


- 391.50 KB
- 15页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'Q/ZHDB911013-2001浙江华业电力工程股份有限公司企业标准EnterpriseStandardforzhejiangHuayePowerEngineeringCo.,ltdHYDBP311-2004夹套管预制、安装工艺2004—04—01发布2004—04—01实施浙江华业电力工程股份有限公司发布1
HYDBP311-2004前言本标准主要起草人:张潮本标准审核人:朱文杰、王新宇、刘浩本标准批准人:沈银根本标准自2004年04月01日发布,自发布日起在全公司范围内试行。本标准由公司工程部负责解释。1
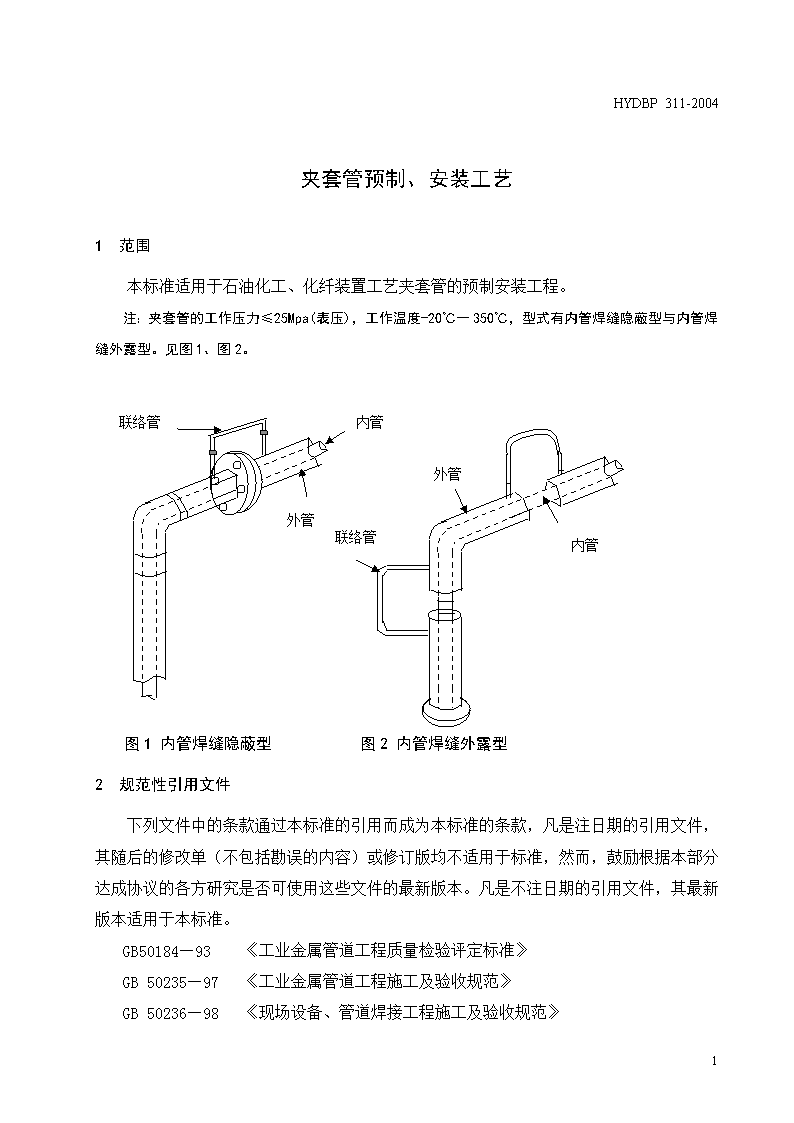
HYDBP311-2004夹套管预制、安装工艺1 范围本标准适用于石油化工、化纤装置工艺夹套管的预制安装工程。注:夹套管的工作压力≤25Mpa(表压),工作温度-20℃一350℃,型式有内管焊缝隐蔽型与内管焊缝外露型。见图1、图2。联络管外管内管内管外管联络管图1内管焊缝隐蔽型图2内管焊缝外露型2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB50184—93《工业金属管道工程质量检验评定标准》GB50235—97《工业金属管道工程施工及验收规范》GB50236—98《现场设备、管道焊接工程施工及验收规范》13
HYDBP311-2004FJJ211—86《夹套管施工及验收规范》SH3501—2002《石油化工剧毒、可燃介质管道施工及验收规范》1 施工准备1.1 材料检验1.1.1 管子、管道组成件及管道支承件的检验、试验方法执行《高压工业管道预制工艺》和《中低压工业管道预制工艺》的规定执行。1.1.2 阀门(包括安全阀)的检验和试验按《阀门检验试验工艺》的有关规定进行。1.2 主要施工设备、机具1.2.1 施工设备:弯管机、手提式磁力电钻、破口机、电焊机、氩弧焊机、焊条烘干箱、恒温箱、吊车等。1.2.2 施工机具:无齿锯、磨光机、氧乙炔割炬、水平尺弯尺、卷尺等管道施工常用工具。1.3 作业条件1.3.1 管线预制区域应设置组对焊接用预制平台。1.3.2 安装现场的土建、设备已经安装结束,并已办理交接手续,符合管线安装条件。1.3.3 管子、管件及阀门等己检验合格,符合有关规范要求。2 施工工艺2.1 施工程序见图3。2.2 内、外管下料2.2.1 内管下料前,应对施工图纸各部分尺寸,技术要求、选用材料配件认真校核,合理安排组对程序,制定内、外管分段切割计划,使焊缝减少到最低限度。2.2.2 内外管分段制作,以方便运输和安装尺寸调整为原则。预留调整段以50—100mm为宜。对坡度、垫片厚度、支吊架位置、焊逢布局、检测点开孔等综合考虑。2.2.3 管子端面垂直度偏差A见图4,其偏差值不得大于表1的规定。2.2.4 外管段下料时,应比相应的内管段短50—100mm,以方便内管的各项试验。13
HYDBP311-20041.1 内管定位块、缓冲板安装所有定位块应按设计文件的要求进行设置,定位块的材质应与夹套管内管材质相同。材料、配件阀门检查复验内、外管下料内管安装定位块、缓冲板在内管上套,装外管内管组对、焊接内管焊接检验内管强度试验与吹扫(焊逢隐蔽式)外管组对、焊接、检验内外管系统强度试验及吹扫图3工艺流程图4管子切口端面倾斜偏差表1管端面垂直度偏差值(mm)管子公称直径25—7080—100125—150>150偏差值A0.50.70.91.213
