


- 69.00 KB
- 3页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
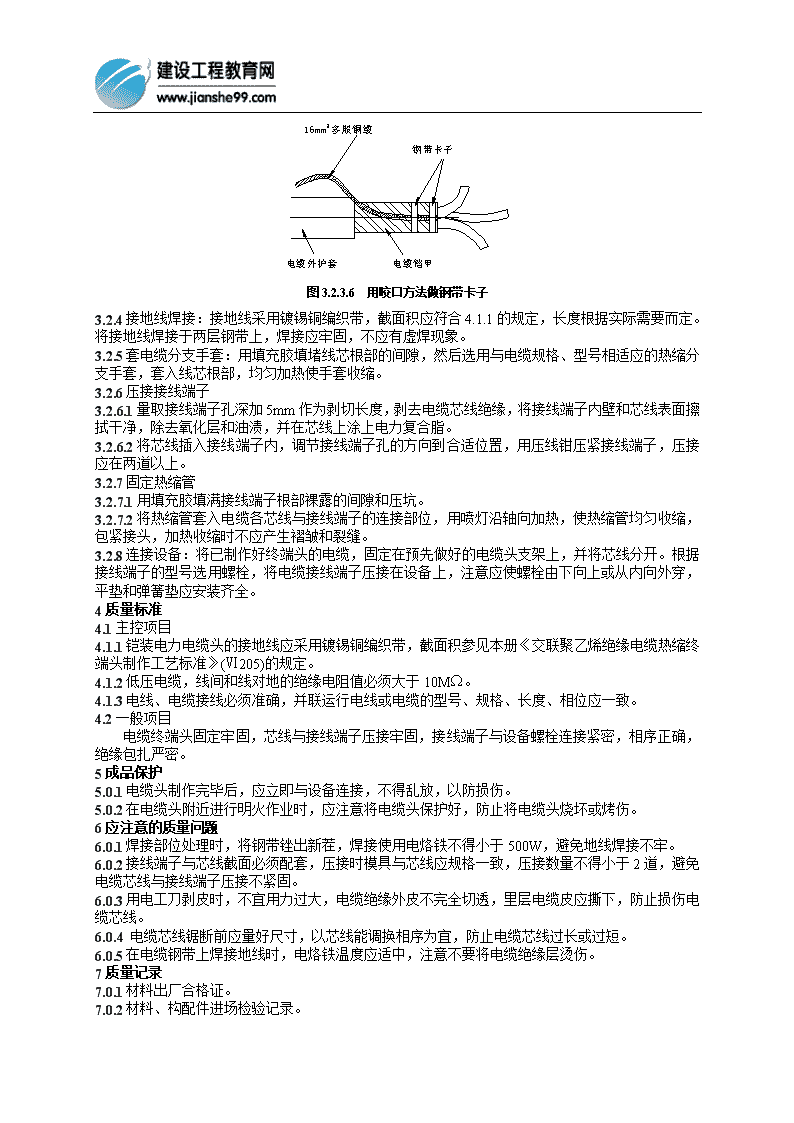
'低压热缩电缆终端头制作安装工艺标准1适用范围本标准适用于建筑电气安装工程0.6/1KV以下的室内聚氯乙烯绝缘、交联聚氯乙烯绝缘电力电缆终端头的制作安装。2施工准备2.1材料2.1.1主要材料:电缆终端头套、热缩管、接线端子、镀锌螺丝、电力复合脂、镀锡铜编织带等材料,热缩管应分黄、绿、红、蓝、黑五色。所用材料要符合电压等级及设计要求,并有出厂合格证。2.1.2地线采用镀锡铜编织带,截面参见本册《交联聚乙烯绝缘电缆热缩终端头制作工艺标准》(Ⅵ205)的表4.1.3。2.1.32.2机具设备2.2.1手动机具:钢锯、扳手、钢锉、螺丝刀、电工刀、电工钳、鲤鱼钳。2.2.2电动工具:液压钳(电动或手动型)。2.2.3测试器具:钢卷尺、1000V兆欧表、万用表。2.2.4其他工具:喷灯、电烙铁。2.3作业条件2.3.1电气设备安装完毕,电缆头制作应由持有电缆工操作证的人员进行。2.3.2现场应清洁、干燥、明亮。室外制作电缆头时,应在气候良好的条件下进行,并有防雨、防尘措施。2.3.3电缆敷设并整理完毕,核对无误。2.4技术准备2.4.1施工方案编制完毕并经审批。2.4.2向操作工人进行安全、技术交底。3操作工艺3.1工艺流程准备工作→电缆绝缘摇测→剥切铠层、打卡子→接地线焊接→套电缆分支手套→压接线端子→固定热缩管→连接设备3.2操作工艺3.2.1准备工作:准备材料和工具,核对电缆型号、规格,检查电缆是否受潮。3.2.2电缆绝缘摇测:用1000V兆欧表,对低压电缆进行绝缘摇测,绝缘电阻应大于10MΩ,如不符合要求,检查电缆是否受损或受潮;摇测完毕后,应将芯线分别对地放电。3.2.3剥切铠层、打卡子3.2.3.1绝缘合格后,根据电缆与设备连接的具体尺寸,确定剥除长度,剥除外护套。3.2.3.2剥电缆铠装钢带,用钢锯在第一道卡子向上3~5mm处,锯一环形深痕,深度为钢带厚度的2/3,不得锯透。3.2.3.3用螺丝刀在锯痕尖角处将钢带挑起,用钳子将钢带撕掉,完后用钢锉将钢带毛刺去掉,使其光滑。3.2.3.4将地线的焊接部位用钢锉处理,以备焊接。3.2.3.5在打钢带卡子的同时,将接地线一端卡在卡子里。3.2.3.6利用电缆本身钢带做卡子,卡子宽度为钢带宽的1/2。采用咬口的方法将卡子打牢,必须打两道,防止钢带松开,两道卡子的间距为15mm,见图3.2.3.6;也可采用铜丝缠绕的方式固定接地线。
