


- 88.00 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'技术交底记录表C2-1编号01-C2-002工程名称***花园二期3#楼交底日期2010年03月03日施工单位***公司分项工程名称钢筋加工交底提要地下室钢筋加工的相关材料、机具准备、质量要求及施工工艺交底内容:1作业准备1.1机具准备1.1.1施工机具:钢筋除锈机、切断机、弯曲机、调直机、卷扬机、钢卷尺等。1.1.2运输机具:用汽车吊、行车吊运。1.2材料准备1.2.1核对图纸配料单与配好的钢筋型号、规格、尺寸、数量是否一致。1.2.2检查钢筋外观,应无锈蚀、无油污,复试合格。2施工操作工艺措施及主要做法要求2.1工艺流程除锈→调直→切断→成型2.2施工操作要点及要求2.2.1钢筋除锈的方法及设备钢筋采用电动除锈机进行除锈;对极少量生锈钢筋采用钢丝刷进行除锈。2.2.2钢筋调直的方法及设备钢筋调直采用卷扬机拉直设备;HPB235级钢筋的冷拉率不大于4%,HRB335、HRB400级冷拉率不大于1%。2.2.3钢筋切断的方法及设备⑴钢筋切断采用钢筋切断机;⑵每次切断根数见表2.2.3。表2.2.3直径每次切断根数d=6~103d=12~162d≥181⑶刀口间隙≤0.5毫米⑷切断精度±5毫米⑸不得有劈裂、过分弯曲2.2.4钢筋弯曲成型的方法及设备⑴钢筋弯曲成型采用钢筋弯曲机。审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
技术交底记录表C2-1编号01-C2-002工程名称***花园二期3#楼交底日期2010年03月03日施工单位***公司分项工程名称钢筋加工交底提要地下室钢筋加工的相关材料、机具准备、质量要求及施工工艺交底内容:⑵每次成型根数见表2.2.4。表2.2.4直径每次成型根数d=10~123d=14~162d≥181⑶成型速度≤5转/分⑷箍筋两个弯钩应为135度,并且平行,弯钩平直段长度在满足10d条件下,两个弯钩长短要一致,相差不得大于3mm。箍筋两等边尺寸要一致,相差不得超过3mm。⑸HPB235级钢筋弯心直径要保证2.5d(φ6、8、10、12钢筋弯心直径分别为15、20、25、30mm);滚轴必须根据钢筋直径调整。HRB335、400级钢筋弯弧内径≥4d。⑹墙体竖向、水平钢筋;顶板钢筋180度弯钩角度应准确,并且弯钩平直段长度要保证3d。平直段长度偏差不得大于3mm。⑺墙体水平钢筋平直段长度尺寸要准确,同一种水平筋长度相差不超过10mm;平直段与弯钩一定要保证在同一水平面上。⑻顶板下层网片及负弯矩钢筋平直段尺寸要一致,同一种钢筋长度相差不得超过10mm。⑼暗柱主筋直螺纹加工丝扣长度不要忽长忽短。端面要平整,用砂轮切割机切割;端头应平直,直径无椭圆,无斜口、马蹄口或扁头,无毛刺,原材在使用前应将端头锈蚀及扁平部分切掉,在加工完成后要及时套保护帽。⑽各种规格钢筋加工完成后,要及时挂标识牌。⑾所有钢筋加工前应根据交底分类制作20根以上的代表样品,经项目总工、质检员、钢筋工长检查合格后方可成批量生产,且批量生产钢筋质量不得低于样品。要求加工场对生产的半成品全数检查。⑿钢筋加工厂应清理干净,原材料半成品标识清楚,分类码放整齐(含厂标识)。不合格产品应立即销毁,不得混入半成品中。审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