HYDBP311-20041.1.1 定位块几何尺寸与选用的管径、热载体工作压力和温度有关,应按设计要求制作。定位块与外管内壁间距应不小于1.5mm。定位块的长度为40mm,其它尺寸如设计无规定时,可按照表2的规定选用。表2定位块的尺寸规定(mm)公称直径热载体压内(MPa)厚度内管外管1.61.6—3.94.0—15碳钢不锈钢定位块高度1540884320405543255077643408013131063080866637012513108638012518161363100150181610631502001613863200250161366325030014106631.1.2 定位块安装以不影响外管介质的流动和管子的热位移为宜,可按图5、图6所示进行装配。水平配管时,其中两块定位块对地面夹角为120º,垂直配管时三块定位块120。均布。内管垫位移方向图5水平管段定位块的安装图6垂直管段定位块的安装13
HYDBP311-20041.1.1 定位块的间距1.1.1.1 直管段定位块最大间距符合表3的规定。表3表管段定定位块最大间距公称直径(mm)管壁厚度(mm)定位块最大间距(m)工作温度150℃以下工作温度150℃—250℃液体管道气体管道液体管道气体管道2043.03.52.02.5254.53.54.02.53.0405.04.04.53.03.5504.04.55.03.54.0705.55.06.04.04.5806.05.56.55.05.51007.06.58.06.57.01508.58.010.58.58.52009.59.012.59.010.52509.511.015.010.012.53009.511.516.510.014.03509.51217.011.015.04009.512.518.011.516.54509.51319.511.518.05009.513.520.511.519.013
HYDBP311-2004图7弯管处定位板的安装尺寸示意图LL直管段定位板间距定位板1.1.1.1 弯管处定位块最大间距L(如图7所示)应符合表4的规定。表4弯管处定位块最大间距(mm)内管公称直径L内管公称直径L1525080950202501001100252501501100405502001100507502501100709501.1.2 夹套管缓冲板的材质应与主管相同,其尺寸应符合设计要求1.1.3 缓冲板应先卷制后切割,在与主管焊接前应整形,使之与主管贴合。1.2 内、外管坡口加工与组对1.2.1 内、外管坡口加工与组对根据管道等级相应地执行《高压工业管道预制施工工艺序》和《中低压工业管道预制施工工艺》的规定,其质量不得低于标准的要求。1.2.2 内管焊接前,应将外管套接在内管上。1.3 夹管弯管的制作1.3.1 夹套弯管一般采用整体弯制:内管整体弯管,外管半管弯管;或内管无逢长半经弯管,外管短半径弯管;套管与内管间采用管帽或夹套端板封焊三种形式。13
