


- 60.14 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'超大口径压力钢管安装工艺技术(中国水电建设集团十五工程局有限公司,陕西,西安,710065)【摘要】木文结合作者在LXB工程4-10管线压力钢管安装施工中经验,对超大口径压力钢管安装工艺技术进行了系统阐述,对安装过程中钢管的吊装控制、对口焊接、无损检测、防腐涂装、混凝土外包及管槽回填等施工步骤进行了详细说明,对其他类似工程具有借鉴参考意义。【关键词】超大口径;压力钢管;工艺技术一、工程概况LXB工程4J0管线钢管安装范围为D193+636.4〜D194+16&全长532.6m,采用材质为Q345C的超大口径压力钢管焊接而成,钢管规格为:外径×壁厚/环间距×环高×环厚二φ5440×20/1400×250×24mm,其内坡口为60°,单节管件长度2800mm,单节管件重量9276kg,上游与4・7暗涵出口连接井连接,下游伸入4-8有压隧洞,其中D193+636.4〜D193+716.4段钢管纵坡度为20.927%,D193+716.4-D194+168段钢管纵坡度为0.327%,两段钢管之间釆用φ5400×11.63°等径弯管连接;管身利用10mm厚的聚乙烯闭孔泡沫板作为弹性垫层包裹,采用C30外包混凝土按照B×H×L=6.64m×7.74m×:L0m尺寸分段浇筑,段间设一道缝宽为20mm的伸缩缝,缝间处距钢管外壁200mm设置规格为30×20mm橡胶止水条;外包混凝土所配钢筋为HRB33511级钢,规格主要为Φ22环向筋及Φ16纵向筋,混凝土保护层厚度5cmo外包混凝土范围外利用渣土回填,顶部超填部分为耕殖土。二、管件吊装2.1吊装设备管槽设计底宽9.34m,设计动载侧开挖坡比1:1.25,静载侧开挖坡比1:1,设计
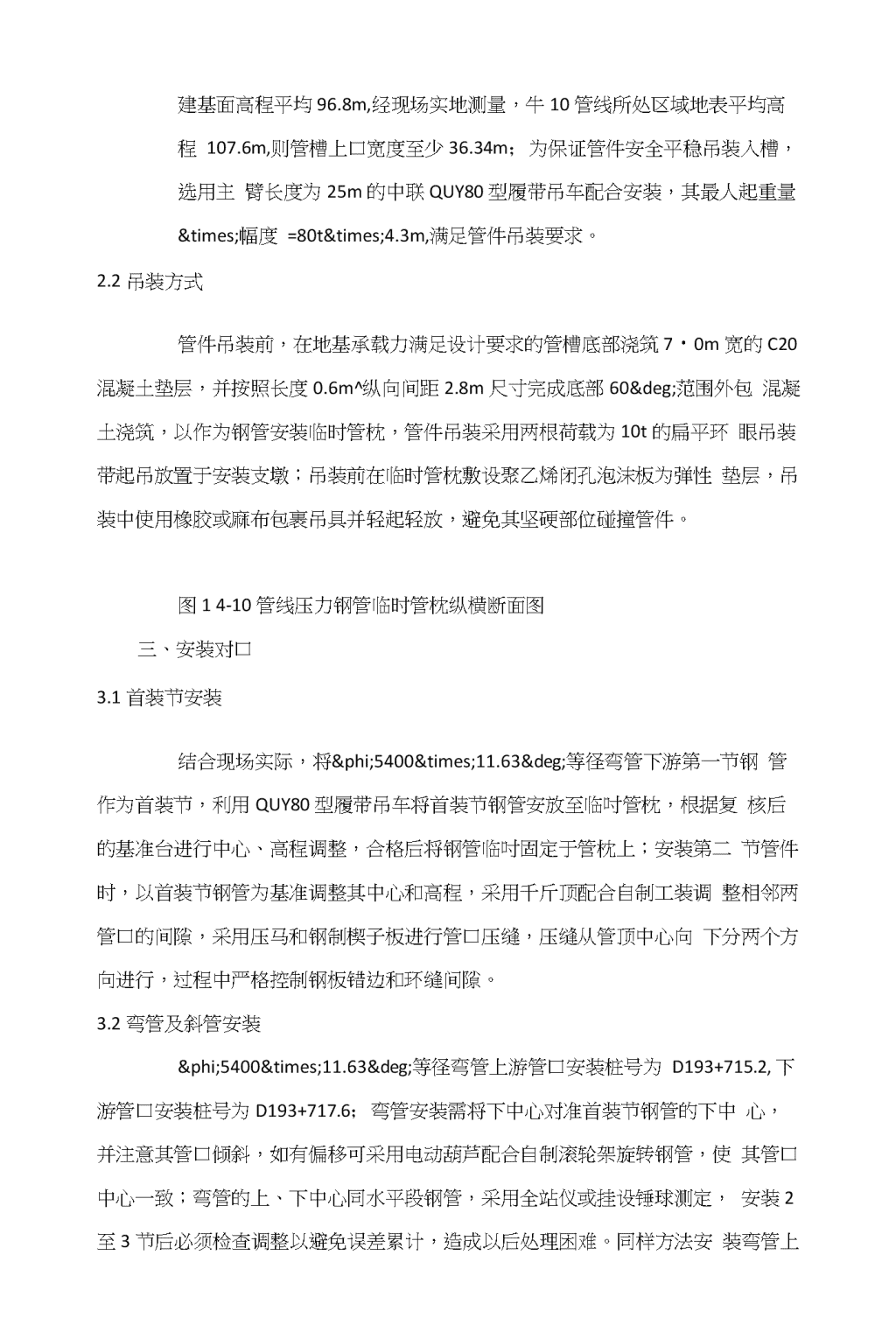
建基面高程平均96.8m,经现场实地测量,牛10管线所处区域地表平均高程107.6m,则管槽上口宽度至少36.34m;为保证管件安全平稳吊装入槽,选用主臂长度为25m的中联QUY80型履带吊车配合安装,其最人起重量×幅度=80t×4.3m,满足管件吊装要求。