图3.2.3.6用咬口方法做钢带卡子3.2.4接地线焊接:接地线采用镀锡铜编织带,截面积应符合4.1.1的规定,长度根据实际需要而定。将接地线焊接于两层钢带上,焊接应牢固,不应有虚焊现象。3.2.5套电缆分支手套:用填充胶填堵线芯根部的间隙,然后选用与电缆规格、型号相适应的热缩分支手套,套入线芯根部,均匀加热使手套收缩。3.2.6压接接线端子3.2.6.1量取接线端子孔深加5mm作为剥切长度,剥去电缆芯线绝缘,将接线端子内壁和芯线表面擦拭干净,除去氧化层和油渍,并在芯线上涂上电力复合脂。3.2.6.2将芯线插入接线端子内,调节接线端子孔的方向到合适位置,用压线钳压紧接线端子,压接应在两道以上。3.2.7固定热缩管3.2.7.1用填充胶填满接线端子根部裸露的间隙和压坑。3.2.7.2将热缩管套入电缆各芯线与接线端子的连接部位,用喷灯沿轴向加热,使热缩管均匀收缩,包紧接头,加热收缩时不应产生褶皱和裂缝。3.2.8连接设备:将已制作好终端头的电缆,固定在预先做好的电缆头支架上,并将芯线分开。根据接线端子的型号选用螺栓,将电缆接线端子压接在设备上,注意应使螺栓由下向上或从内向外穿,平垫和弹簧垫应安装齐全。4质量标准4.1主控项目4.1.1铠装电力电缆头的接地线应采用镀锡铜编织带,截面积参见本册《交联聚乙烯绝缘电缆热缩终端头制作工艺标准》(Ⅵ205)的规定。4.1.2低压电缆,线间和线对地的绝缘电阻值必须大于10MΩ。4.1.3电线、电缆接线必须准确,并联运行电线或电缆的型号、规格、长度、相位应一致。4.2一般项目电缆终端头固定牢固,芯线与接线端子压接牢固,接线端子与设备螺栓连接紧密,相序正确,绝缘包扎严密。5成品保护5.0.1电缆头制作完毕后,应立即与设备连接,不得乱放,以防损伤。5.0.2在电缆头附近进行明火作业时,应注意将电缆头保护好,防止将电缆头烧坏或烤伤。6应注意的质量问题6.0.1焊接部位处理时,将钢带锉出新茬,焊接使用电烙铁不得小于500W,避免地线焊接不牢。6.0.2接线端子与芯线截面必须配套,压接时模具与芯线应规格一致,压接数量不得小于2道,避免电缆芯线与接线端子压接不紧固。6.0.3用电工刀剥皮时,不宜用力过大,电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤电缆芯线。6.0.4电缆芯线锯断前应量好尺寸,以芯线能调换相序为宜,防止电缆芯线过长或过短。6.0.5在电缆钢带上焊接地线时,电烙铁温度应适中,注意不要将电缆绝缘层烫伤。7质量记录7.0.1材料出厂合格证。7.0.2材料、构配件进场检验记录。
7.0.3设计变更、工程洽商记录。7.0.4电气绝缘电阻测试记录。7.0.5电缆头制作、接线和线路绝缘测试检验批质量验收记录。8安全、环保措施参见本册《交联聚乙烯绝缘电缆热缩终端头制作工艺标准》(Ⅵ205)的相关内容。'