


- 115.22 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
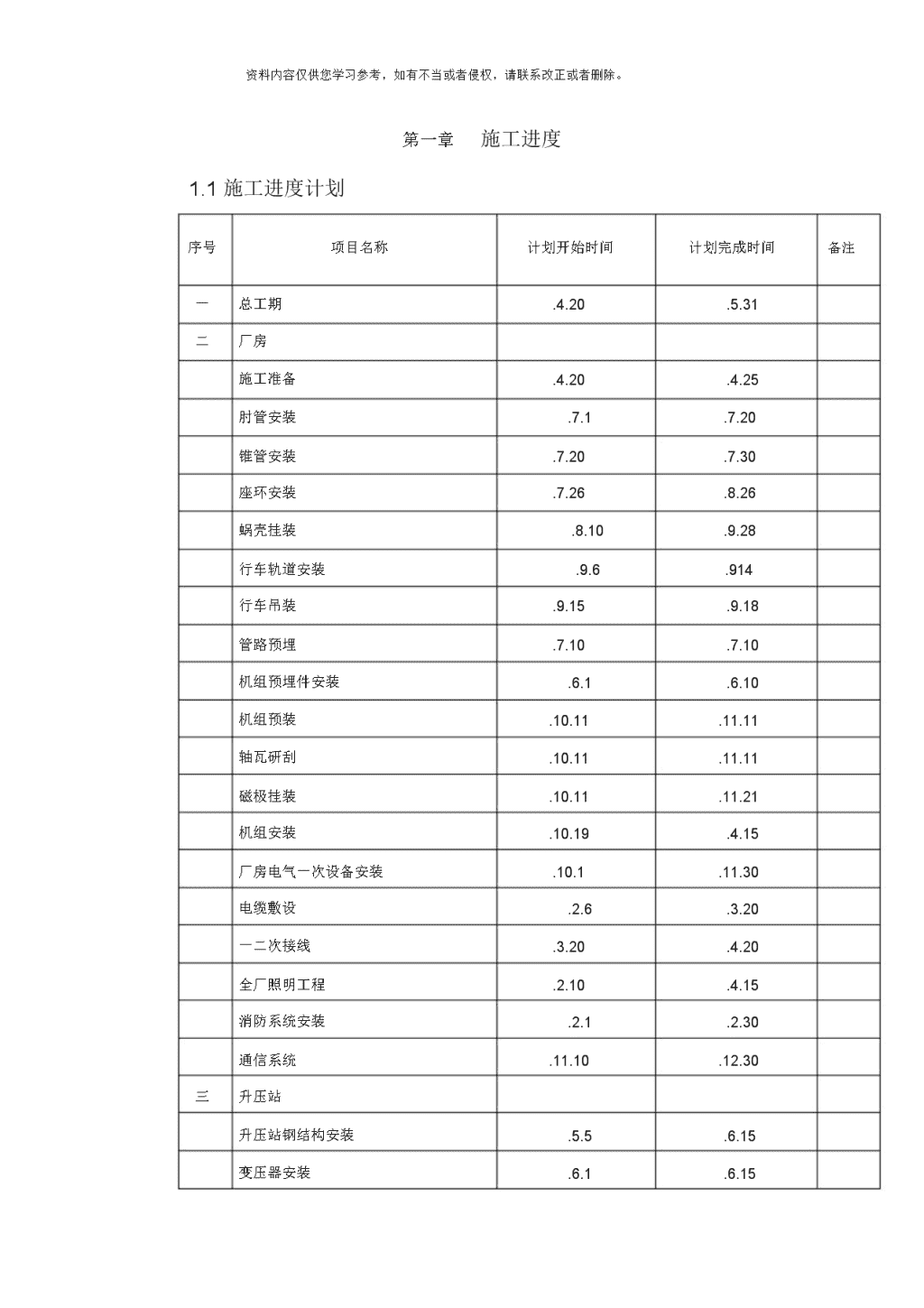
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。第一章施工进度1.1施工进度计划序号项目名称计划开始时间计划完成时间备注一总工期.4.20.5.31二厂房施工准备.4.20.4.25肘管安装.7.1.7.20锥管安装.7.20.7.30座环安装.7.26.8.26蜗壳挂装.8.10.9.28行车轨道安装.9.6.914行车吊装.9.15.9.18管路预埋.7.10.7.10机组预埋件安装.6.1.6.10机组预装.10.11.11.11轴瓦研刮.10.11.11.11磁极挂装.10.11.11.21机组安装.10.19.4.15厂房电气一次设备安装.10.1.11.30电缆敷设.2.6.3.20一二次接线.3.20.4.20全厂照明工程.2.10.4.15消防系统安装.2.1.2.30通信系统.11.10.12.30三升压站升压站钢结构安装.5.5.6.15变压器安装.6.1.6.15
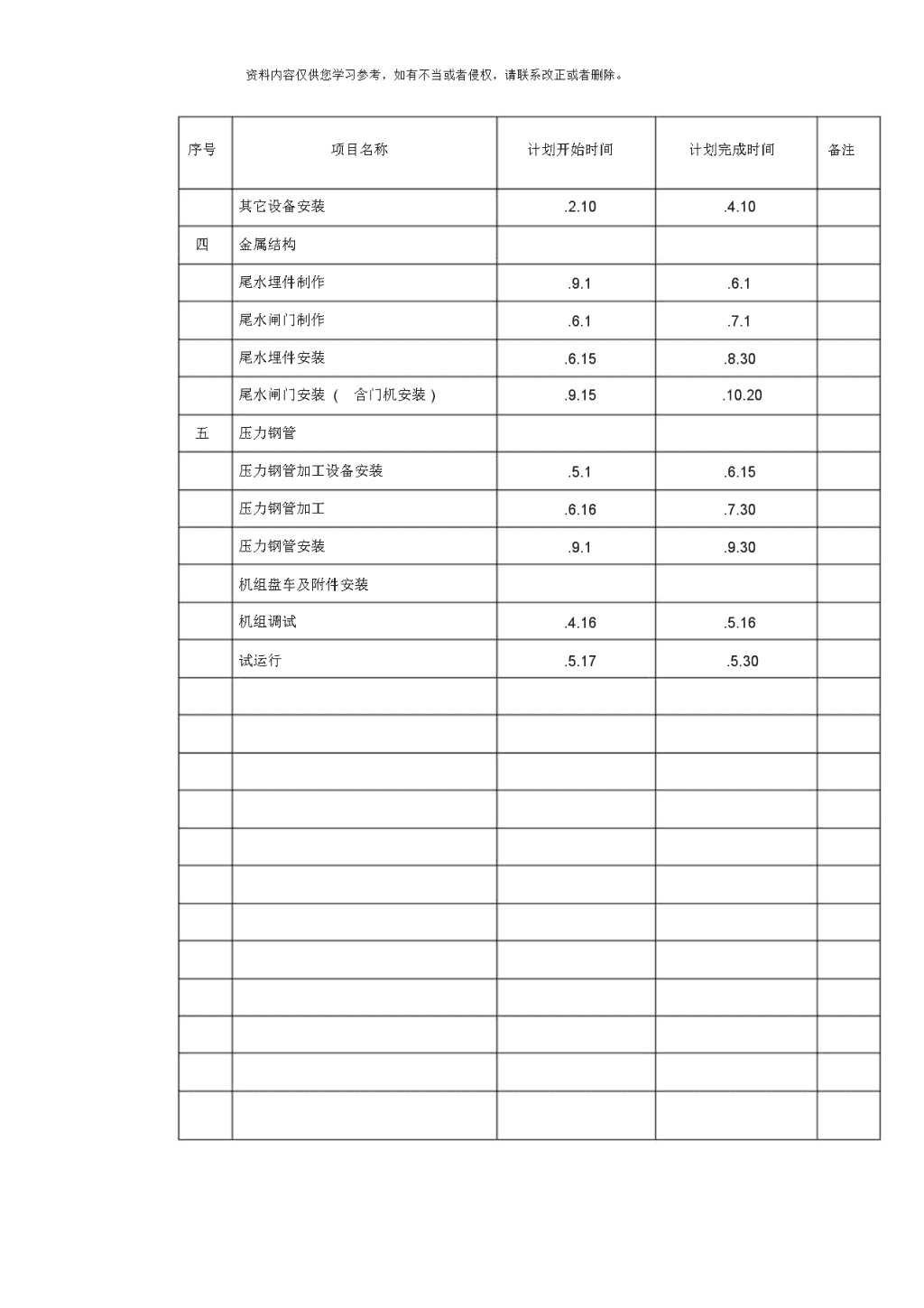
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。序号项目名称计划开始时间计划完成时间备注其它设备安装.2.10.4.10四金属结构尾水埋件制作.9.1.6.1尾水闸门制作.6.1.7.1尾水埋件安装.6.15.8.30尾水闸门安装(含门机安装).9.15.10.20五压力钢管压力钢管加工设备安装.5.1.6.15压力钢管加工.6.16.7.30压力钢管安装.9.1.9.30机组盘车及附件安装机组调试.4.16.5.16试运行.5.17.5.30