2.2吊装方式管件吊装前,在地基承载力满足设计要求的管槽底部浇筑7・0m宽的C20混凝土垫层,并按照长度0.6m^纵向间距2.8m尺寸完成底部60°范围外包混凝土浇筑,以作为钢管安装临时管枕,管件吊装采用两根荷载为10t的扁平环眼吊装带起吊放置于安装支墩;吊装前在临时管枕敷设聚乙烯闭孔泡沫板为弹性垫层,吊装中使用橡胶或麻布包裹吊具并轻起轻放,避免其坚硬部位碰撞管件。图14-10管线压力钢管临时管枕纵横断面图三、安装对口3.1首装节安装结合现场实际,将φ5400×11.63°等径弯管下游第一节钢管作为首装节,利用QUY80型履带吊车将首装节钢管安放至临吋管枕,根据复核后的基准台进行中心、高程调整,合格后将钢管临吋固定于管枕上;安装第二节管件时,以首装节钢管为基准调整其中心和高程,采用千斤顶配合自制工装调整相邻两管口的间隙,采用压马和钢制楔子板进行管口压缝,压缝从管顶中心向下分两个方向进行,过程中严格控制钢板错边和环缝间隙。3.2弯管及斜管安装φ5400×11.63°等径弯管上游管口安装桩号为D193+715.2,下游管口安装桩号为D193+717.6;弯管安装需将下中心对准首装节钢管的下中心,并注意其管口倾斜,如有偏移可采用电动葫芦配合自制滚轮架旋转钢管,使其管口中心一致;弯管的上、下中心同水平段钢管,采用全站仪或挂设锤球测定,安装2至3节后必须检查调整以避免误差累计,造成以后处理困难。同样方法安装弯管上
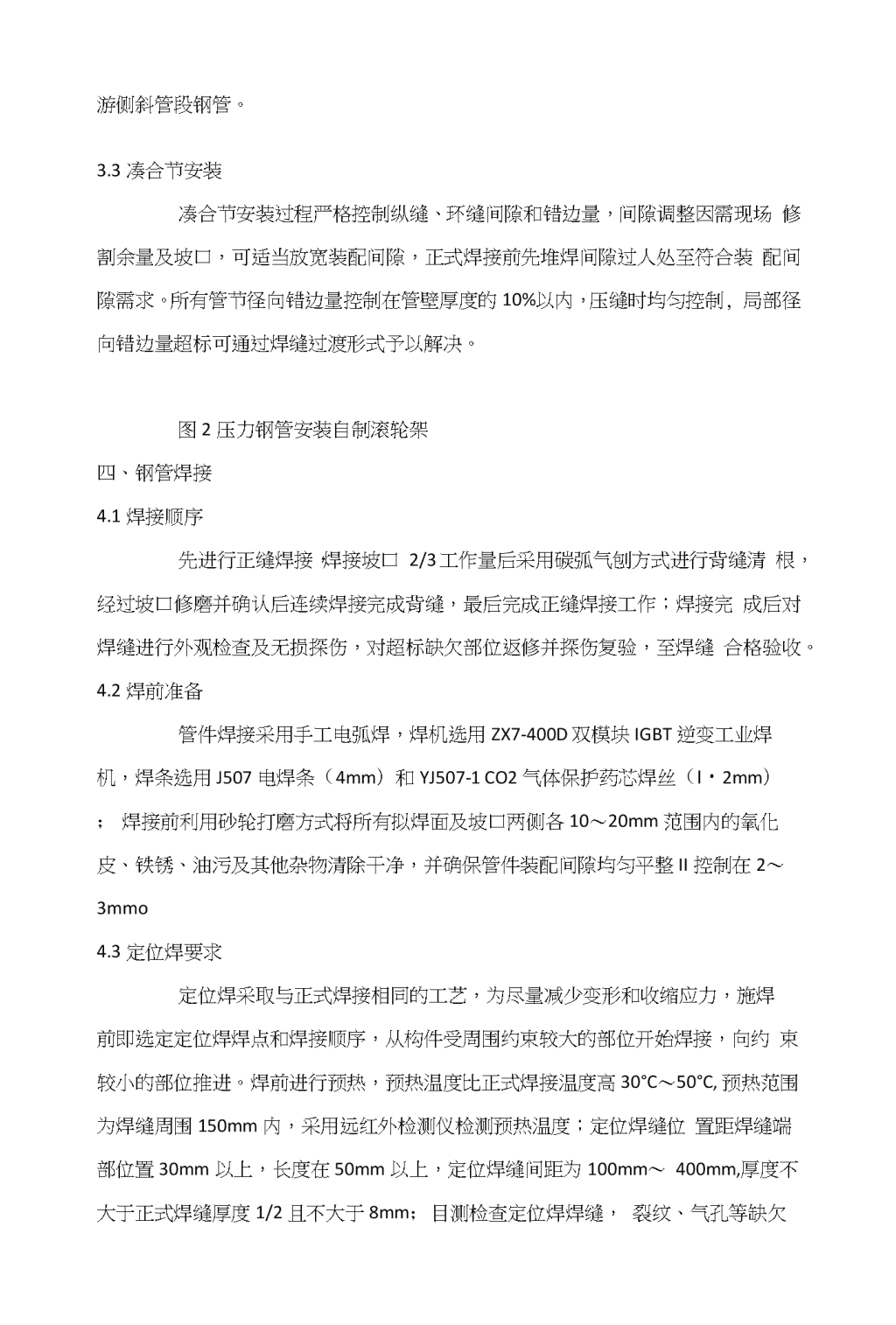
游侧斜管段钢管。3.3凑合节安装凑合节安装过程严格控制纵缝、环缝间隙和错边量,间隙调整因需现场修割余量及坡口,可适当放宽装配间隙,正式焊接前先堆焊间隙过人处至符合装配间隙需求。所有管节径向错边量控制在管壁厚度的10%以内,压缝时均匀控制,局部径向错边量超标可通过焊缝过渡形式予以解决。图2压力钢管安装自制滚轮架四、钢管焊接4.1焊接顺序先进行正缝焊接,焊接坡口2/3工作量后采用碳弧气刨方式进行背缝清根,经过坡口修磨并确认后连续焊接完成背缝,最后完成正缝焊接工作;焊接完成后对焊缝进行外观检查及无损探伤,对超标缺欠部位返修并探伤复验,至焊缝合格验收。4.2焊前准备管件焊接采用手工电弧焊,焊机选用ZX7-400D双模块IGBT逆变工业焊机,焊条选用J507电焊条(4mm)和YJ507-1CO2气体保护药芯焊丝(l・2mm);焊接前利用砂轮打磨方式将所有拟焊面及坡口两侧各10〜20mm范围内的氧化皮、铁锈、油污及其他杂物清除干净,并确保管件装配间隙均匀平整II控制在2〜3mmo4.3定位焊要求定位焊采取与正式焊接相同的工艺,为尽量减少变形和收缩应力,施焊前即选定定位焊焊点和焊接顺序,从构件受周围约束较大的部位开始焊接,向约束较小的部位推进。