


- 13.61 MB
- 9页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第6章盘、柜安装工艺示范卡1、适用范围本工艺示范卡规定了电气、热控的盘柜的施工工艺要求,适用于工厂控制室、各配电间安装施工作业。2、工艺流程施工准备基础型钢制安盘柜开箱检查盘柜运输安装盘上设备安装检查成品保护3、质量标准盘柜基础及盘柜安装质量标准见下表:项次项目允许偏差(mm)检验方法1基础型钢顶部平直度每米全长15拉线,尺量检查2侧面平直度每米全长153柜(盘)垂直度每米﹤1.5吊线,尺量检查4盘顶平直度相邻两盘成排两盘相邻两盘成排两盘﹤2﹤5﹤1﹤5直尺,塞尺检查挂线,尺量检查直尺,塞尺检查拉线,尺量检查5盘面平直度6盘间接缝﹤2塞尺检查4、主要施工工艺质量控制要求
4.1、型钢预先调直,除锈,刷防锈底漆。4.2、基础型钢架可预制或现场组装。按施工图纸所标位置,将预制好的基础型钢架或型钢焊牢在基础预埋铁上。用水准仪及水平尺找平,热工盘柜、电气固定式开关基础与地面标高差为+10—+20,电气手车式开关柜基础与地面标高一致,每排基础型钢端部与接地母线至少两点连接,焊缝长度为接地扁钢宽度的2倍。
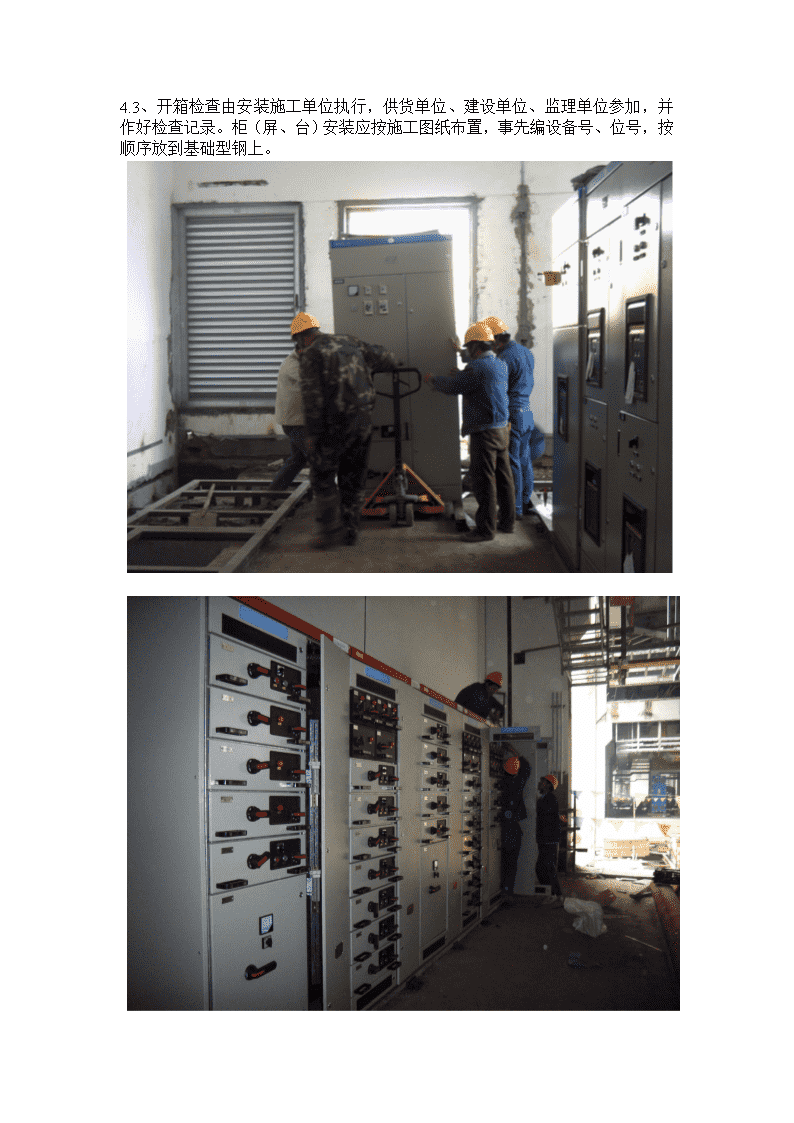
4.3、开箱检查由安装施工单位执行,供货单位、建设单位、监理单位参加,并作好检查记录。柜(屏、台)安装应按施工图纸布置,事先编设备号、位号,按顺序放到基础型钢上。
4.4、单独柜(屏、台)只找正面板与侧面的垂直度。成列柜(屏、台)按顺序就位后先找正两端的,然后挂小线逐台找正,以柜(屏、台)面为准。找正时采用0.5mm铁片调整,每处垫片最多不超过三片。4.5、柜(屏、台)就位找正找平后,柜体与基础型钢固定,无特殊说明采用焊接,焊接部位在盘柜底部死角,与基础槽钢焊接长度在20—40mm,焊接牢固,并做防腐处理,在震动较强场所在柜体与基础之间垫相应胶皮。
4.6、柜体与柜体、均应用镀锌螺栓连接。4.7、柜内电器装置及元件齐全,安装牢固,无损伤,无缺失。
5、成品示范图热工控制柜6KV盘柜
热工动力柜电气控制柜
盘柜成品保护
5、引用标准DL/T516.8-2002电气装置安装工程质量检验及评定规程第8部分:盘柜及二次回路接线施工质量检验;GB50259-96电气装置安装工程盘柜及二次回路接线施工及验收规范;1998年版火电施工质量检验及评定标准热工仪表及控制装置篇;DL/T5190.5-2004电力建设施工及验收技术规范第5部分:热工自动化。'
您可能关注的文档
- 大型机电设备的安装工艺大学毕业设计
- 铝合金门窗的安装工艺要求和验收规范
- 电气设备(电梯)安装工艺标准
- 钢结构制作及安装工艺探析
- 空调水阀门安装工艺
- 标准停车场地感线圈安装工艺
- 试论电气安装的质量控制与安装工艺的技术实施研究.doc
- 室内散热器组对与安装工艺大全
- 管道安装工艺质量培训ppt课件(图文并茂)
- 船舶锚绞机安装工艺分析
- 室外给水管道及设备安装工艺标准
- 001木门窗安装工艺
- 武昌船厂电气设备安装工艺
- 预制钢筋混凝土隔墙板安装工艺标准(432-1996)
- 预制外墙板安装工艺
- 窗帘制作与安装工艺标准
- 水轮机轴承测温电阻常见问题及安装工艺探讨
- 建筑分项工程施工工艺标准--预制阳台、雨罩、通道板安装工艺标准(431-1996)