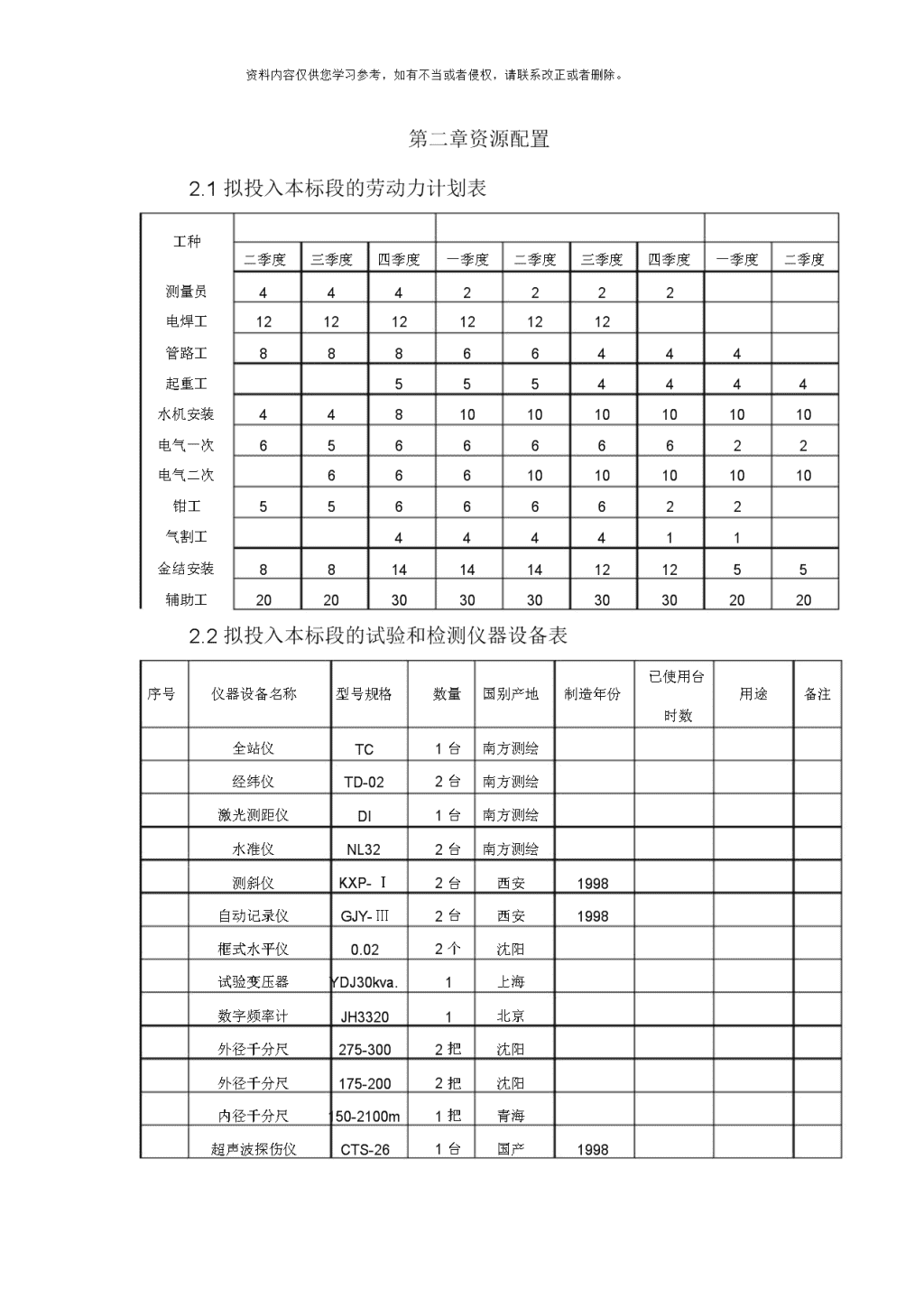
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。第二章资源配置2.1拟投入本标段的劳动力计划表工种二季度三季度四季度一季度二季度三季度四季度一季度二季度测量员4442222电焊工121212121212管路工88866444起重工5554444水机安装448101010101010电气一次656666622电气二次6661010101010钳工55666622气割工444411金结安装88141414121255辅助工2020303030303020202.2拟投入本标段的试验和检测仪器设备表已使用台序号仪器设备名称型号规格数量国别产地制造年份用途备注时数全站仪TC1台南方测绘经纬仪TD-022台南方测绘激光测距仪DI1台南方测绘水准仪NL322台南方测绘测斜仪KXP-Ⅰ2台西安1998自动记录仪GJY-Ⅲ2台西安1998框式水平仪0.022个沈阳试验变压器YDJ30kva.1上海数字频率计JH33201北京外径千分尺275-3002把沈阳外径千分尺175-2002把沈阳内径千分尺150-2100m1把青海超声波探伤仪CTS-261台国产1998
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。2.3拟投入本标段的主要施工设备表额定功率用于施工备序号设备名称型号规格数量国别产地制造年份生产能力(kW)部位注一水平、垂直载重汽车10T1台二汽高架门机DMQ540/301台三门峡1996-1998二、起重设备汽车吊8T2台徐工汽车吊50T1台日本三、焊接类对焊机UN1-75UN各1台西安1998气割设备2套西安逆变弧焊机ZX7-4006台上海银焊机1台上海交流电焊机BX1-4004台四川碳弧气刨机DZHQ-15001台上海焊条烘干箱KWG-12上海四、加工、修理卷板机W11-25*1套