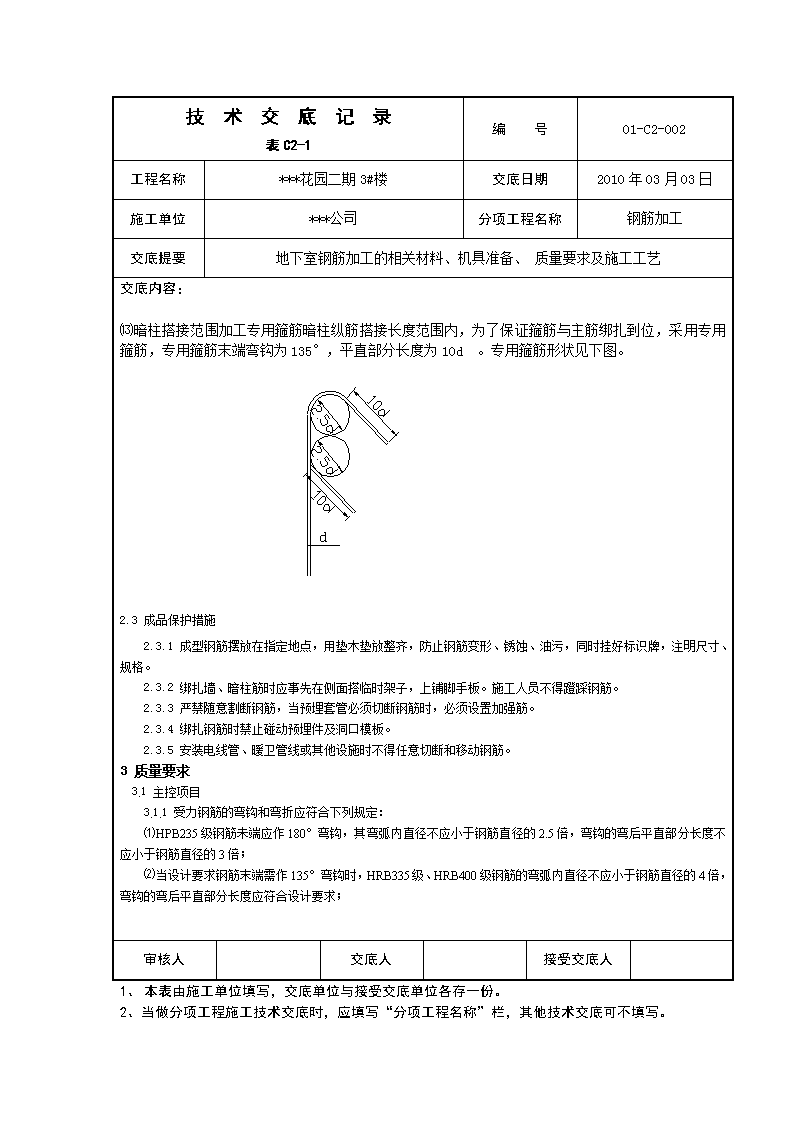
技术交底记录表C2-1编号01-C2-002工程名称***花园二期3#楼交底日期2010年03月03日施工单位***公司分项工程名称钢筋加工交底提要地下室钢筋加工的相关材料、机具准备、质量要求及施工工艺交底内容:⒀暗柱搭接范围加工专用箍筋暗柱纵筋搭接长度范围内,为了保证箍筋与主筋绑扎到位,采用专用箍筋,专用箍筋末端弯钩为135°,平直部分长度为10d 。专用箍筋形状见下图。2.3成品保护措施2.3.1成型钢筋摆放在指定地点,用垫木垫放整齐,防止钢筋变形、锈蚀、油污,同时挂好标识牌,注明尺寸、规格。2.3.2绑扎墙、暗柱筋时应事先在侧面搭临时架子,上铺脚手板。施工人员不得蹬踩钢筋。2.3.3严禁随意割断钢筋,当预埋套管必须切断钢筋时,必须设置加强筋。2.3.4绑扎钢筋时禁止碰动预埋件及洞口模板。2.3.5安装电线管、暖卫管线或其他设施时不得任意切断和移动钢筋。3质量要求3.1主控项目3.1.1受力钢筋的弯钩和弯折应符合下列规定:⑴HPB235级钢筋未端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍;⑵当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求;审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
技术交底记录表C2-1编号01-C2-002工程名称***花园二期3#楼交底日期2010年03月03日施工单位***公司分项工程名称钢筋加工交底提要地下室钢筋加工的相关材料、机具准备、质量要求及施工工艺交底内容:⑶钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。检验方法:钢尺检查。3.3.2 除焊接封闭式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合设计要求;当设计无具体要求时,应符合下列规定:⑴箍筋弯钩的弯弧内直径除应满足3.3.1条的规定外,尚应不小于受力钢筋直径;⑵箍筋弯钩的弯折角度:对一般结构,不应小于90°;对有抗震等要求的结构,应为135°;⑶箍筋弯后平直部分长度:对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。3.2一 般 项 目3.2.1 钢筋调直宜采用机械方法,也可采用冷拉方法。当采用冷拉方法调直钢筋时,HPB235级的钢筋的冷拉率不宜大于4%,HRB335级、HRB400级和RRB400级钢筋的冷拉率不宜大于1%。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件;检验方法:观察、钢尺检查。3.2.2 钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表5.3.4的规定。 检查数量:按每工作班同一类型钢筋、同一加工设备抽查不就少于3件。 检验方法:钢尺检查。3.2.3钢筋加工的允许偏差见表3.2.3。表3.2.3 项 目 允许偏差(mm)受力钢筋顺长度方向全长的净尺寸 ±10 弯起钢筋的弯折位置 ±20 箍筋内净尺寸 ±5审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。'