


- 110.00 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
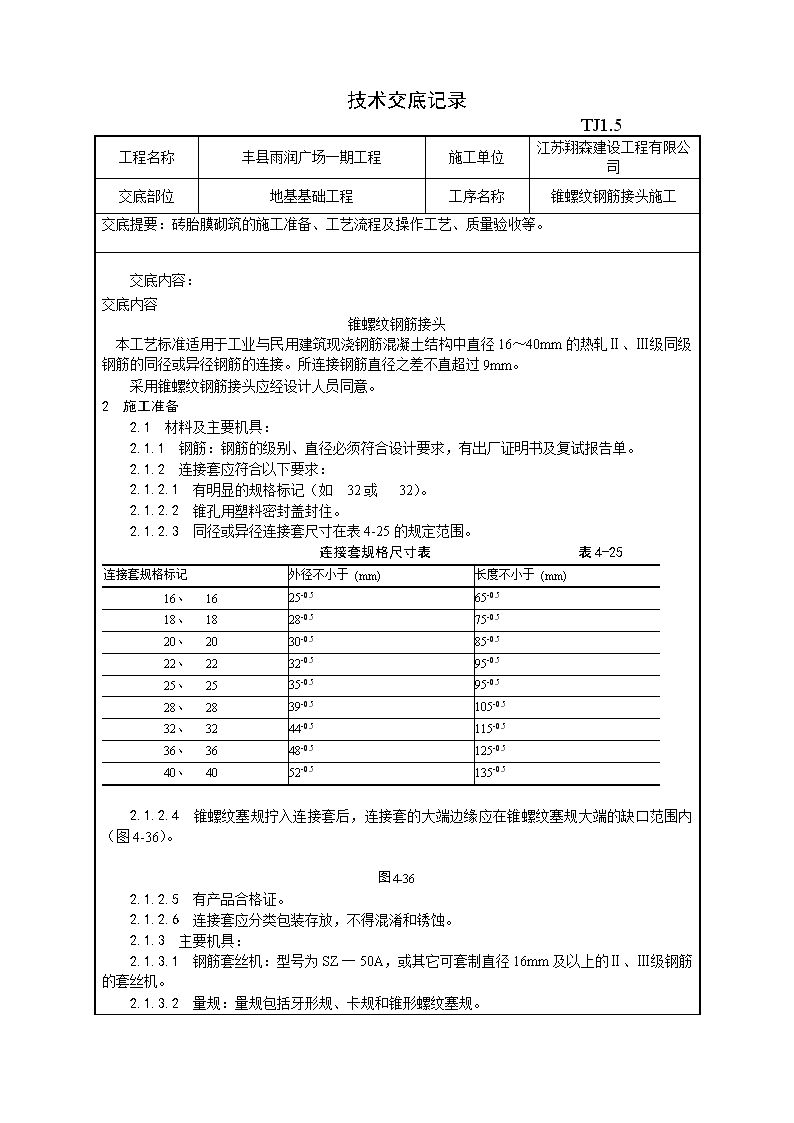
'技术交底记录TJ1.5工程名称丰县雨润广场一期工程施工单位江苏翔森建设工程有限公司交底部位地基基础工程工序名称锥螺纹钢筋接头施工交底提要:砖胎膜砌筑的施工准备、工艺流程及操作工艺、质量验收等。交底内容:交底内容锥螺纹钢筋接头本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径16~40mm的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接。所连接钢筋直径之差不直超过9mm。采用锥螺纹钢筋接头应经设计人员同意。2施工准备2.1材料及主要机具:2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。2.1.2连接套应符合以下要求:2.1.2.1有明显的规格标记(如32或32)。2.1.2.2锥孔用塑料密封盖封住。2.1.2.3同径或异径连接套尺寸在表4-25的规定范围。连接套规格尺寸表表4-25连接套规格标记外径不小于(mm)长度不小于(mm)16、1625-0.565-0.518、1828-0.575-0.520、2030-0.585-0.522、2232-0.595-0.525、2535-0.595-0.528、2839-0.5105-0.532、3244-0.5115-0.536、3648-0.5125-0.540、4052-0.5135-0.52.1.2.4锥螺纹塞规拧入连接套后,连接套的大端边缘应在锥螺纹塞规大端的缺口范围内(图4-36)。图4-362.1.2.5有产品合格证。2.1.2.6连接套应分类包装存放,不得混淆和锈蚀。2.1.3主要机具:2.1.3.1钢筋套丝机:型号为SZ一50A,或其它可套制直径16mm及以上的Ⅱ、Ⅲ级钢筋的套丝机。2.1.3.2量规:量规包括牙形规、卡规和锥形螺纹塞规。