浙江1989车床CW61801台上海1998车床C6302台上海1998摇臂钻Z351台西安1998立钻Z5251台西安1998牛头钻B6901台西安1998铣床X63W1台上海1998五、安装类设备空压机2V0.67/71台西安汽车吊8t1辆日本汽车吊50t1辆卷扬机5t1台陕西1998弯管机WG-602台上海
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。电动试压泵0-4Mpa1台角向磨光机Φ125台20西安1998修理设备3套西安1998充电设备2套西安1998移动式空压VHP7602台上海固定式空压4L-20/84台上海电力变压器S9-10/0.4701台西安电力变压器S9-10/0.4801台西安5000柴油发电机75KW1台常州水泵IS80-50-3152台西安水泵IS100-65-23台西安泥浆泵BW250/504台西安第三章压力钢管制作安装3.1材料到场检验压力钢管制作加工在现场完成。所有构成实物工程的钢材、焊条、焊剂、焊丝以及油漆等送到现场后,项目部立即组织相关技术负责人,材料员对来料依据设计图纸,材料计划等进行验收,主要检查材料的规格及型号是否与材料质量证明书相符,几何尺寸是否超标。本工程所用的16MnR,必须满足《压力容器用钢》GB6654-1996的规定。对可疑钢板采用超声波检查或采用样送检,检查合格后方能使用。3.2制作
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。3.2.1制作流程材料进厂验样板制材材拼接及钢管卷叉管、弯管制焊缝加劲环钢管校正加钢管焊接防腐验收3.2.2制作工艺3.2.2.1样本制作为方便检查,保证钢管及各种管道零部的制作安装精度,采用δ=0.5mm镀锌钢板制作样板。根据设计要求,钢管内径弧度检查、支撑环、加劲环等都须制作样板,样板的弧长必须符合规范要求(根据管径不同,样板的弧长在1.5~2m)。