


- 844.00 KB
- 9页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
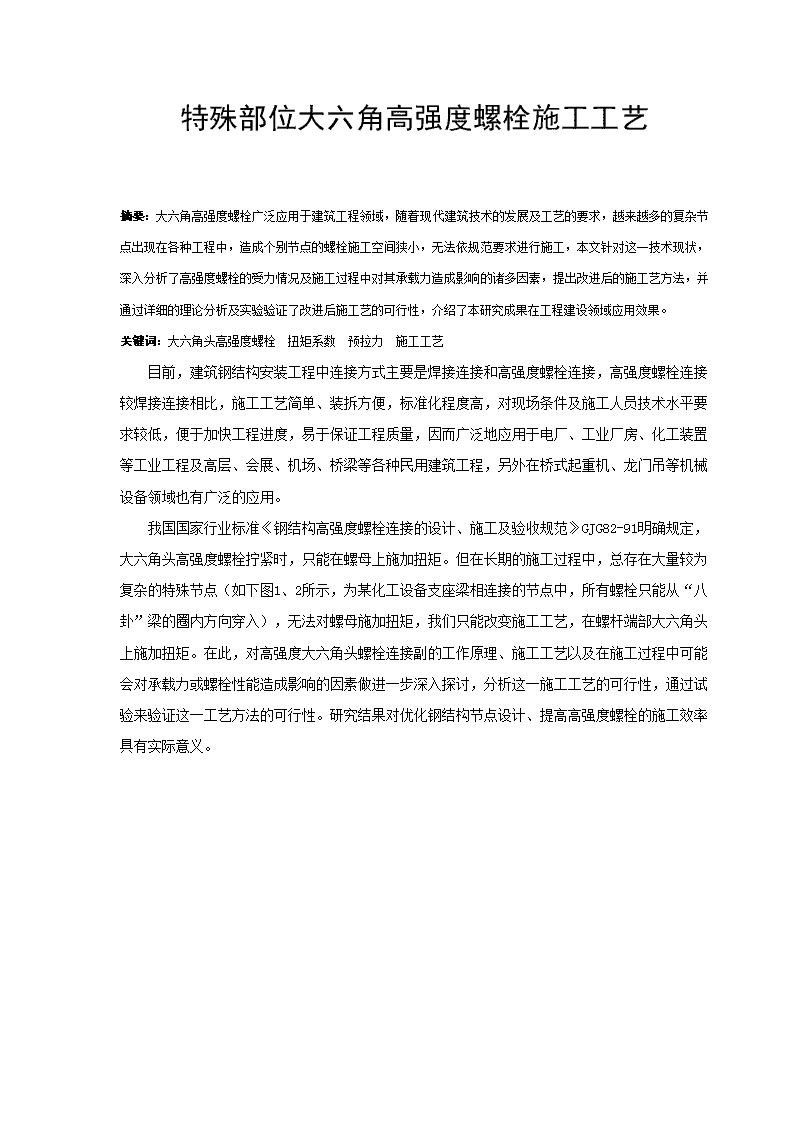
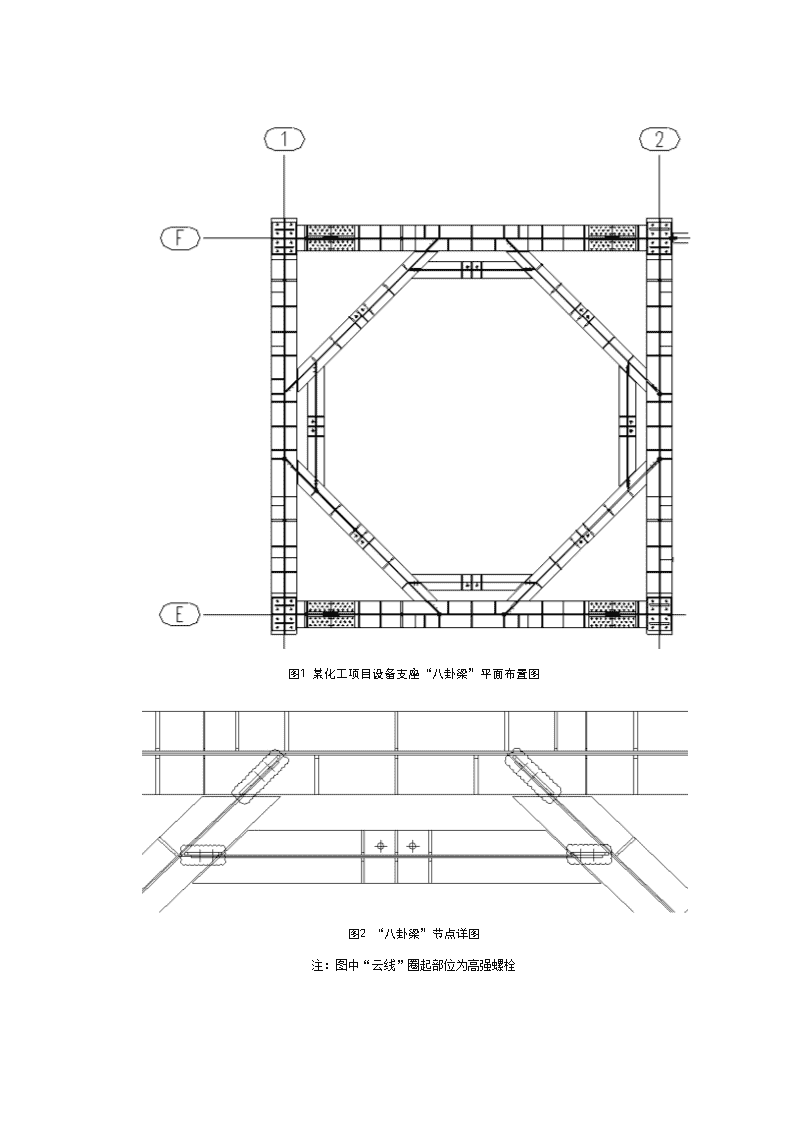
'特殊部位大六角高强度螺栓施工工艺摘要:大六角高强度螺栓广泛应用于建筑工程领域,随着现代建筑技术的发展及工艺的要求,越来越多的复杂节点出现在各种工程中,造成个别节点的螺栓施工空间狭小,无法依规范要求进行施工,本文针对这一技术现状,深入分析了高强度螺栓的受力情况及施工过程中对其承载力造成影响的诸多因素,提出改进后的施工艺方法,并通过详细的理论分析及实验验证了改进后施工艺的可行性,介绍了本研究成果在工程建设领域应用效果。关键词:大六角头高强度螺栓扭矩系数预拉力施工工艺目前,建筑钢结构安装工程中连接方式主要是焊接连接和高强度螺栓连接,高强度螺栓连接较焊接连接相比,施工工艺简单、装拆方便,标准化程度高,对现场条件及施工人员技术水平要求较低,便于加快工程进度,易于保证工程质量,因而广泛地应用于电厂、工业厂房、化工装置等工业工程及高层、会展、机场、桥梁等各种民用建筑工程,另外在桥式起重机、龙门吊等机械设备领域也有广泛的应用。我国国家行业标准《钢结构高强度螺栓连接的设计、施工及验收规范》GJG82-91明确规定,大六角头高强度螺栓拧紧时,只能在螺母上施加扭矩。但在长期的施工过程中,总存在大量较为复杂的特殊节点(如下图1、2所示,为某化工设备支座梁相连接的节点中,所有螺栓只能从“八卦”梁的圈内方向穿入),无法对螺母施加扭矩,我们只能改变施工工艺,在螺杆端部大六角头上施加扭矩。在此,对高强度大六角头螺栓连接副的工作原理、施工工艺以及在施工过程中可能会对承载力或螺栓性能造成影响的因素做进一步深入探讨,分析这一施工工艺的可行性,通过试验来验证这一工艺方法的可行性。研究结果对优化钢结构节点设计、提高高强度螺栓的施工效率具有实际意义。
