


- 292.28 KB
- 11页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'MT684-1997前言本标准是根据199。年原中国统配煤矿总公司下达的《中煤经便字第35号文》关于制订提升容器用的无损探伤行业标准的通知,1991年煤科总技监字355号下达起草标准的通知,1991年煤炭行业标准计划项目进行制定,按GB/T1.1-1993要求编写的。本标准的附录A是标准的附录。本标准的附录B、附录C都是提示的附录。本标准由煤炭工业部科技教育司提出。本标准由煤炭工业部煤矿专用设备标准化技术委员会归口。本标准起草单位:煤炭工业部南京设计研究院、山东煤矿泰安机械厂。本标准起草人:何家寿、袁有泽、王效兰、金德钧。本标准委托煤炭工业部南京设计研究院负责解释。
中华人民共和国煤炭行业标准矿用提升容器重要承载件无损探伤NIT684一1997方法与验收规范Specifcationofnon-destructiveinspectionmethod乙acceptanceforimportantbearingmembersofmine-usehoistingvessel1范围本标准规定了矿用提升容器(罐笼、箕斗等)重要承载件的无损探伤方法与验收规范(超声波探伤、磁粉探伤)的一般规定、探伤方法、缺陷的评定、验收标准及探伤检验报告。本标准适用于提升容器的重要承载件中要求探伤的锻件、钢板、轴类的无损探伤检验,也适用于天轮承载轴的无损探伤,不适用于奥氏体与不锈钢件等粗晶材料。2引用标准下列标准所包含的条文.通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T9445-88无损检测人员技术资格鉴定通则ZBY230-87A型脉冲反射式超声波探伤仪通用技术条件ZBJ74003-88压力容器用钢板超声波探伤ZBJ04006-87钢铁材料磁粉探伤方法3一般要求3.1探伤人员必须具有一定的专业基础知识和探伤经验,按照GB/T9445的规定经考核取得国家认可的资格证书者担任。3.2无损探伤用的仪器设备,其性能应符合ZBY230中第3章的规定。3.3超声波探伤面的表面粗糙度R.>-3.2,磁粉探伤面要求R,>6.3,I4探伤表面应无划伤以及油垢和污物及其他附着物。4探伤方法4.1超声波探伤4.1.1探伤方法a)以纵波直探头探伤为主,横波斜探头为辅;b)探伤方式用直接触法,应选择最可能发现缺陷的探测面作探伤面,锻件一般应从两个平面相互垂直的方向进行探伤。主要探测方向见图1,中华人民共和国煤炭工业部1997一12一30批准1998一06一01实施
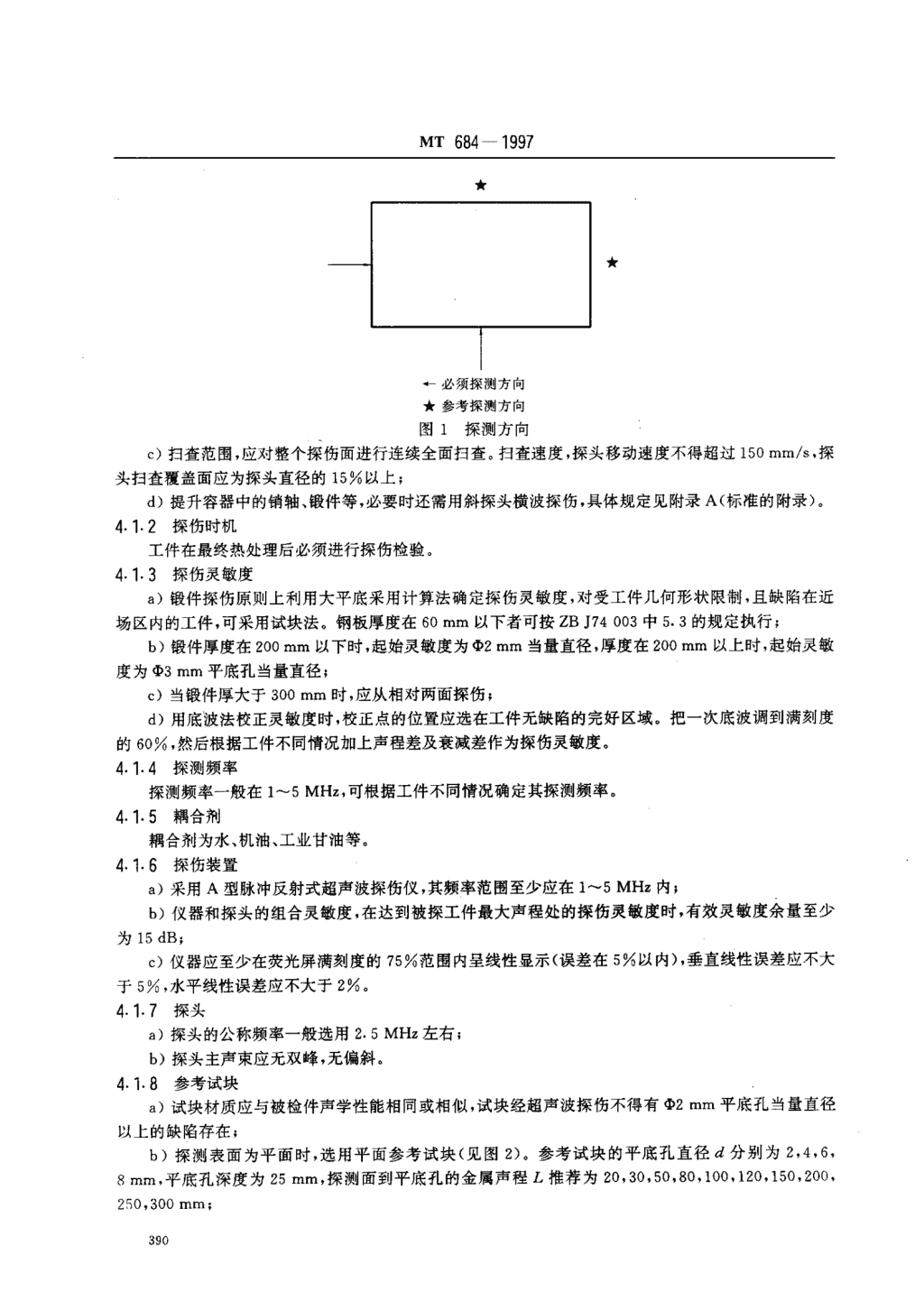
MT684一1997“必须探测方向★参考探测方向图1探测方向c)扫查范围,应对整个探伤面进行连续全面扫查。扫查速度,探头移动速度不得超过150mm/s,探头扫查覆盖面应为探头直径的15%以上;d)提升容器中的销轴、锻件等,必要时还需用斜探头横波探伤,具体规定见附录A(标准的附录)。4.1.2探伤时机工件在最终热处理后必须进行探伤检验。4.1.3探伤灵敏度a)锻件探伤原则上利用大平底采用计算法确定探伤灵敏度,对受工件几何形状限制,且缺陷在近场区内的工件,可采用试块法。