


- 267.84 KB
- 4页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'焊接固定型起重机小车轨道安装工艺仇步新崔慧莲象王重工股份有限公司盐城224751摘要:阐述了起重机小车轨道用焊接方法固定,使轨道与承轨板有效地形成一个整体,较好地克服了用压板固定存在的轨道移位、小车运行不平稳、容易产生安全隐患等缺陷,已成为大型起重机小车轨道安装的一种趋势,通过实例介绍了焊接固定型起重机小车轨道安装前的准备工作、轨道装配与焊接、压注环氧树脂等内容。关键词:起重机;小车轨道;焊接;固定;工艺中图分类号:TH21文献标识码:A文章编号:1001—0785(2012)08—0107—04Abstract:Thepaperpresentsthatthecranetrolleytrackisweldedforfixation,toeffectivelybecomeanintegralwholewithtrack—bearingplateandbettersolvedefectproblemsarisingfrompressplatefixationsuchastrackdisplacement,unstableoperationoftrolley,potentialsafetyhazards,etc.Thementionedtechnologyhasbecomeaninstallationtrendfortrolleytrackoflarge—scalecrane.Thepaperalsointroducespreparationwork,trackassemblyandwelding,andpressinjec—tionofepoxyresinbeforeinstallationoftheweldingfixedtrolleytrackthroughpracticalcases.Keywords:crane;trolleytrack;welding;fixation;technology压板固定型小车轨道通常是在轨道和承轨板轨,其化学成分见表1。之间垫上橡胶板,然后用压板组件进行固定。由表1钢轨的化学成分%于小车运行及制动时对轨道产生的纵、横向推力,ClSilMnlPIS会使轨道偏离原来的位置,造成轨道接头间隙及0.40~0.60l≤0.35l0.80~1.20l≤0.045l≤O.045错边量增大、直线度变差,使小车运行环境变坏,1.2轨道接头布置振动增大,影响了小车车轮、车轴及电气设备的上、下小车轨道均焊接成整体,车轮在轨道使用寿命,容易造成轨道压板螺栓松动,甚至脱接头处不产生冲击,因此不用刻意错开轨道左右落,而发生安全事故。因此,需要经常性的保养两侧的接头。上小车轨道全长为165.18I13,其轨维护,既影响正常使用,又增加使用成本。道接头分布见图1。下小车轨道全长161.32m,其焊接固定型小车轨道先将各钢轨焊接成整体,轨道接头分布见图2。再通过扁钢挡板与承轨板焊在一起,并在轨道与承轨板的间隙中压注环氧树脂,使轨道与承轨板—一——有效地连接在一起。克服了压板固定型小车轨道存在的问题,并使主梁的刚度得到了增强。2I/-,,,jf-我公司出口到巴西新大西洋船厂的1500t×,,I118b0~13I.11780I164ITI门式起重机(以下简称门机),其上、下小1.】.l车轨道均采用焊接方法固定。现以此为例说明焊图1上小车轨道接头分布图接固定型小车轨道的安装工艺。柔腿方向1轨道安装前的准备工作1.1钢轨化学成分和机械性能该门机上、下小车轨道均采用长度为11.8Ill、抗拉强度为690MPa的的A150(符合DIN536)钢图2下小车轨道接头分布图《起重运输机械》2012(8)一107—