图1某化工项目设备支座“八卦梁”平面布置图图2“八卦梁”节点详图注:图中“云线”圈起部位为高强螺栓
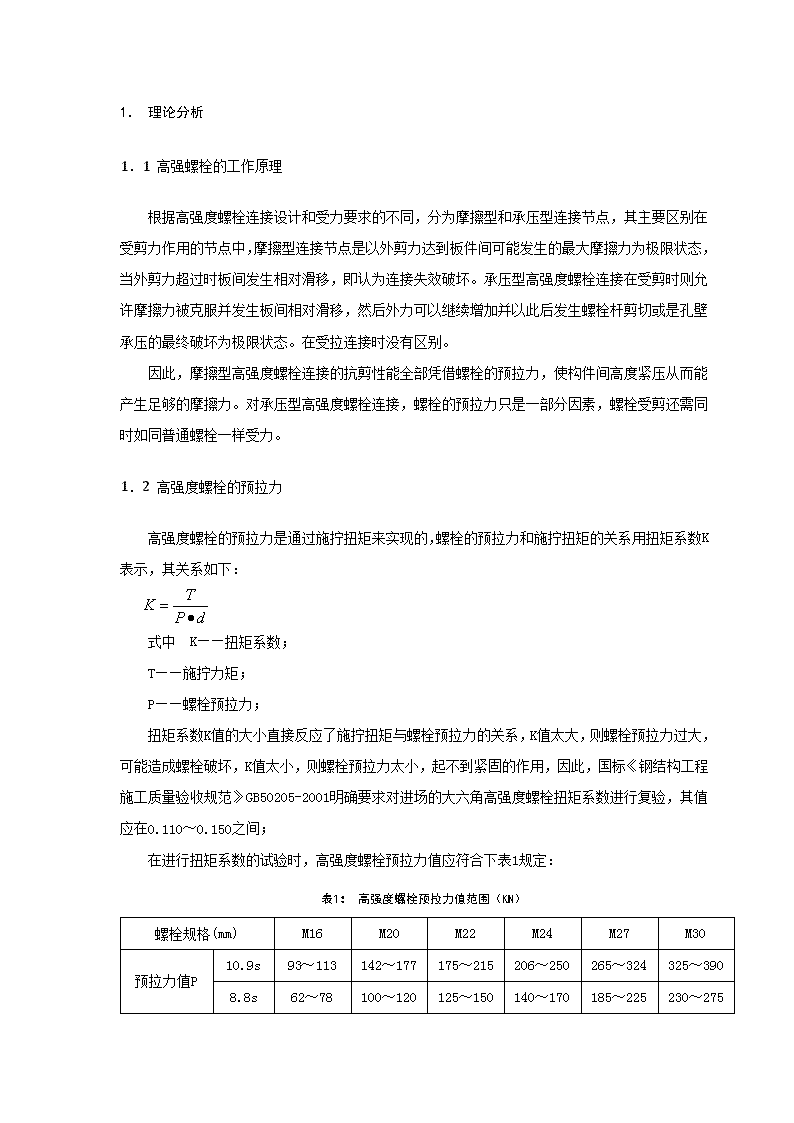
1.理论分析1.1高强螺栓的工作原理根据高强度螺栓连接设计和受力要求的不同,分为摩擦型和承压型连接节点,其主要区别在受剪力作用的节点中,摩擦型连接节点是以外剪力达到板件间可能发生的最大摩擦力为极限状态,当外剪力超过时板间发生相对滑移,即认为连接失效破坏。承压型高强度螺栓连接在受剪时则允许摩擦力被克服并发生板间相对滑移,然后外力可以继续增加并以此后发生螺栓杆剪切或是孔壁承压的最终破坏为极限状态。在受拉连接时没有区别。因此,摩擦型高强度螺栓连接的抗剪性能全部凭借螺栓的预拉力,使构件间高度紧压从而能产生足够的摩擦力。对承压型高强度螺栓连接,螺栓的预拉力只是一部分因素,螺栓受剪还需同时如同普通螺栓一样受力。1.2高强度螺栓的预拉力高强度螺栓的预拉力是通过施拧扭矩来实现的,螺栓的预拉力和施拧扭矩的关系用扭矩系数K表示,其关系如下:式中K——扭矩系数;T——施拧力矩;P——螺栓预拉力;扭矩系数K值的大小直接反应了施拧扭矩与螺栓预拉力的关系,K值太大,则螺栓预拉力过大,可能造成螺栓破坏,K值太小,则螺栓预拉力太小,起不到紧固的作用,因此,国标《钢结构工程施工质量验收规范》GB50205-2001明确要求对进场的大六角高强度螺栓扭矩系数进行复验,其值应在0.110~0.150之间;在进行扭矩系数的试验时,高强度螺栓预拉力值应符合下表1规定:表1:高强度螺栓预拉力值范围(KN)螺栓规格(mm)M16M20M22M24M27M30预拉力值P10.9s93~113142~177175~215206~250265~324325~3908.8s62~78100~120125~150140~170185~225230~275
