅助设备等的安装工程底座水平度0.50/10005.0.2开卷机、卷取机安装精度等级根据其卷取m底座问水平度0.10/1000速度的不同可分两类。例如:两底座平行度0.05/1000I级精度卷取速度大于lom/s,如:冷连机架窗口面和侧面的垂直0.10/1000轧机、平整机、酸洗涂层机组、连续退火机组、辊度式机架中心线士0.50精整线仁纵切、横切机组等;W单独机架的水平度O.lo/1000n级精度卷取速度小于等于10m/s,如:暴两机架间的水平度0.10/1000热连轧地下卷取机。机架窗口面在水平方向的5.0.3卷取机的安装应符合表5.0.3的规定0.10/100031K3扭斜5.0.4热轧带材地下卷取机的定位应以底座(或力两机架窗[Cl中心线的水平矫0.15/1000底座滑道)为基准,并于胀开的卷筒上进行复核偏移百(复核前应检查卷筒的偏摆、椭圆度和圆锥度)#R机架与底座接触间隙用0.5mm塞尺检卷筒与下张力辊中心线的平行度公差为0.10。二。查,四月男75%不人,局部允公午0.10二间5.0.5冷轧带材卷取机的定位应以胀开的卷筒、LF横梁与机架接触间隙隙轴承镬孔和齿轮箱的剖分面为基准。1作辊支承辊的水平度一0.05/1000上作辊支承辊的平行度0.10/10005.0.6安装调整卷取机或开卷机水平时,卷筒悬张力辊水平度{0.05/1000臂端应略高于固定端,其公差见表5.0.30张力辊间平行度一0.10/10005.0.7开卷机的定位应以底座滑道面为基准,并461
在卷筒(或卷筒轴)及轴承箱剖分面上复核。开同,其安装精度可分两类,例如:卷机卷筒与轧制线(或机组中心线)垂直度和卷1级精度轧机前后工作辊道;筒的水平度均与卷取机要求相同CQ级精度一般运输辊道及辊子轴承座可调5.0.8外置轴承架的定位应以卷筒为基准。整的集中传动辊道等5.0.,线材卷取机的安装应按照表5.0.3所列标6.1.2集中传动辊道的安装应符合表6.1.2的规准执行定。卷取机的安装规定表5.0.3集中传动辊道的安装规定表6.12极限偏差极跟偏差公差公差名称项目(nmil项目(r自nl)工级u级工级I级工级n级I级0级标高士0.5(士!.(兀标高士0.5C士1.0(中,G线中心线士I.川上2.D「:1.0(士1.5((纵向)辊子轴线与辊道纵0.10/10000.20/100(中心线向中心线垂直度士0.5士1.00Yr"4L(横向)水平度{一0.10/100002011Or水’Y度认05/川n0NY幻U机架对辊道纵向中0.15/1(n卷筒与轧心线的平行度制中心线垂0众犷五n〕0加V杠D减速箱、分配箱水直度0.10/10070加月口瓦平度标高土0.30{工。八UO尸nL『t"L"d一士。50}士1。。}一6.1.3集中传动辊道的标高应以减速箱、分配箱"}f31水平度0.05/10000.10/If以】的剖分面、传动轴或底座上平面为基准。水平应卷简与机fR中心线垂0,05/10000.10/1000以轴承铿孔、轴承外套或辊道底座为基准。育度6.1.4相邻两辊(包括组与组间)的平行度应在标高(相对卷筒)士0.200.30/1000之内,但积累误差不应超过0.60/1000外中心线士1.00置(纵向)轴6.2单独传动辊道3干承中心线卷士0-50架(横向)机6.2.1单独传动辊道的安装应符合表6.2.1的规与卷轴承瓦口0.10/1口n定。