HYDBP311-20041.1.1 整体弯制时,一般可按下列顺序冷弯:1.1.1.1 将主管装入套管内1.1.1.2 一端装入定中环,与主、套管焊接后再装入盖板,焊接盖板封闭环状空间1.1.1.3 从另一端用沙子装填入环状空间,并不停地摇动管子1.1.1.4 环状空间用沙子装满、振实后,用棉纱或类似物质堵塞1.1.1.5 机械弯制,弯曲半径必须符合设计要求1.1.1.6 清理管子内部,并切割至需要长度注:沙子选用筛过的中细沙子,沙子要干燥不能潮湿。1.1.2 夹管弯管弯制后应满足下列要求1.1.2.1 管子弯制后不应有裂纹、分层、起皱现象。1.1.2.2 弯管壁厚减薄不得超过总壁厚的15%,高压管不得超过10%。1.1.2.3 椭圆度:高压管椭圆度小于或等于5%;中压管、低压管椭圆度小于或等于8%。1.1.2.4 管道弯曲角度最大误差不得超过±3mm/m,当直管长度大于3m时,其偏差最大不得超过±10mm。1.2 夹套支管安装1.2.1 内管支管采取现场开孔的连接形式,见图8。图8马鞍口三通支管示意图13
HYDBP311-20041.1.1 外管在内管开孔处预留一段,预留长度一般大于支管管径200mm。外管支管采取成型三通连接形式,三通有横切和纵切两种,见图9、图10。图9横剖切图10纵剖切1.1.2 支管安装程序为:1.1.2.1 内管支管与主管焊接;1.1.2.2 内管支管与主管焊缝检验;1.1.2.3 内管试验;1.1.2.4 外管三通预留处管段预制(此处的外管要切割成两半)1.1.2.5 外管三通预制段环缝和纵缝焊接;1.1.2.6 外管三通焊缝检验。1.2 法兰安装1.2.1 夹套管法兰连接形式如图11所示:1.2.2 法兰安装程序:1.2.2.1 夹套法兰与内管组对、焊接1.2.2.2 内管焊逢检验1.2.2.3 夹套法兰与外管组对、焊接1.2.2.4 外管焊缝检验13
HYDBP311-20041.1.1 夹套法兰在螺栓坚固前应检查其结合面不平行度和间隙偏差:紧固后检查法兰中心线的偏移值,其误差不超过表5规定表5法兰允许偏差值(mm)法兰连接位置不行度间隙偏差中心偏移一般转动设备≤0.15≤0.5≤0.5高速转动设备≤0.1≤0.3≤0.2一般容器≤0.5≤1.0≤1.0一般配管≤0;≤1.5≤1.01.1.2 安装槽面或凸凹面法兰时,凸面与流体方向宜保持一致。1.2 夹套管安装1.2.1 夹套管安装应在有关配管的设备及支、吊架已就位、固定、找正后进行,且夹套管应先于邻近有关的单线图的安装。1.2.2 夹套管安装前,应技图纸认真核对实物、施工记录及技术要求等,确认正确无误,再对内管清理检查,经质量检查确认后,方可安装就位和封闭连接。1.2.3 夹套管安装时,不应使其重量作用于转动设备上,不得强行对口或用改变垫片厚度的办法来补偿安装误差。安装工作如间断进行,须及时封闭敞开的管道和阀门口。1.2.4 设计有坡度的夹套管,应保证规定的坡度值;调整安装坡度用的垫板,不允许加在管道与管托之间,只能加在管托底板下面。外管内管276mm(3in)以下低压夹套法兰1夹套管法兰内外管连接13
HYDBP311-2004376mm(3in)以上低压夹套法兰内管外管连络管A4唇焊夹套法兰内管外管内管外管联管入口5熔体管道夹金管法兰型式节点A丁图11管法兰连接形式1.1.1 夹套管穿越墙壁、平台、楼板处应装设套管挡水环,夹套管附属连接件(温度计、压力计接头等)应与夹套管制作同时完毕。1.2 支吊架安装1.2.1 由于夹套管的所有支吊架均固定在外管上,因此在内管安装过程中,管道系统的支撑是由临时支架进行固定的,直到内管的强度试验结束后,才能在外管上安装正式支架。临时支架设置原则是:支撑点的位置合适、临时支撑不损伤内管、临时支架的位置尽量不影响外管的安装。1.2.2 其它事项按《工业管道支吊架预制安装工艺》的要求执行。13