焊前进行预热,预热温度比正式焊接温度高30°C〜50°C,预热范围为焊缝周围150mm内,采用远红外检测仪检测预热温度;定位焊缝位置距焊缝端部位置30mm以上,长度在50mm以上,定位焊缝间距为100mm〜400mm,厚度不大于正式焊缝厚度1/2且不大于8mm;目测检查定位焊焊缝,裂纹、气孔等缺欠
在焊接正式焊缝前采用碳弧气刨或打磨方法去除,同时清理干净焊缝背缝。4.4管件焊接管件环缝按照安装顺序逐条焊接,焊接前对焊缝及近缝区进行预热,预热温度为100°C〜150°C,层间温度不高于200°C;焊接采取立向上焊原则,多层单道,分段退步焊接工艺。打底焊接采用J507焊条,厚度4mm,电压22〜26V,电流120〜180A,为直流反极性连接;起焊时在坡口内引弧和熄弧,熄弧时应将弧坑填满。填充焊接采用YJ507-1CO2气体保护药芯焊丝,厚度及电流种类同上,电压23〜25V,电流130〜150A,CO2流量10〜12L/min;施焊应连续进行,不得跳跃焊接。填充焊接3层焊道后采用碳弧气刨和砂轮打磨进行背缝清根,对坡口修磨后用J507焊条完成背缝焊接;最后用YJ507-1CO2气体保护药芯焊丝完成正缝盖面焊接。每层焊道完成后均需对焊渣及飞溅物等进行清理,同时应错开层间接头至少25mm以上/呆持段与段间熔合良好;每条焊缝应尽可能连续焊接完成,如有中断,应采取有效保温措施,且不低于预热温度。五、焊缝检测5.1外观检测钢管环缝、纵缝以及加劲环、止推环、止水环与钢管组焊缝均属于一类或二类焊缝,其外观不允许有裂纹、表面夹渣、表面气孔、焊瘤、飞溅和未焊满等缺陷,同时要求焊缝咬边深度不得大于0.5mm,手工焊缝余高0〜2.5mm。5.2无损探伤无损探伤采用CTS9006型数字超声探伤仪>XXQ2505型X射线探伤仪和MT-A2L型磁粉探伤仪等设备,对管件间环向焊缝进行100%射线检测及5%超声波探伤复验;对焊缝及环向焊缝交叉处的丁字焊缝进行100%射线检验及100%超声波复验;对重点部位、外观可疑处,超声波检测不合格处进行100%磁粉检测。若发现存在裂纹、未熔合或未焊透等缺陷,对整体焊缝进行检测;若发现其他不符合质量要求的缺陷,在缺陷延伸方向或可疑部位做补充检测,补充检测长度不小于200mm,若补充检测仍发现存在不符合质量要求的缺陷,则对整体焊缝进行检测。对无损检测发现的内部缺欠采用碳弧气刨或砂轮磨削将缺欠清除,并将坡口加工成便于焊接的“V”型槽,不得使用电焊和气割方法清除缺陷,且同一部位返修次数不得大于1次。