技术交底记录TJ1.5牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规。卡规是用来检查钢筋连接端的锥螺纹小端直径的量规。锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规。2.1.3.3力矩扳手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品。力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。检定期限每半年一次,且新开工工程必须先进行检定方可使用。2.2作业条件:2.2.1操作工人(包括套丝的工人)必须经专门培训,并经考试合格后方可上岗。2.2.2接头位置应符合规定。2.2.3熟悉图纸,做好技术交底。3操作工艺3.1工艺流程:钢筋下料→钢筋套丝→接头单体试件试验→钢筋连接→质量检查3.2钢筋下料可用钢筋切断机或砂轮锯,不得用气割下料。钢筋下料时,要求钢筋端面与钢筋轴线垂直,端头不得弯曲、不得出现马蹄形。3.3钢筋套丝:3.3.1套丝机必须用水溶性切削冷却润滑液,不得用机油润滑或不加润滑液套丝。3.3.2钢筋套丝质量必须用牙形规与卡规检查,钢筋的牙形必须与牙形规相吻合,其小端直径必须在卡规上标出的允许误差之内,锥螺纹丝扣完整牙数不得小于表4-26的规定值。锥螺纹丝扣完整牙数表4-26钢筋直径(mm)完整牙数不小于(个)16~18520~22725~2883210361140123.3.3在操作工人自检的基础上,质检员必须每批抽检3%,且不少于3个,并填写检验记录(见附表1)。3.3.4检查合格的钢筋锥螺纹,应立即将其一端拧上塑料保护帽,另一端按规定的力矩值,用扭力扳手拧紧连接套。3.4接头单体试件试验:3.4.1试件数量:每种规格接头,每300个为一批,不足300个也作为一批,每批做3根试件。
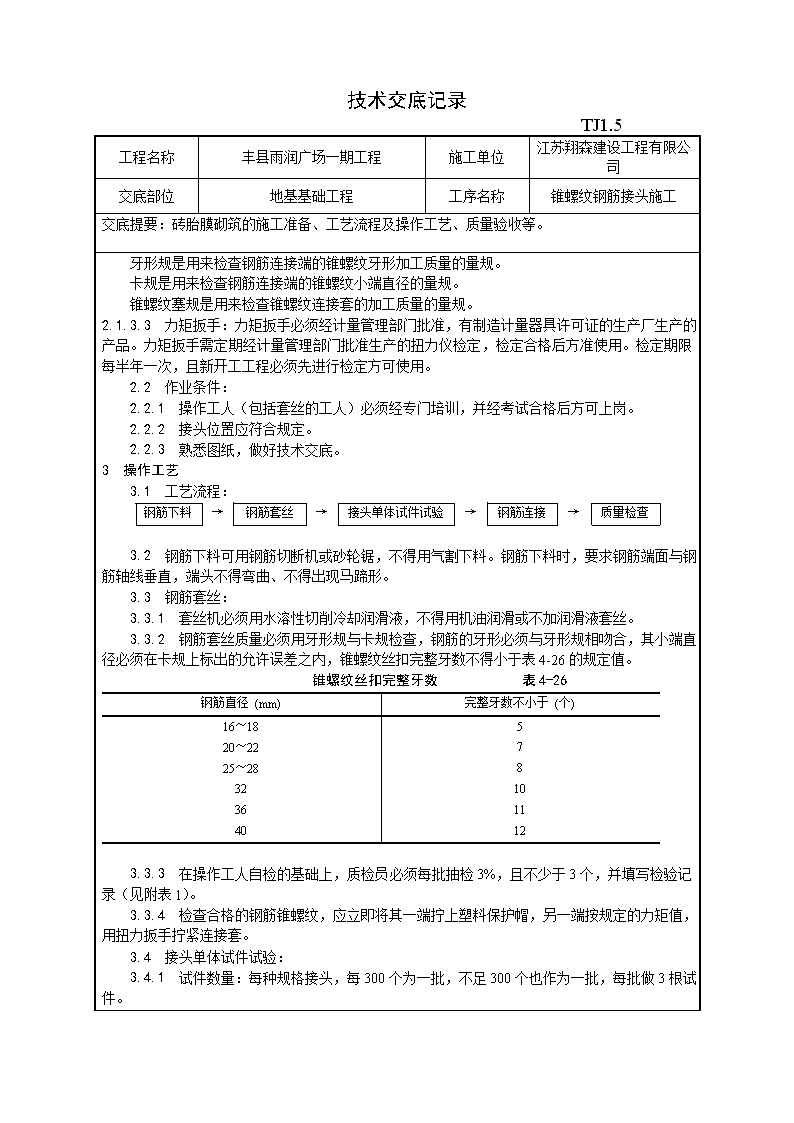