HYDBP311-20041.1 连通管的安装1.1.1 夹套管安装基本结束后,保温工作之前,进行联络管安装,联络管的材质、规格应符合设计要求。1.1.2 套管上连通管水平管口应预先开出,套管应按各段编号进行组焊。1.1.3 连通管沿内管切线方向进出,进汽口处的内管外壁应焊以同材质的缓冲板,以减少蒸汽对内管的冲力,连通管的径向尺寸及轴向尺寸按设计要求执行。1.1.4 水平夹套管上连通管安装时,应注意管路排放流畅,防止积液,避免堵塞通路。1.1.5 夹套管水平和垂直安装时,不同介质连通管进出口可按图12所示的形式施工:图中空心箭头表示汽相介质,实心箭头表示液相介质。法兰间联络管图12不同介质连通管进出口形式1.1.6 连通管安装应便于操作与维修,尽量紧贴套管,达到结构紧凑、外形美观、定位可靠。1.1.7 夹套管法兰上多余的连通管管口,应在系统清扫合格后、保温工作前封闭。13
HYDBP311-20041.1 焊接与检验1.1.1 管道焊缝无损探伤比例应按设计要求进行,如设计无规定时,应按表6的规定进行。表6管道焊缝无损探伤比例类别设计压力(Mpa)工作温度(℃)工作介质规定检查百分数内管Ⅰ高压管道10<P<25—20—350工艺介质100Ⅱ真空管道P<0-20—350工艺介质20Ⅱ中压管道1.6(P<10—20—350工艺介质20Ⅲ低压管道0<P<1.6—20—350工艺介质20外管Ⅰ中压管道1.6<P<10250—280蒸汽5Ⅱ低压管道0<P<1.6<350联苯热载体201.1.2 射线检验质量应符合设计和规范的要求。1.1.3 夹套管的角焊缝和法兰焊缝均需进行着色试验检查,合格后才能进行下道工序;对于奥氏体不锈钢及奥氏体。铁素体不锈钢与碳素钢异质焊缝的每一层都必须进行着色检验。1.2 压力试验1.2.1 压力试验应按《工业管道强度、严密性试验工艺》规定执行。1.2.2 夹套管安装完毕,应根据工作压力系统进行强度试验。1.2.3 夹套管内管全部焊接工作完毕并经焊接质量检查合格后,进行内管的强度试验和严密性试验。1.2.4 夹套管内管在预制阶段强度和严密性试验应10%抽检。1.2.5 蒸汽、热水和冷媒夹套管的外管,在预制阶段可不进行强度试验,待安装后同连通管一并进行系统强度和严密性试验。1.2.6 夹套管路系统液压试验完毕,应立即将水排尽,吹干,及时封闭并作好记录。13
HYDBP311-20041 质量标准1.1 夹套管内、外管的同心度偏差值应符合表7的规定:表7内外管同心度偏差值(mm)内管公称直径内外管同心度偏差值≤150≤1.5150—350≤2.0>350≤3.01.2 夹套管安装的坐标,标高、水平度、垂直度应符合设计要求,其偏差值不应超过下列规定;坐标偏差±10mm;标高偏差i5mm;管道安装的水平偏差≤1/1000,最大不超过20mm;管道安装的垂直偏差≤1/1000,最大不超过15mm:1.3 管道法兰与设备最终封闭连接时,如供货厂商有特殊要求时,应执行供货厂商文件的要求,否则设备的位移值应符合表8的要求:表8设备的位移值检验内容允许位移值(mm)检验方法转速≤6000r/s<0.05百分表转速≤6000r/s<0.02百分表2 注意事项2.1 内管安装过程中必须对连接的设备实施无应力配管。2.2 全包式夹套管的串通管的布置要考虑到保温和操作方便,同时应避免出现介质流动死角。2.3 外管施工完后,应及时安装正式支架,只有正式支架安装后,才能拆除其附近的临时支架。2.4 连通线进出口,应采用机械钻孔,不能用火焊切割。13'