六、防腐涂装6.1涂装顺序4-10管线所有进场钢管均由制造厂家完成管身段的防腐,管件接头防腐则在施工现场完成。其中,管口外壁采用加强级环氧煤沥青防腐,底漆1道面漆4道,涂层间缠绕1层玻璃布,总厚度≥400μm;涂装顺序为:底漆■面漆・面漆,玻璃布,面漆•面漆;管口内壁采用高压无气喷涂的无溶剂无毒环氧树脂涂料,涂层干膜厚度≥500μmo6.2管口清理管口焊缝两侧采用手持砂轮机和钢丝轮等动力工具进行打磨除锈,除锈前仔细清除焊渣、飞溅附着物,磨平焊疤、毛刺等,并清洗基体金属表面可见的油脂及其他污物,除锈后管口表面清洁度应达到ST3级,粗糙度宜在Ra40〜50μmo钢管除锈后采用干燥的压缩空气吹净,或用吸尘器清除灰尘,涂装前对表面预处理的质量、清洁度、粗糙度等进行检查,合格后进行涂装作业。6.3防腐涂装管口焊缝在除锈清理后4h内防腐涂装,涂装前按照说明书要求比例在漆料中加入固化剂并充分搅拌均匀,使用前静止熟化15〜30min,必要吋在配好的底漆和面漆中加入少于5%的稀释剂。管口外壁采用手工刷涂方式,在安装管端150mm范围内(包括内外壁和坡口)以及所有富裕长度先均匀涂敷干膜厚度不低于25μm的硅酸锌车间底漆,在底漆表干后,对高于钢管表面2mm的焊缝两侧涂抹腻子使其成为平滑过渡面;底漆或腻子表干后、固化前均匀涂敷第一道面漆,实干固化前再均匀涂敷第二道面漆,随后立即缠玻璃布,玻璃布要拉紧、表面平整、无褶皱和鼓包,压边宽度为20〜25mm,布头搭接长度为:L00〜150mm;玻璃布缠绕后即涂敷第三道面漆,要求漆料饱满,玻璃布网眼应灌满涂料,第三道面漆干实后即涂敷最后一道面漆。管口内壁利用双组份高压无气喷涂机将厚浆型无溶剂环氧防腐漆分三次喷涂至500μm,施喷过程喷枪与喷涂面保持垂直且保持100〜200mm
距离,喷涂层应致密坚韧、均匀光滑。涂敷好的防腐层,宜静止自然固化。6.4防腐层补伤防腐管线补伤使用的环氧煤沥青涂料和防腐层的结构应与管体防腐层相同;将已损坏的防腐层清除干净,用砂纸打毛损坏面及附近防腐层,对损坏面已裸露的钢表面用动力工具除锈至ST3级;将表面灰尘清扫干净,按与管体相同的作法涂漆和缠玻璃布,搭接宽度不小于50mm;当防腐层破损面积较大吋,按照补口方法处理,接口防腐层搭接到管体防腐层上不少于100mm,确保防腐层接茬严密口使搭接处成圆锥形圆滑过渡。