水平度取机单独传动辊道的安装规定表6.2.1标高士1.0O的">-辅膺攀中心线士1.00极限偏差助公差设了罕水平度0.20/1000项目(mm)备I级n级工级Q级标高土1.00助辊子标高一士1.04,1.06(一称中心线土1.00中心线(纵向)}一器水平度0众i/【田0.10/m单独布It设备者士2.00与其它设备有机!」。。r工u.沙L土1.0C械相关者6辊道中心线(横向)6.0.1本章适用于集中传动辊道和单独传动辊道单独布置设备者士3.00的安装上程与其它设备有机士0.5c士1.0(械相关者6.1集中传动辊道辊轴线与纵向中0.10侄长D.15/全长心线的垂直度6.1.1集中传动辊道按其安设地点及结构的不辊子水平度}0.10/10005.25/100(462
续表6.3.5辊子安装应按表6.2.1标准执行。极限偏差公差升降装皿与平移装t的安装规定项目(n们飞)表63.2I级n级1级l级极限偏差名称项目公差相邻辊子的平行‘n飞111〕住20/全长0刃/全长度标高一土。5。辊了间高度差一士。20士0卜20水平度一一020八0()0升辊道机架对纵向升降装置主轴与剪切机中020/l1卫X】021)/1(X洲)降1士、〕,〔,中心线的平行度月十心距离主轴轴线与纵向中心线的}辊道机架水平度0.10/1(义义】020/l仪1〕馨050/全长垂直度辊道机架}平面十n明十‘、,、辊道中心线(纵向)士0.50(一一一标高标高一。一1.00传动街轮箱剖分石叮水平度一一}010/1。。)。0.10/1侧目0.10/I州加刁厂而水平度辊道「护心线与平移轨道中移土1.00注:1级精度适用J一带钢运输辊道。1级精度适用于.亡线偏垂多装方圆坯、钢管运输辊道(包括斜辊道)平移车九道中心线一,,。。置轨道顶面标高一*,.。。}一6.2.2单独传动辊道的标高,应以底座上平面,驱动侧轨道的直线度一一一0.30八000轴承外套或辊面为基准,水平应以底座上平面、轴承外套或辊面为基准,采用悬挂电机传动时,6.4轧制工艺线上的特殊辊其传动侧宜偏高。纵横中心线的安装基准与集中传动辊道相同,但应每组确定一个基准辊(辊少6.4.1特殊辊系指带钢轧制工艺线上的控制辊、于四个时,应选位于中间的为基准辊),在两基准跳动辊、转向辊、张紧辊、刮酸辊、挤干辊等。辊间,拉钢丝或用样板进行定位(见图6,2.2),6.4.2热镀、电镀层机组、冷连轧机组中特殊辊基准辊与纵向巾心线的垂直度公差为0.10/100。的安装,其标高,纵向、横向中心线的极限偏差均为士1.0二;其水平度,辊轴线与纵向中心线的垂直度公差均为0.05/l00。6.4.3连续退火机组、酸洗线机组中特殊辊的安装,其标高,纵向、横向中心线的极限偏差均为士1.oornm;其水平度,辊轴线与纵向中心线的垂直度公差均为0.10/100。图6.2.2样板安装辊道6.4.4刮酸辊、挤干辊安装的标高与纵向中心线1一样板;2一轴承外套或辊身;的极限偏差为士ZoTnm,辊子水平度公差为3一辊道轴承座0.20/1000,辊轴线与纵向中心线的垂直度公差为62.3相邻两辊的平行度公差见表6.2.1,但积0.20艰子全长。累误差不得超过ITnln6.3升降及移动辊道7冷床63.1升降及移动辊道的本体地面组装可参照表7.01本章适用于方圆坯旋转步进式齿条冷床、6.1.2中的n级标准执行。板坯轧机、型钢轧机和钢管轧机用冷床的安装工6.3.2升降装置与平移装置的安装应符合表程。冷却台架与其它类似的冷床亦可参照。6.3.2的规定,.1旋转步进式齿条冷床‘.33升降装置的标高、水平度应以其底座上平面为基准,.1.1本节冷床包含:愉人输出辊道、推钢机、6.3.4平移装置的标高应以底座上平移轨道轨面升降挡板、方(圆)坯分离装置、冷床本体、坯为基准。水平度应以其底座L平面为基准材取出装置等。对于空冷水冷的方圆坯芯棒冷床、4韶