钢板厚度在60mm以下者可按ZBJ74003中5.3的规定执行;b)锻件厚度在200mm以下时,起始灵敏度为(D2mm当量直径,厚度在200mm以上时,起始灵敏度为(D3mm平底孔当量直径;c)当锻件厚大于300mm时,应从相对两面探伤;d)用底波法校正灵敏度时,校正点的位置应选在工件无缺陷的完好区域。把一次底波调到满刻度的60%,然后根据工件不同情况加上声程差及衰减差作为探伤灵敏度。4.1.4探测频率探测频率一般在1^-5MHz,可根据工件不同情况确定其探测频率。4.1.5辆合剂祸合剂为水、机油、工业甘油等。4.1.6探伤装置a)采用A型脉冲反射式超声波探伤仪,其频率范围至少应在1-5MH:内,b)仪器和探头的组合灵敏度,在达到被探工件最大声程处的探伤灵敏度时,有效灵敏度余量至少为15dB;c)仪器应至少在荧光屏满刻度的75%范围内呈线性显示(误差在5%以内),垂直线性误差应不大于5%,水平线性误差应不大于2%,4.1.7探头a)探头的公称频率一般选用2.5MH:左右;b)探头主声束应无双峰,无偏斜。4.1.8参考试块a)试块材质应与被检件声学性能相同或相似,试块经超声波探伤不得有(D2mm平底孔当量直径以上的缺陷存在;b)探测表面为平面时,选用平面参考试块(见图2)。参考试块的平底孔直径d分别为2,4,6,8mm,平底孔深度为25mm,探测面到平底孔的金属声程L推荐为20,30,50,80,100,120,150,200,250,300mm;
MT684一1997令一卜;L一金属声程;d一平底孔直径;o-探测面图2平面参考试块示意图c)探测面为曲面时,选择与探伤面曲率大致相同(0.7-1.1倍曲率半径)的对比试块进行探伤灵敏度的调整。曲面参考试块见图3;{a么耳·口以网{厂匕__O、、口-l}6{H一试块高度;R一试块曲率半径;L,d,O同图2图3曲面参考试块示意图d)平底孔必须密封,应防止锈蚀;e)也可采用与上述参考试块等效作用的其他试块。4.1.9超声波探伤缺陷的测定4.1.9.1缺陷当量的确定a)采用AVG曲线及计算法确定缺陷当量;b)计算缺陷当量时,当材质衰减系数超过4dB/m时应考虑修正。4.1.9.2材质衰减系数的近似测定a)应在被测工件完好无缺陷区域,选取三处有代表性的部位,测出第一次底波幅度B,和第二次底波幅度B:的波高;b)衰减系数a(dB/m)的计算公式为:。_(旦-B2)-6dB,。·..·..·⋯⋯。,’。。·(1)一21式中:T—锻件厚度或直径,m;B,,B;-第一次和第二次底波幅度。4.2磁粉探伤4.2.1磁粉探伤适用于工件表面及表层探伤,
MT684一19974.2.2磁粉探伤用的探伤装置,磁粉、磁悬液、标准试片及对比试片以及探伤时期、探伤方法、缺陷磁痕的解释,探伤人员、探伤记录等都必须符合ZBJ04006的规定。5提升容器直要承载件探伤区域的划分原则提升容器重要承载件的探伤区域按工件的受力情况划分为A区(主要受力区),B区(受力区)和C区(次受力区)。5.1锻件及板材探伤区城划分原则5.1.1以受力孔或边缘孔中心线到工件边缘的距离为h,从中心线向对称侧延伸1.5h的区域为A区(见图4~图11),A区图4连板探伤区域划分图A区图5三角板探伤区域划分图图6颊板探伤区域划分图
MT684一1997图7四角板探伤区域划分图图s主连杆探伤区域划分图A区B区图9副连杆探伤区域划分图图10换向接头探伤区域划分图