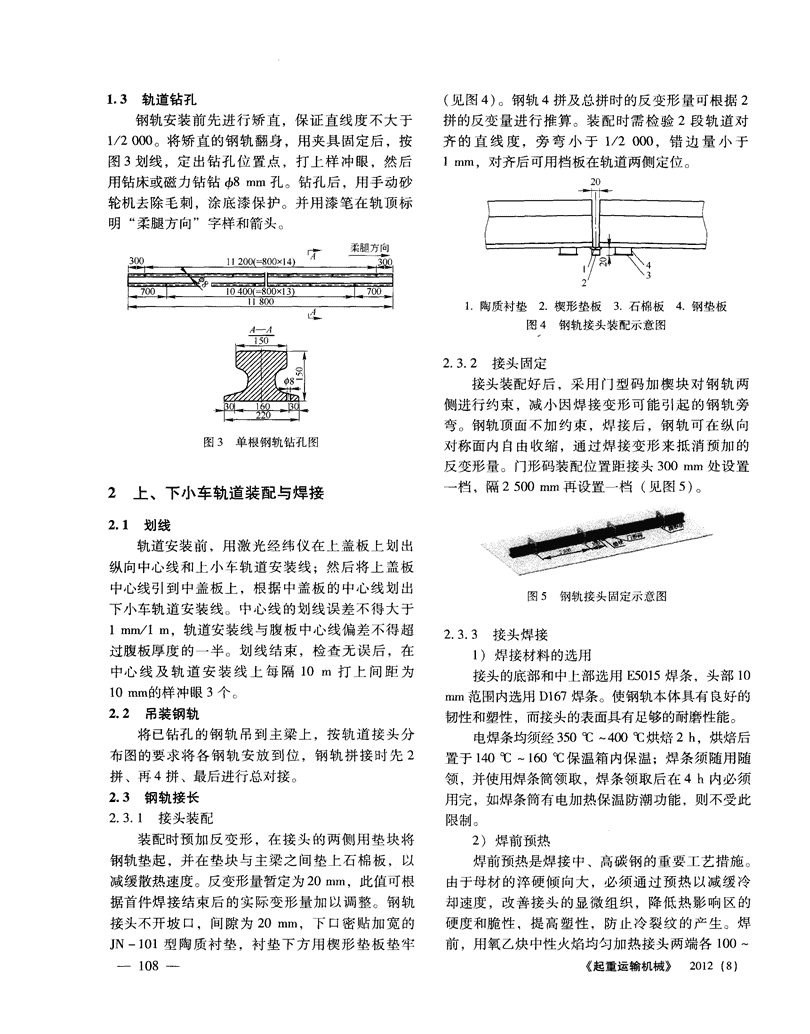
1.3轨道钻孑L(见图4)。钢轨4拼及总拼时的反变形量可根据2钢轨安装前先进行矫直,保证直线度不大于拼的反变量进行推算。装配时需检验2段轨道对1/20013。将矫直的钢轨翻身,用夹具固定后,按齐的直线度,旁弯小于1/2000,错边量小于图3划线,定出钻孔位置点,打上样冲眼,然后1mm,对齐后可用档板在轨道两侧定位。用钻床或磁力钻钻4,8mm孔。钻孔后,用手动砂轮机去除毛刺,涂底漆保护。并用漆笔在轨顶标}/明“柔腿方向”字样和箭头。1!f三2::,.≥.。..匡l700;l季、10400(苣=800~13)l700J1.陶质衬垫2.楔形垫板3.石棉板4.钢垫板图4钢轨接头装配示意图2.3.2接头固定接头装配好后,采用门型码加楔块对钢轨两侧进行约束,减小因焊接变形可能引起的钢轨旁L_})k—————0£二————弯。钢轨顶面不加约束,焊接后,钢轨可在纵向图3单根钢轨钻孔图对称面内自由收缩,通过焊接变形来抵消预加的反变形量。门形码装配位置距接头300mlTI处设置一档,隔2500mm再设置一档(见图5)。2上、下小车轨道装配与焊接2.1划线轨道安装前,用激光经纬仪在上盖板上划出锤纵向中心线和上小车轨道安装线;然后将上盖板中心线引到中盖板上,根据中盖板的中心线划出图5钢轨接头固定示意图下小车轨道安装线。中心线的划线误差不得大于1mm/11TI,轨道安装线与腹板中心线偏差不得超2.3.3接头焊接过腹板厚度的一半。划线结束,检查无误后,在1)焊接材料的选用中心线及轨道安装线上每隔101TI打上间距为接头的底部和中上部选用E5015焊条,头部1010mIn的样冲眼3个。mm范围内选用D167焊条。使钢轨本体具有良好的2.2吊装钢轨韧性和塑性,而接头的表面具有足够的耐磨性能。将已钻孔的钢轨吊到主梁上,按轨道接头分电焊条均须经350℃~400℃烘焙2h,烘焙后布图的要求将各钢轨安放到位,钢轨拼接时先2置于140cC~160c(=保温箱内保温;焊条须随用随拼、再4拼、最后进行总对接。领,并使用焊条筒领取,焊条领取后在4h内必须2.3钢轨接长用完,如焊条筒有电加热保温防潮功能,则不受此2.3.1接头装配限制。装配时预加反变形,在接头的两侧用垫块将2)焊前预热钢轨垫起,并在垫块与主梁之间垫上石棉板,以焊前预热是焊接中、高碳钢的重要工艺措施。减缓散热速度。反变形量暂定为20mm,此值可根由于母材的淬硬倾向大,必须通过预热以减缓冷据首件焊接结束后的实际变形量加以调整。钢轨却速度,改善接头的显微组织,降低热影响区的接头不开坡口,间隙为20mm,下口密贴加宽的硬度和脆性,提高塑性,防止冷裂纹的产生。焊JN一101型陶质衬垫,衬垫下方用楔形垫板垫牢前,用氧乙炔中性火焰均匀加热接头两端各100~一108一《起重运输机械》2012(8)
150mm的范围,温度控制在200℃~250℃之间。焊接过程中,层间温度控制在150℃~300℃。3)焊接①焊接前复查钢轨接头固定、衬垫贴合状况及预热温度高低。②确认接头固定良好、衬垫密贴、预热温度达到要求后,立即进行焊接,焊接过程不能中断,1.扁钢挡块要一次焊完。如果因故中断焊接,要重新预热至图6扁钢挡块安装示意图200oC~250℃,方可重新焊接。每焊一层要尽快去渣,必要时用电磨机打磨。2.4.3扁钢挡块与主梁盖板的焊接③打底层采用64mm的焊条,焊接电流为扁钢挡块与主梁盖板采用CO,气体保护焊进140~170A,其他各层采用5mm的焊条,焊接行焊接,焊丝型号E501T一1、直径咖1.2film,焊电流可适当增大,采用170~200A。