钢管冷床亦可参照冷却台架的安装,其标高的极限偏差为7.1.2齿条冷床的安装应符合表7.1.2的规定土2.00-,纵向横向中心线,滑道间距的极限偏齿条冷床的安装规定表,.1.2差均为13.00I,u=,水平度公差为0.30/100007.2.4冷床的输入输出辊道的安装标准应按表极限偏差名称项目公差(1llnl)6.1.2与表6.2.1中的H级精度标准执行。各项标高上0.50链式拖运机与绳式拖运设备的驱底座之间纵横中心距士1.00机的安装规定表,.22动轴底座底座上面水平度。20/1000极限偏差名称项目公差(rnnil标高士0.50一一冷床中心到链(绳)轮中托架之间相关距离士1.00一一士0.10托架水平度(轧材运动方心线的即离摇动0.30/1000传动轴线与输人辊道中心向)一士2.00托架驱线的距离托架支承轴两侧高低差」<0.30一一所有托架轴心在轧材运动动轴承座剖分面标高士1.00。30/全长机方向的同轴度轴承座剖分面水平度0.05/1000构轴瓦(多个)同轴度一。10/全长骊动轴传动轴瓦口同轴度0.10/全长轴承剖分面标高士2.00中心距士1.00传动轴与输人辊道中心线横梁0.10/1000的平行度标高士2.00一一组装各托轮中心至冷床中心距水平度一一一。30/1000士2.00返离7.1.3冷床的轧材分离及取出装置的安装应符回托轮顶面标高士3.00合表7.1.3的规定。链托轮顶面水平度1.00/1000托冷床的轧材分离及取出轮托轮轴线与冷床纵向中心0.50/100(装it的安装规定表,.1.3线的垂直度冷床中心线至各纵梁中心极限偏差名称项目(n刀n)公差线的距离土2.吟机冷床中心线与横梁中心线标高士0.50架0.50/1000的垂直度分离装中心线士1.00横勺.雇呱机架横梁顶面水平度0.10/1000梁水平度0.20/1000纵机架横梁顶面标高士1.00减速机水平度0.10/1000梁滑滑道顶面水平度0.50/1000台车走行轴、台车升道滑道顶面标高士3.00取降、轴承座驱动轴中心线至相邻横梁出标高士0.SU士2.00的距离装中心线1.00置水平度0.20/10008轧材运输设备瓦日同轴度0.10全长8.0.1本章适用于步进梁式移送机和链式运输机7.2板坯轧机、型钢轧机和钢管轧机用冷床的安装工程。轧材运输设备的品种繁多,它们的7.2.1本节包括链式拖运机冷床与绳式拖运机冷安装标准可参照本章标准执行。床。8.1步进梁式移送机7.2.2链式拖运机与绳式拖运机的安装应符合表7.2.2的规定。8.1.1步进梁式移送机的安装应符合表8.1.1的7.2.3冷却台架规定口464
步进梁式移送机的安装规定表8.1.1定极限偏差名称项目公差齿条式推钢机的安装规定表,.1.1(mm)及限偏差标高}12.00一一公莽移送机(mn,)中心线}士2.00一一支架推钢机传动轴与轧制中心线距垂直度1.00/1000士1.00离标高土1.00甲,〕石纵向水平度一一0.50/la刃推钢中心线与基准设备中心线土】00小车同一断面卜轨面水平度一一0.50/11n)传动小齿轮箱剖分面水平度轨道轨距+1.00传动小齿轮轴顶与辊道底座顶十2.00步进梁标高土2.00面距离油缸中心线}12.00一一传动小齿轮_瓦口同轴度0.10/%长底座水平度0.20/11拭幻推杆端头与轧制中心线的平行5.00/全长8.2链式运输机度减速机剖分面水平度0.10/10008.2.1链式运输机的安装应符合表8.2.1的规定,.2四连杆式推钢机链式运输机的安装规定表8.2.1极限偏差9.2.1四连杆式推钢机的安装应符合表9.2.1的名称项目公差(mn,)规定。