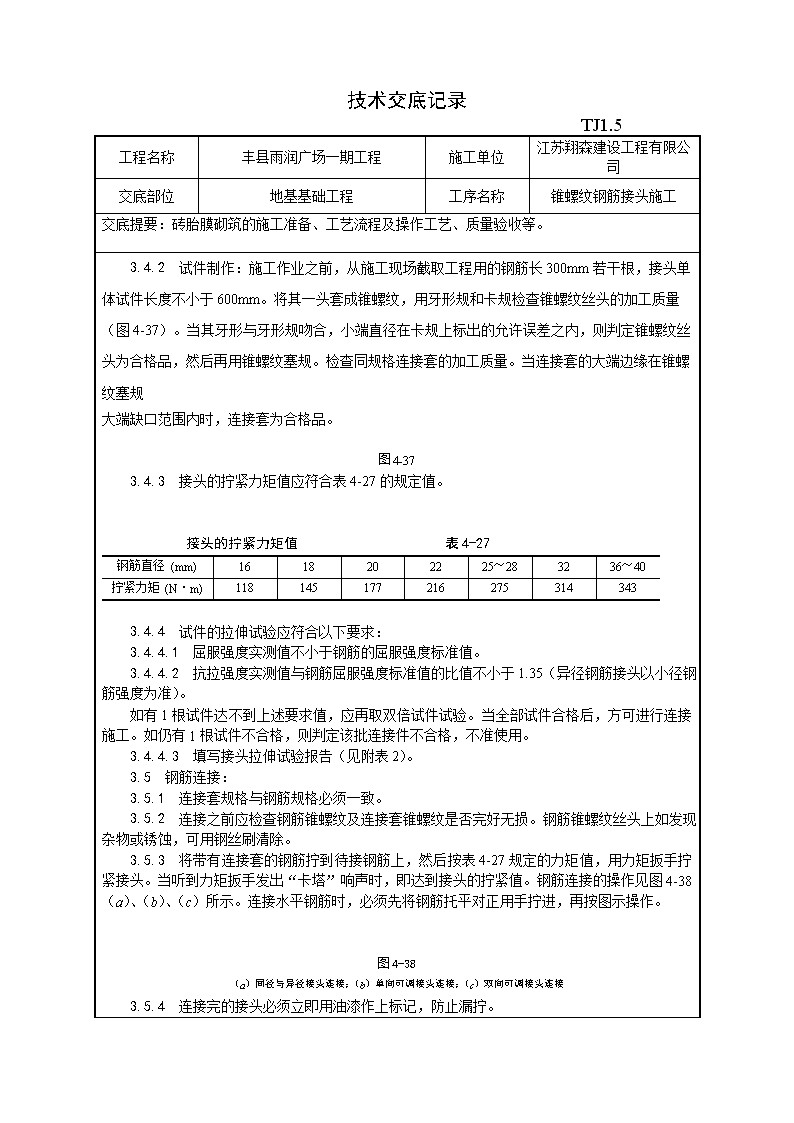
技术交底记录TJ1.53.4.2试件制作:施工作业之前,从施工现场截取工程用的钢筋长300mm若干根,接头单体试件长度不小于600mm。将其一头套成锥螺纹,用牙形规和卡规检查锥螺纹丝头的加工质量(图4-37)。当其牙形与牙形规吻合,小端直径在卡规上标出的允许误差之内,则判定锥螺纹丝头为合格品,然后再用锥螺纹塞规。检查同规格连接套的加工质量。当连接套的大端边缘在锥螺纹塞规大端缺口范围内时,连接套为合格品。图4-373.4.3接头的拧紧力矩值应符合表4-27的规定值。接头的拧紧力矩值表4-27钢筋直径(mm)1618202225~283236~40拧紧力矩(N·m)1181451772162753143433.4.4试件的拉伸试验应符合以下要求:3.4.4.1屈服强度实测值不小于钢筋的屈服强度标准值。3.4.4.2抗拉强度实测值与钢筋屈服强度标准值的比值不小于1.35(异径钢筋接头以小径钢筋强度为准)。如有1根试件达不到上述要求值,应再取双倍试件试验。当全部试件合格后,方可进行连接施工。如仍有1根试件不合格,则判定该批连接件不合格,不准使用。3.4.4.3填写接头拉伸试验报告(见附表2)。3.5钢筋连接:3.5.1连接套规格与钢筋规格必须一致。3.5.2连接之前应检查钢筋锥螺纹及连接套锥螺纹是否完好无损。钢筋锥螺纹丝头上如发现杂物或锈蚀,可用钢丝刷清除。3.5.3将带有连接套的钢筋拧到待接钢筋上,然后按表4-27规定的力矩值,用力矩扳手拧紧接头。当听到力矩扳手发出“卡塔”响声时,即达到接头的拧紧值。钢筋连接的操作见图4-38(a)、(b)、(c)所示。连接水平钢筋时,必须先将钢筋托平对正用手拧进,再按图示操作。图4-38(a)同径与异径接头连接;(b)单向可调接头连接;(c)双向可调接头连接3.5.4连接完的接头必须立即用油漆作上标记,防止漏拧。