样板制作完毕后,必须经过专业施工员检查,同时作上标记,以防止在使用过程中混用。弯头、锥管及叉管采用地规、钢直尺等直接在拼接好的钢板上放样,由专业施工员,质量员或技术负责人检查无误后,方可下料。3.2.2.2钢板拼接及下料根据设计要求,结合现场实际情况,制作钢管的钢板全部采用定尺钢板,长、宽边均留有少许余量;为保证将钢管周长误差控制在最小范围内,采用将两张定尺板拼接好后下料的方法;拼接采用二氧化碳保护焊工艺焊接,拼接前应检查边长是否为直线、宽边与
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。长边是否垂直,同时,用氧气-乙炔焰割刀对钢板进行修整,保证钢板宽度与设计相符,切割和刨边面的熔渣、毛刺和缺口,应用砂轮磨去,所有板材加工后的边缘不得有裂纹、夹层和夹渣等缺陷;焊前将焊口两侧10~20厘米范围的铁锈、熔渣、油垢、水渍等清除干净,检查合格后方可施焊;当单侧焊完后,将钢板用龙门吊缓慢翻面,用电弧刨清根、打磨干净后再继续施焊。拼接好的钢板根据板厚的不同,确定展开尺寸,同时在钢板上画出展开图,认真检查平行线和对角线,检查无误后方可下料;下料采用氧气-乙炔焰割刀切割。叉管、弯管、渐缩管等管件与钢管的下料方法相同。异径叉管的管壳,实际上是由锥管割去开口部分而成;首先用电脑绘制出叉管管壳的平面展开图,找到各点在X轴和Y轴上的坐标后,将得到各基准点的弦长;在实际放样时,将两张钢板对接,长度大于最大口的弦长,宽度为小口展开弦高加钢管的实际高度,同时,在钢板上画出各坐标点,圆滑连接各坐标点,认真检查支管与主管连接处的弧长是否相同,核对无误后方可下料。下料后,焊缝处的坡口用氧气-乙炔焰切割,然后用角向砂轮机打磨成型。叉管、弯管、渐缩管等管件与钢管的下料方法相同。板材放样及下料时应考虑板材的切割余量和焊接收缩余量,一般情况下留3-4mm。3.2.3.3钢管卷制1)钢管卷制时利用加工场已安装好的壹台龙门吊配合卷制。