MT684一1997图11主挂板探伤区域划分图5.1.2除A区外,工件边缘孔的外边线连接之间的区域为B区(见图4、图5、图6、图8、图9、图10,图11).除A区、B区以外的区域为c区(见图4、图5、图6、图11).:.;’3轴类零件探伤区域划分原则5.2.1轴的受载区域为A区(见图12,图13,图14),图12轴探伤区域划分图A区图13吊杆探伤区域划分图图14销轴探伤区域划分图5.2.2轴端到受载区边缘间的区域为C区(见图12,图13、图14)5.2.3除A区、C区以外为B区(见图12、图13、图14),
MT684一19975.2.4本标准未列图形的特殊工件,可参照上述原则划分受力区域。6验收标准6门超声波探伤验收标准:6门门锻件及板材的超声波验收标准见表1,表1锻件及板材的超声波探伤验收标准探伤区域序号A区B区C区1不允许有裂纹2不允许有密集性缺陷不允许有03mm当量直径的单个不允许有超过$5mm当量直径的不允许有超过。6mm当量直径的3缺陷单个缺陷单个缺陷任意一条直线上不得超过3个任意一条直线上不得超过3个4$2mm当量直径缺陷(缺陷间距$4mm当量直径缺陷(缺陷间距G50m-时)簇50mm时)注:密集性缺陷是指工件探伤部位在荧光屏扫描线上相当于50mm的声程范围内同时有5个或5个以上的缺陷反射信号;或者在50mmX50mm的探侧面上发现同一声程范围内有5个或5个以上缺陷反射信号。6.1.2轴类零件的超声波探伤验收标准见表2。表2轴类零件的超声波探伤验收标准探伤区域序号A区B区C区1不允许有裂纹2不允许有密集性缺陷轴向不允许有超过ID3mm当量直轴向不允许有超过04mm当量直轴向不允许有超过。6mm当量直3径的单个缺陷径的单个缺陷径的单个缺陷径向不允许有超过02mm当量直径向不允许有超过$3mm当量直径向不允许有超过05mm当量直4径的单个缺陷径的单个缺陷径的单个缺陷6.2磁粉探伤验收标准:6.2.1锻件及板材的磁粉探伤验收标准见表3,表3锻件及板材磁粉探伤验收标准探伤区域尹r叮A区B区C区1不得有裂纹、白点、缩孔对长度2mm以下的夹杂物或磁粉对长度2mm以下的夹杂物或磁粉对长度4mm以下的夹杂物或磁粉2堆积.在25cm"面积内不得超过5堆积,在25cm,面积内不得超过8堆积,在100cm"面积内不得超过个个15个单个夹杂物或磁粉堆积不得有圆单个夹杂物或磁粉堆积不得有圆单个夹杂物或磁粉堆积不得有圆3状缺陷3mm,线状缺陷3mm状缺陷4mm,线状缺陷4mm状缺陷5mm,线状缺陷5mm6.2.2轴类零件的磁粉探伤验收标准见表4。395
MT684一1997表a轴类零件的磁粉探伤验收标准探伤区域序号A区B区C区1不得有裂纹、白点、重皮2对长度2mm以下的夹杂物或磁粉对长度2mm以下的夹杂物或磁粉对长度2mm以下的夹杂物或磁粉堆积,在25cm,面积内不得超过3堆积,在25cm,面积内不得有6个堆积,在100cm“面积内不得有个15个轴向不允许有3mm的单个圆状缺轴向不允许有4mm的单个圆状缺轴向不允许有smrn的单个圆状缺3陷陷陷4径向不允许有2mm的线状缺陷径向不允许有3mm的线状缺陷径向不允许有5mm的线状缺陷6.3在探伤过程中,如果遇到底波信号或其他非缺陷信号(如迟到波信号等)发生明显降低或消失时,应及时查明原因,必要时还应采用其他检测方法协同验证。