技术交底记录TJ1.53.6质量检查:在钢筋连接生产中,操作工人应认真逐个检查接头的外观质量,外露丝扣不得超过1个完整扣。如发现外露丝扣超过1个完整扣,应重拧或查找原因及时消除。不能消除时,应报告有关技术人员作出处理。专职质量检查人员要抽查接头的外观质量,并用力矩扳手抽检接头的拧紧力矩,并填写抽检记录(见附表3)。发现不合格时应及时处理。4质量标准4.1保证项目:4.1.1钢筋的品种和质量必须符合设计要求和有关标准的规定。检验方法:检查出厂质量证明书和试验报告单。4.1.2连接套的规格和质量必须符合要求。检验方法:检查产品合格证。4.1.3接头的强度必须合格。每种规格接头,每300个为一批,不足300个也作为一批,每批做3根试件作拉力试验。检验方法:检查接头拉伸试验报告。4.1.4接头拧紧力矩值的抽检必须合格。梁、柱构件:每个构件抽验1个接头。板、墙、基础底板:一个楼层每100个接头为一批,不足100个也作为一批,每批抽验3个接头。抽查接头的拧紧力矩值必须全部合格。如有1个构件中的1个接头达不到规定的拧紧力矩值,则该构件的接头必须全部逐个拧到规定的力矩值。检验方法:检查锥螺纹钢筋接头施工抽检记录。4.1.5钢筋的规格、接头的位置、同一区段内有接头钢筋面积的百分比,必须符合设计要求和施工规范的规定。检验方法:观察或尺量检查。4.2基本项目:锥螺纹接头的外露丝扣不得超过1个完整扣,否则应重新拧紧接头或进行加固处理。检验方法:观察检查。5成品保护注意对连接套和已套丝钢筋丝扣的保护,不得损坏丝扣,丝扣上不得粘有水泥浆等污物。6应注意的质量问题6.1必须分开施工用和检验用的力矩扳手,不能混用,以保证力矩检验值准确。6.2钢筋在套丝前,必须对钢筋规格及外观质量进行检查。如发现钢筋端头弯曲,必须先进行调直处理。钢筋边肋尺寸如超差,要先将端头边肋砸扁方可使用。6.3钢筋套丝,操作前应先调整好定位尺的位置,并按照钢筋规格配以相对应的加工导向套。对于大直径钢筋要分次车削到规定的尺寸,以保证丝扣精度,避免损坏梳刀。6.4对个别经检验不合格的接头,可采用电弧焊贴角焊缝方法补强,但其焊缝高度和厚度应由施工、设计、监理人员共同确定,持有焊工考试合格证的人员才能施焊。