1.3在对螺母施加扭矩的施工过程中影响预拉力值P的因素分析图3节点板如图3所示,当对螺母施加扭矩进行高强度螺栓紧固施工时,螺栓杆是不动的,螺母是顺时针匀速转动的,此时,施拧力矩T用于克服螺纹间的摩擦阻力矩T1和螺母环形端面与垫圈支承面间的摩擦阻力矩T2,则螺纹间的摩擦阻力矩螺母与垫圈支承面间的摩擦阻力矩所以,式中——螺纹升角;——螺纹副当量摩擦角;——螺母与垫圈支承面间的摩擦系数;D0——螺母垫圈支承面的外径;d0——螺栓孔直径;d——螺栓公称直径;1.4在对螺杆端部大六角头施加扭矩的施工过程中影响预拉力值P1的因素分析
如图4所示,当对杆端部大六角头施加扭矩进行高强度螺栓紧固施工时,螺母是不动的,螺杆是顺时针匀速转动的,此时,施拧力矩T用于克服螺纹间的摩擦阻力矩T1、螺杆端部大六角头环形端面与垫圈支承面间的摩擦阻力矩T3及螺杆与节点板孔壁间的摩擦阴力矩T4,则图4节点板螺纹间的摩擦阻力矩;螺杆端部大六角头与垫圈支承面间的摩擦阻力矩螺栓杆与螺栓孔壁间的摩擦力大小与螺栓加工的精度、螺栓的孔大小有有关,无法量化分析,根据《钢结构工程施工质量验收规范》GB5025-2001及《钢结构高强度螺栓连接的设计、施工及验收规范》GJG82-91的要求,高强度螺栓连接板在制孔时孔径稍大于螺栓螺杆直径1.5~2mm,且高强螺栓的施工时螺杆是自由穿入螺栓孔,所以,只要螺栓孔加工制作的精度及钢结构安装的精度能够满足国标规范的要求,螺杆与螺栓孔壁的摩擦力矩T4可视为零,则:式中——螺纹升角;——螺纹副当量摩擦角;——螺杆端部大六角头与垫圈支承面间的摩擦系数;D0——螺杆端部大六角头垫圈支承面的外径;d0——螺栓孔直径;
d——螺栓公称直径;对于同一批次的螺栓,因其制作加工技术要求、生产工艺、表面处理理的方式相同,忽略加工制作的偏差,以下参数可视为相同:(1)故螺母与垫圈支撑面间的摩擦系数同螺杆端部大六角头与垫圈支撑面间的摩擦力系数可视为相等,即=;(2)螺杆公称直径d相同;(3)螺母、螺杆端部大六角头支撑面的外径相同;(4)螺纹升角、螺纹当量摩擦角相同;(5)对于同一批钢结构构件,其加工制作的工艺、验收技术要求、表面处理方式等完全相同,即其螺栓孔的孔径d0相同。