


- 30.51 KB
- 2页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
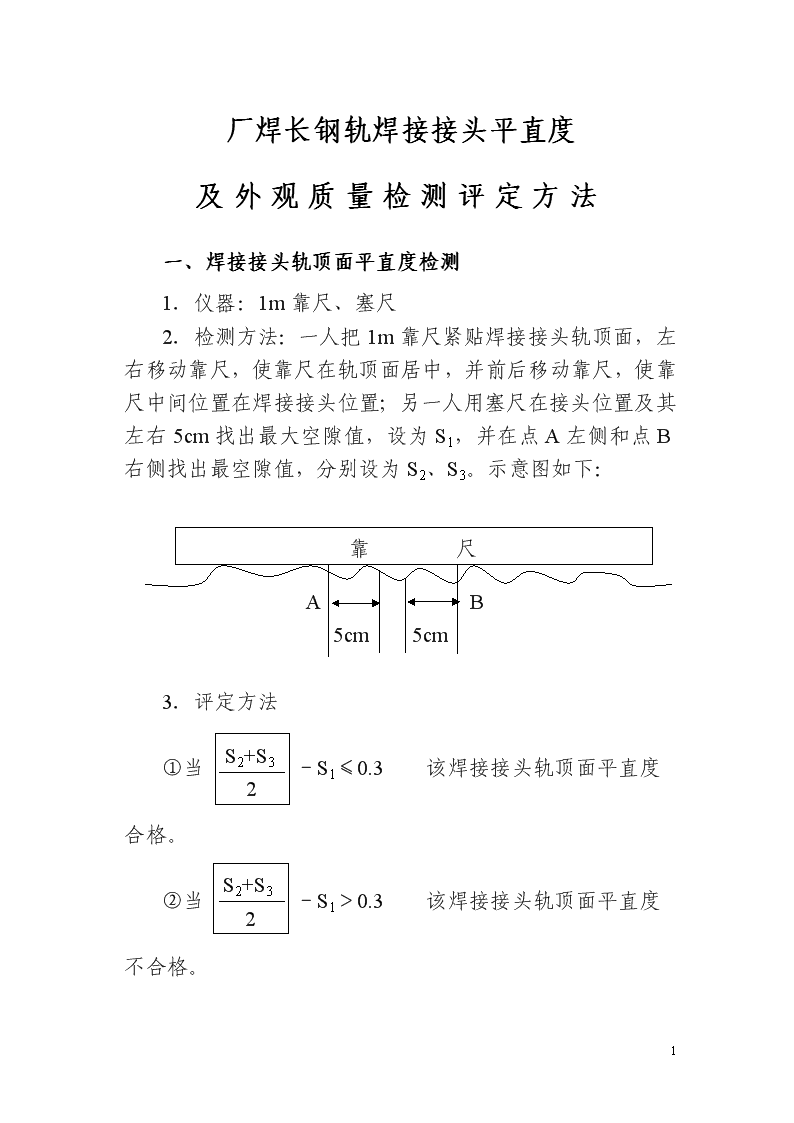
'厂焊长钢轨焊接接头平直度及外观质量检测评定方法一、焊接接头轨顶面平直度检测1.仪器:1m靠尺、塞尺2.检测方法:一人把1m靠尺紧贴焊接接头轨顶面,左右移动靠尺,使靠尺在轨顶面居中,并前后移动靠尺,使靠尺中间位置在焊接接头位置;另一人用塞尺在接头位置及其左右5cm找出最大空隙值,设为S1,并在点A左侧和点B右侧找出最空隙值,分别设为S2、S3。示意图如下:靠尺AB5cm5cm3.评定方法S2+S32①当-S1≤0.3该焊接接头轨顶面平直度合格。S2+S32②当-S1>0.3该焊接接头轨顶面平直度不合格。2
S2+S32③当-S1<0该焊接接头轨顶面平直度不合格。注:如用0.05mm的塞尺片塞不进去时,该空隙值可视为0。二、焊接接头内侧工作面、平直度检测焊接接头内侧工作、平直度检测仪器、方法及评定方法同轨顶面平直度检测相似。三、焊接接头外观检查1.焊缝两侧各10cm范围内不得有明显压痕、碰痕、划伤缺陷。2.母材打磨深度不得超0.5mm。3.焊头不得有电击伤。2'
您可能关注的文档
- GBT 26155.2-2012 工业过程测量和控制系统用智能电动执行机构 第2部分:性能评定方法
- 医疗器械生产质量管理规范无菌医疗器械实施细则(试行)和检查评定方法
- 基于图像处理技术的铝合金腐蚀等级评定方法
- 服役环境下的军机金属结构环境损伤评定方法
- 复合材料层板超声检测缺陷评定方法分析
- 放宽静稳定电传客机纵向短周期品质评定方法
- 基于Excel VBA的水下地形测量数据精度评定方法
- 多输出量测量模型的不确定度评定方法
- 大尺寸产品圆度误差的快速评定方法及应用
- 公路隧道工程质量交工验收检测与评定方法体系_图文(精)
- 公路隧道工程质量交工验收检测与评定方法体系_图文(精)
- 药效学拓展阅读药物不良反应因果关系评定方法.doc
- 香精专用术语及香气评定方法[1].ppt
- 汽车底盘产品质量检验评定方法
- 同条件试块留置和评定方法
- 钢网架结构工程挠度的检测与评定方法.pdf
- GBT26804.6-2011工业控制计算机系统功能模块模板第6部分数字量输入输出通道模板性能评定方法.pdf
- GBT26658-2011消失模铸件质量评定方法.pdf
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测