链轮轴标高士1.00四连杆式推钢机的安装规定表,.2.1传头尾链轮中心线土1.00动链轮轴水平度0.加全长名称项目黔公差链失尾链轮中心距士0.50}一传动标高士0.50一一装滑轨轨距士1.00一}一轴的中心线,l。。一一一置滑轨轨面标高=1.00一}一轴承座上面水平度}一0.20/10(幻滑轨水平度0.50/1000座座瓦口同轴度}一一}0.10/*K机组纵横中心线}-1.00鞍上部二滑轨水平度(横标高}10.50一}一推杆0.50/4719中心线=1.00一}一座向)的托辊瓦口水平度0.201长链上部滑轨轨距一11.00闷~曰,又义垄瓦口同轴度一一0.20轴长输上部滑轨对称度一一11.00/1000送上部滑轨标高〔横向)10一0.50机L部滑轨标高(纵向)士1.00一一9.3翻转机架下部滑轨对称度}一1.00/1009.3.1翻转机的安装应符合表9.3.1的规定。下部滑轨标高一士2.00翻转机的安装规定表9.3.1,翻转和移送设备项目公差9.0.1本章适用于轧材的翻转和移送设备的安装传动轴承座剖分面标高士(m1.0)0工程。主要设备有齿条式推钢机、四连杆式推钢传动轴中心线士1.50机、翻转机、回转台、垛板机和横向取送机等。传动轴承座剖分面水平度}0.15/1000其他卸卷、上卷及翻转和移送设备的安装,亦可传动轴瓦同轴度0.10/v长参照本章执行。减速机壳剖分面水平度}一}0.10/1000,.1齿条式推钢机,.4回转台9.1.1齿条式推钢机的安装应符合表9.1.1的规,.4.1回转台的安装应符合表9.4.1的规定。465
回转台的安装规定表,4.110.2.2定尺机的安装应符合表10.2.2的规极限偏差定项目公差(n仰)定尺机的安装规定表10.2.2标高士100极限偏差中心线士1.00一一公差(n皿)辊道轴承剖分面水平度010/1000底座顶面标高士1.00减速机壳剖分面水平度0.10/1000底座顶面水平度020/10加注:回转台标高以底座卜平面为基准。底座侧面与轧制中心线的距互离一士100底座侧面衬板的直线度020/1仪1(),.5垛板机轨距士1.00齿条的水平度、垂直度一0.30/10009.5.1垛板机的安装应符合表9.51的规定。同定式定尺机卜挡板与锯机叽中士200垛板机的安装规定表,.5.1J心距离极限偏差项目公差(n翻)10.3活套标高士1.on10.3.1本节适用于冷热轧带钢机组的酸洗机组、中心线士1()0连续退火机组、热涂层机组的立式或卧立活套安蜗轮减速机剖分面水平度()10/1000二蜗轮减速机剖分面高低差<050装工程升降导轨的垂直度0.20/11)0010.3.2活套的安装应符合表10.3.2的规定。注:垛板机的标高、中心线以安装蜗轮减速机的底座活套的安装规定表10.3.2为基准急公差0一嚓连轧酸洗机组卧式活套一一10轧机其它设备标高}士0.5010.1锯机中心线‘基准轨)士050两轨平行度1.0/全长10.11本节适用于滑座式、固定式和摆式锯机活{连续退火机组卧式活套的安装工程。套标高士10010.12锯机的安装应符合表10.1.2的规定。