七、外包混凝土钢管安装完成且焊缝经检验合格后,按照要求在管体及止推环全周敷设聚丙乙烯闭孔泡沫板,钢筋按照管节分段跟进绑扎,每10m设一伸缩缝。钢管周边环向钢筋采取搭接焊接,其余水平或垂直向钢筋采取单面或双面焊接方式,同一连接区内受拉钢筋搭接接头面积百分率不大于50%;模板采用60×120cm平面钢模板拼装而成,采取内拉外撑方式支固;混凝土由布置在4-6隧洞出口的HZS60型拌和站集中拌制,6m3罐车运输至现场,HBT60型拖式泵浇筑入仓,ZN50型插入式振捣器振捣密实。拆模12h后进行洒水养护以保证混凝土浇筑质量。八、管槽冋填钢管外包混凝土达到设计强度后,利用开挖渣料逐段分层碾压冋填管槽;采用挖掘机挖装,20t自卸汽车运至工作面卸料,局部狭窄场地利用人工转运摊铺平整,其余部位采用120HP推土机摊铺整平;开挖料回填至地表后,顶部超填部分采用耕植土,平整坡度不超过5°o根据现场试验结果,每层冋填渣料厚度40cm,采用YZC2.5轻型振动碾碾压8遍,可保证相对密度≥0.65的设计指标。图34・10管线压力钢管安装典型断面图九、结语4J0管线具有管件直径大、单体重量大、吊装焊接难度大等特点,针对管
件安装过程中的吊装控制、对口焊接、检测探伤、防腐涂装、混凝土外包及管槽冋填等工艺步骤本文进行了系统阐述和详细说明,使大口径压力钢管安装工艺流程更加明确化、清晰化,为同类型工程建设提供借鉴参考。'
您可能关注的文档
- QB-CNCECJ050102-2004-室内给水设备安装工艺标准.pdf
- QB-CNCECJ050104-2004-室内消防喷淋系统安装工艺标准.pdf
- QJ152Z-1985-圆导体带状电缆安装工艺细则.pdf
- QJ2711-1995-静电放电敏感器件安装工艺技术要求.pdf
- 通信设备安装工艺的风险管理
- 管道安装工艺问答
- HB∕Z 20043-2016 钛合金导管安装工艺
- 建筑工程模板安装工艺和安全控制
- 建筑施工中野快塑模板冶的特点与安装工艺简析
- 大玻璃面板安装工艺及安全措施
- 井道机械设备安装工艺标准gy507-1998
- 建筑工程钢屋架安装工艺标准_设计
- [精品]2012电气安装工艺实习指导书正文
- 机械设备安装工艺学
- 设备安装分项施工工艺标准-井道机械设备安装工艺标准gy507-1998
- 坞门管路系统安装工艺
- 工业管道施工安装工艺手册
- 阿布扎比原油管道项目PLEM安装工艺及其基础稳定性分析