接电流200~260A,焊接电压28~34V。④顶部焊缝要超出钢轨表面3mm左右,以2一.4钢轨与扁钢挡块的焊接保证打磨质量。钢轨与扁钢挡块采用J507(E5015)焊条进行4)焊后处理焊接。施焊前,用氧乙炔焰对钢轨底部预热至①顶部焊接结束后,对焊缝及周边局部用氧200℃~250℃。焊后继续对焊缝进行加热,保持一乙炔中性焰加热至250℃,保温30min后用石温度在200cc~250℃,保温时间为30min。保温棉覆盖缓冷至环境温度。后用石棉布覆盖,缓冷至环境温度。为防止轨道②用磨光机打磨焊缝,将高出钢轨表面的焊产生旁弯,必须由双数操作人员在轨道两侧同时缝磨平。进行预热、焊接及后热工作。轨道与扁钢焊接前,5)检验为保证足够的焊缝熔深要求,焊前坡口深度不够①打磨结束后对焊缝进行外观检测;焊接结位置用碳刨机刨出坡口,并将坡口打磨干净。束24h后对焊缝接头进行MT探伤,JB4730—3压注环氧树脂2005Ⅱ级合格。②检查直线度,局部≤1mm/2Ill,全长范围1)轨道焊接后,检测轨遭的直线度、轨距等,内≤10mm。如果超差,可对轨道进行火焰矫直,符合要求后,方可压注轨道底部树脂,使轨道底最高的火焰矫直温度为650cIC,用石棉覆盖缓冷部的间隙充满树脂。至环境温度。2)树脂压注前用高压水枪清理要压注的空腔,2.4钢轨与扁钢挡块的焊接清理后应作干燥处理。.2.4.1焊接前准备3)轨道树脂的压注方法钢轨拼接后,将钢轨的底面、扁钢的内表面①用压力泵将树脂从轨道最低处的钻孑L注人,以及主梁盖板承轨面用砂轮打磨至st3.0,以保证使树脂沿轨道与承轨板之间的缝隙向高处填充。树脂的压注质量。如果树脂从靠近注入点的孔中溢出,用铝制销钉2.4.2安装扁钢挡块塞住此孔。继续从第一个孑L注入树脂,如有溢出,将接长并矫正后的钢轨移位到轨道安装线上,再用铝制销钉塞住,如此反复进行。调整轨道顶部高低差、轨道上平面倾斜度、轨道②当发现树脂不再从孔中流出时,应从前一直线度等,并符合GB/T10183-2005《桥式和门个已流出树脂的孑L中,继续打入树脂,多次重复式起重机制造及轨道安装公差》要求。用间距为上述过程。从最低点注入树脂,使树脂在压力作2500mm的门形码将轨道与承轨板压实(轨道与用下从低处向高处填充,可以确保注入的树脂有承轨板之间原则上不需要间隙)。轨道压实后,装足够的压力,并可以将缝隙中的气体从8ITlm钻孔配扁钢挡块,见图6。中排出。当树脂从最高处的孔溢出的时候,缝隙中《起重运输机械》2012(8)一109—
门式斗轮堆取料机起升机构液压系统分析及优化徐万鑫长春发电设备有限责任公司长春130033摘要:根据门式斗轮堆取料机活动梁起升机构载荷及运动特点,总结起升机构液压系统设计要求,进而对现有的活动梁起升机构液压系统原理进行分析,指出其缺陷和不足.并针对设备节能、安全性能要求不断提高以及大型化的发展趋势,提出该液压系统的优化改进方案。关键词:门式斗轮堆取料机;起升机构;液压系统;优化改进中图分类号:U653.928.5文献标识码:A文章编号:1001—0785(2012)08—0l10—04Abstract:Basedontheloadandmovementcharacteristicsofhoistingmechanismoftravellingbeamingantrybucketwheelstaeker/reclaimer,thepapersummarizesdesignrequirementsbyhydraulicsystemofhoistingmechanism,analyzestheprincipleofhydraulicsystemforexistingtravellingbeams,pointsouttheirdefectsandshortcomings,andcomesupwiththeoptimizationproposalforhydraulicsystemaimingatcontinuousimprovementofenergy—savingandsafetyperform—anteoftheequipment,andthelarge—scaledevelopmenttrend.Keywords:gantrybucketwheelstacker/reelaimer;hoistingmechanism;hydraulicsystem;optimizationimprovement门式斗轮堆取料机(以下简称门式斗轮机)现高度方向的位置改变,同时配合滚轮机构、带是一种连续、高效的散状物料装卸输送设备,其式输送机及尾车等机构实现堆取料作业。门式斗结构形式见图1,由于其生产率高、有一定的混匀轮机起升机构按驱动形式可以分为钢丝绳卷扬起效果、料堆便于管理、结构简单、操作方便和易升和液压起升两种形式,其中液压起升形式起停于实现自动化控制等优点,广泛应用在大型火力平稳,同步性能好,没有钢丝绳起升方式难以解发电厂、工矿企业及港口散状物料储料场。其中决的“串绳”问题,后期维护量小,一直为广大活动梁起升机构是门式斗轮机实现堆取料功能的用户所喜爱。随着我国电力、钢铁等行业的迅猛主要机构之一,其作用是通过外力带动活动梁实发展,对大型门式斗轮机需求更加迫切,门式斗已没有气体存在了。压注工作基本结束。鉴作用。4)压注工作应分周期进行,中途不能中断。每个周期的压注工作要控制在树脂凝固时问之内参考文献完成,所以,每次调配树脂量一定要控制适当,[1]陈平,刘胜平,王德中.环氧树脂及其应用[M].北京:化学工业出版社,2011.不要造成浪费或堵塞浇树脂机械。一个周期压注[2]陈立强.应用焊条电弧焊方法焊接钢轨[J1.起罩运输完成后要用丙酮等稀释液清洗工具,清洗完毕后机械.2009(3):90—92.方可进行下一周期的树脂压注工作。[3]王志华,李如斌.陶质衬垫在公路钢桥上的应用[J].5)浇灌后应用环氧稀释剂清洗工具。钢结构,2002(5):12—14.4结语『4]GB/T10183-2005桥式和门式起重机制造及轨道安装公差[S].新大西洋船厂l500tx164m门机自2009年10月投入使用至今,小车轨道未出现焊缝开裂等作者:仇步新异常情况。该焊接固定型小车轨道的安装工艺简地址:江苏省建湖县经济开发区明珠东路1号单,操作方便。适用于含碳量中等及偏下的钢轨邮编:224751收稿日期:2012—03—19安装,对于含碳量偏高的钢轨安装也有一定的借一110一《起重运输机械》2012(8)'
您可能关注的文档
- 聚氨酯库板安装工艺守则
- 《防雷及接地安装工艺标准》
- 中国新兴建设开发总公司企业标准专业灯具安装工艺标准
- 工业管道安装工艺标准完整
- 扣压式薄壁钢管敷设安装工艺标准
- 综采设备安装工艺
- 通信设备地线的安装工艺规范
- 碾压混凝土重力拱坝倒垂线钻孔及安装工艺
- 分析济三煤矿大采高液压支架组装安装工艺的探讨
- 理解电力内外线安装工艺 (第2版)
- 客运专线及高速铁路工程钢筋制作安装工艺.doc.doc
- 挂镜线、贴脸板、压缝条安装工艺.doc.doc
- 木护墙、木筒子板安装工艺.doc.doc
- 民用建筑铝合金门窗安装工艺1.doc.doc
- 防雷及接地安装工艺.doc.doc
- 预制楼梯、休息板及垃圾道安装工艺.doc.doc
- 预制外墙板安装工艺技术交底.doc.doc
- 预制外墙板安装工艺.doc.doc