车中心线(基准轨)一士,0轨两轨平行度一一}100淦长锯机的安装规定表10.1.2道立式活套导向轨道}一项目公差晗中心线(横向)+二50标高(轨道顶面,底座支承辊士100中心线(纵向)}士1·50顶面)垂直度0,50八000中心线(轨道,底座)}士10。一连轧酸洗机组轨道顶面水平度}一050/1000书示高(轨道上表面)士1.00一}一支承辊间水平度*一}一0之。/1000卜臼线(纵向)1士0501}一妇心线(横向){士10一轨距士10摆方定转轴垂直度一一0.15/1000齿条的水平度与垂直度*一}一。.30/l00二旋转轴轴承水平度一}一{一1.50八00轨道或底座支承辊的中心线与连续退火机组一}一士1的动轧制中心线距离标高(轨道上表面)_土200辊道侧轨道直线度}一}0.20/1000中心线土1.00门托兰混水平度0.20八00关门时极限位置士1.0010.2定尺机轮胎钧混传动中心线}士乙。1一论胎三混标高士20010.2.1本节适用于固定式与移动式定尺机的安论胎辊水平度0.20/10朋装工程。466
续表10.6打印机急项目黑公差10.6.1本节适用于大中型板坯方圆坯打印机活6i高的安装工程食中心线10.6.2打印机的安装应符合表10.6.2的规定报水、r度0.20/1000,J纵向「卜。线的垂直度0.30/1000打印机的安装规定表10.6.2活初、高套极限偏差瑞公差卷,I,心线(ninl〕扬一机跨筒水平度0.10/lnoo机架轨顶面标高机)一卷L筒Bfi与"-i轧,制中心线垂直度〔)3()/1()0〔1机架中自线机架立柱垂直度100/】00日10.4升降摆动台机架轨道轨即10.4.1本节适用于型钢轧机、轧梁轧机和轧板机等所用升降摆动台的安装工程。机架轨道顶四角处标高差m)偏移固定支座标高士1.00夹紧装置液压缸中心线士1.00中心线一士,“。I升Q曲轴支承座标高、中心线士1.00夹紧装置轴中心线与辊道中士100降亡线距离机构曲轴支承座卜平面水平度0.10/1000升降挡板框架顶面标高10.3.3调整摆动振幅及升降台极限位置(调整升降挡板框架纵向中心线{土1.0垫板厚度)应使升降台在静止时处于水平状态升降挡板框架横向中心线{10.3010.4.4升降摆动台上的翻钢移钢机构不工作时,其执行零部件应处于辊子中心线以下。升降挡板框架底板L面平面z.0n/1001111.4.5升降摆动台上的辊道的安装应符合表升降挡板气缸座安装平面标6.1.2中工级精度标准的规定土050高10.5带钢焊机升降挡板气缸座安装面水平0.snilno0度10.5.1本节适用于带钢自动焊接机的安装。升降挡板气缸座与定位辊道土1.00lo.s.z带钢焊机的安装应符合表10.5.2的规中心距定。升降挡板曲柄轴支座面标高士0.50带钢焊机的安装规定表10.5.2升降挡板曲柄轴支座面水平0.30/1000极限偏差度{一土(mm)注:车间内其他升降挡板亦参照此表执行标高上0.50中心线〔纵向)士1.0010.7称f机中心线(横向)士0.50水平度50/100010.7.1本节适用千大中型板坯称量机及电子称胶辊面水平度10/1000量机467