技术交底记录TJ1.56.5锥螺纹接头施工应由具有资质证明的专门施工队伍承包施工。7质量记录本工艺标准应具备以下质量记录:7.1钢筋出厂质量证明书或试验报告单。7.2钢筋机械性能试验报告。7.3连接套合格证。7.4接头强度检验报告。7.5接头拧紧力矩值的抽检记录。锥螺纹钢筋接头拉伸试验报告工程名称:结构层数:构件种类:附表1钢筋横断屈服极限屈服强度屈服强度实测值强度极限实测值规格面积拉力拉力强度极限屈服强度标准值屈报强度标准值(mm)(mm2)(kN)(kN)(kN/mm2)(kN/mm2)(倍)(倍)试验1.钢筋的屈服强度实测值不小于钢筋的屈服强度标准值。结论2.钢筋接头的抗拉强度实测值与钢筋屈服强度标准值的比值不小于1.35倍。试验单位:试验负责人:试验员:试验日期:钢筋锥螺纹加工检验记录附表2工程名称结构层数加工数量抽检数量构件种类序号钢筋规格螺纹牙形小端直径完整丝扣数检验结论
技术交底记录TJ1.5备1.按加工每批钢筋锥螺纹数的3%抽检;2.螺纹牙形与牙形规牙形吻合为合格打“√”,否则打“×”;3.锥螺纹小端直径在卡规允差范围内合格打“√”,否则打“×”;4.各种规格钢筋锥螺纹最少完整丝扣数,合格的在下表里打“√”;φ16~φ18φ20~φ22φ25~φ28φ32φ36φ40注:5扣7扣8扣10扣11扣12扣5.锥螺纹丝头有一项不合格即为不合格品,则该批丝头要逐个复检。检验单位:检验员签字:(3)施工现场临时水电应由专人管理,不得有常流水常明灯。(6)泥浆在运输过程中,不洒、不漏,丢洒在路上的泥浆及时清理。(7)施工现场设置宣传标语和黑板报,并适时更换内容,做到鼓舞土气,表扬先进鞭策后进。(8)建立健全机械设备定机、定人、定岗位责任的三定制度,操作证制度,交接班制度和奖罚制度。技术负责人;锥螺纹钢筋接头施工抽检记录附表3工程名称检查日期结构层次构件种类接头位置
技术交底记录TJ1.5检验结论钢筋规格规定力矩值(kg-m)检验力矩值施工力矩值(kg-m)(kg-m)检验结论:合格√,不合格×。检验人员:抽检单位:技术负责人:。技术负责人交底人接受交底人注:本记录一式两份,一份交接收人,一份存档。'