了探伤检验报告探伤检验报告应包括下列内容:a)探伤件名称、图号、工作号、材料、尺寸缺陷分布草图;b)探伤条件:探伤仪型号、探头型式、探头标称频率、晶片尺寸(K值)、韧合剂、试块等;c)委托单位、委托日期、委托编号等;d)探伤检验结果:是否合格,缺陷位置及缺陷分布示意图,探伤工件编号等;e)探伤人员姓名、探伤日期、报告签发人的姓名、报告签发日期、探伤检验人员及探伤检验报告签发人资格级别等;f)探伤检验报告批准单位与印章;9)探伤检验报告的格式见附录B(提示的附录)、附录C(提示的附录)。
MT684一1997附录A(标准的附录)超声波横波探伤A〕横波探伤仅适用于某些特别情况下,如某些轴类零件,主要用于发现直探头在某些情况下,难发现的一些缺陷上。A2探头:A︹月产.L-.探头公称频率主要为2.5MHz,Ag︹2﹄:探头晶片尺寸根据工件形状灵活运用。A门气亡,口根据工件几何形状的不同,采用相应K值的探头。A,d参考反射体:为了调整探伤灵敏度,可以利用被探工件的边角反射来调整灵敏度。可把工件的第一次边角反射波调到满幅度的60%波高,然后再提高14dB作为探伤灵敏度。A4扫查方法:A4.1扫查方向为探头沿轴类零件的轴向来回移动。A4.2探头移动速度不应超过150mm/s,A4.3探头扫查的覆盖率应为探头宽度的15%W上。附录B(提示的附录)超声波探伤检验报告单年月日报告编号委托单位仪器型号辆合剂试件名称试件材料试件尺寸图号工作号试件编号仪器条件抑制:发射:扫描:探伤方式探伤时机探头标称频率晶片尺寸(k值)探伤灵敏度试块探伤结果探伤部位示意图
MT684一1997附录C(提示的附录)磁粉探伤检验报告单年月日报告编号委托单位仪器型号磁粉类别试件名称试件材料试件尺寸试件状况表面粗糙度磁化方法磁化电流磁场强度标准试片探伤结果探伤部位示意图398'
您可能关注的文档
- JCJ03-1990水泥机械设备安装工程施工及验收规范.pdf
- JCJ03-90水泥机械设备安装工程施工及验收规范.pdf
- JGJ159-2008非正式版古建筑修建工程施工及验收规范非正式版.pdf
- JGJ360-2015建筑隔震工程施工及验收规范.pdf
- JGJ71-1990洁净室施工及验收规范.pdf
- JGJ73-1991建筑装饰工程施工及验收规范JGJ73-91.pdf
- JGJT304-2013住宅室内装饰装修工程质量验收规范.pdf
- MHT5106-2008民用机场航站楼行李处理系统检测验收规范.pdf
- MHT6024-2002着陆航道激光辅助引导系统验收规范.pdf
- NYT 1966-2010 温室覆盖材料安装与验收规范 塑料薄膜.pdf
- NYT 2373-2013 秸秆沼气工程质量验收规范.pdf
- NYT 2533-2013 温室灌溉系统安装与验收规范.pdf
- NYT 2599-2014 规模化畜禽养殖场沼气工程验收规范.pdf
- NYT1703-2009民用水暖炉采暖系统安装及验收规范.pdf
- NYT2708-2015温室透光覆盖材料安装与验收规范玻璃.pdf
- NYT443-2001秸秆气化供气系统技术条件及验收规范.pdf
- QBT4848-2015食品工业用不锈钢管道安装及验收规范.pdf
- QBT6019-2004制浆造纸专业设备安装工程施工质量验收规范.pdf