10,72板坏称量机的安装应符合表10.7.2的规10.,环形加热炉机械设备定。10.,.3管材料筐式电子称量机的安装应符合表10.9.1环形加热炉机械设备的安装应符合表10.73的规定。10.9.1的规定。10.,.4钢卷电子称量机的安装应符合表10.7.410.9.2炉底机械传动装置安装应根据炉底基础的规定「、中心点安装一个永久性的测量中心基准“()’’作板坯称.机的安装规定表107.2为安装基准。名10.9.3每个支承辊的支承母线的延长线及炉底传极限偏差称项目(nim)公差动装置的传动轴的延氏线都应通过炉底中心点“口,10.9.4所有支承辊的支承母线在安装时应调整衡衡桥上的鞍座顶面直线度2/1000在同一水平面上,辊面的高度公差为士0.20mm桥横析架二扇四角的高差<200架环形加热炉机械设备的安装规定表10.,.1鞍座与相邻辊子的问趴差土100承标高_1一士2。。项目极限偏差公差载垂直度一一3/1000(nln〕)箱箱和起升轴油缸的垂直度3/1000支承辊的支承母线标高1士。2。鞍座顶面与轧制水平面的高支承辊的支承母线水平度*一吸)10/1000书L度差一几0定心辊与辊子轴线垂直度一}一一010/1000防止横析架振摆装置间隙士100炉底传动装置各传动轴标高组士020差各鞍座问高度差*2.00一炉底传动装置的传动轴水平0.10/l佣0管材料筐式电子称,机的安装规定表107.3度极限偏差10.,.5锥齿圈组装时应用专门样板检查项目公差(n讥1)料筐托架标高士’刀。一}一附录料筐托架中心线一1士1.501一一传感器支承面水平度几,.‘U/IUUU传感器上下支承面的间隙一}<0.50一、本规范要求严格程度的用词说明如下:1.表示很严格,非这样作不可的用词采用钢卷电子称t机的安装规定表10.7.4“必须”、“严禁”;项目极限偏差2.表示严格,在正常情况下均应这样作的用公差(二)词采用“应”、“不应”、“不得气标高}*10一}一3.表示允许稍有选择,在条件许可时首先这中心线一*1。。一}一样作的用词采用“宜”、“可”、“不宜,’o水平度一一一}0.20/1000二、条文中指明应按其它有关标准、规范的规定执行的,其写法为“应按⋯⋯执行”或“应10.8钢卷打包机符合⋯⋯要求或规定”;非必须按照所指的标准、10.8.1本节适用于热冷轧带钢卷的打包机规范执行的,其写法为“可参照··⋯”。10.8.2钢卷打包机的安装应符合表10.8.2的规附加说明定。钢卷打包机的安装规定表10.8.2本标准由武汉钢铁学院主编,冶金极限偏差部二十冶宝钢分指挥部参编项目公差(n。)打包机底座标高一士1.0本标准主要起草人:谷士强、李云中心线一土10张文凤李布劲水平度050/1000468'
您可能关注的文档
- dgtj 08-606-2011 住宅建筑通信配套工程技术规范 第2部分:施工及验收规范
- dgtj08-2107-2012 住宅小区移动通信配套设施设计与验收规范
- dg∕tj 08-2152-2014 城市道路桥梁工程施工质量验收规范
- 《园林绿化工程施工及验收规范》(cjj82-2012)表格
- DB50T 634-2015 建筑消防给水系统远程监控系统施工及验收规范
- 110~500kv架空电力线路施工及验收规范
- CJJ 266-2017 城市轨道交通梯形轨枕轨道工程施工及质量验收规范[附条文说明]
- 为了进一步贯彻工程设计图纸和国家施工验收规范
- hgj 211一85化工塔类设备施工及验收规范
- sh3533-2003石油化工给水排水管道工程施工及验收规范2
- 盾构掘进隧道工程施工及验收规范
- yb4147-2006 冶金建筑工程施工质量验收规范摘录
- 《冶金机械设备安装工程施工及验收规范 轧钢设备》yb 9249-93
- 化工机器安装工程施工及验收规范
- 冶金机械设备安装工程施工及验收规范轧钢设备
- 2014.1砌体施工质量验收规范
- 地面与楼面工程施工及验收规范
- 工业自动化仪表工程施工及验收规范