两种施工工艺的根本区别在于后者施工时影响螺栓终拧扭矩的因素多了一个螺栓孔与螺栓孔壁的摩擦力矩T4,因这一影响因素无法量化分析,故规范规定螺栓在施工时只能在螺栓头上施加扭矩,实际是通过规范的施工工艺来避免这一因素的不良影响。故只要螺栓加工制作的精度及结构安装的精度能达到使螺栓施工时能自由穿入之一条件,螺栓杆与螺栓孔壁的摩擦力即可视为零,后者的施工工艺,可以起到与前者同样的紧固效果,这实质是通过提高施工技术水平的方式来避免这一因素对螺栓施工质量的不良影响,如规范的规定如出一辙。1.试验研究从理论上分析可以看出,在螺栓孔加工制作的精度达到便螺栓能自由穿入这一条件之后,大六角高强度螺栓在施工时,其扭矩施加在螺母上与施加在螺杆端部的大六角头相比,螺栓所产生的预拉力值是相同的,即大六角头高强度螺栓在施工时对其螺栓端部施加扭矩与在螺母上施加扭矩可以达到同样的紧固效果,这一施工艺是可行的。为了进一步研究理论分析的结果及施工工艺的可操作性,我们进行以下试验研究。2.1试验步骤及方法步骤一:随机抽取某一批次同一规格的大六角头高强度螺栓16套,分成两组,以下简称第一组、第二组;
步骤二:依《钢结构用高强度螺大六角头螺栓、大六角螺母、垫圈技术条件》GB/T1231-2006规定的扭矩系数试验方案,对第一组螺栓进行连接副扭矩系数试验(简称试验一),检测出本批次螺栓的扭矩系数平均值;步骤三:依《钢结构施工质量验收规范》GB50205-2001的规定和步骤二的检测结果,计算出本批次高强度螺栓施工初拧扭矩及终拧扭矩值;步骤四:依标准规定的施工方法将步骤二计算得到的扭矩值,分初拧、终拧两次施加于大六角高强度螺栓的螺杆端部,同时记录终拧时施拧扭矩及螺栓的预拉力值(简称试验二);步骤五:步骤四完成后,等待1小时以上,24小时以内,进行扭矩检查,检查的方法是,在大六角高强度螺栓的螺栓端部的大六角头和试验装置支撑面部位画一条线,然后装螺栓杆拧松约60°,然后再用力矩扳手重新拧紧至两直线重合,记录此时的扭矩值(简称试验三);试验完成后,拆除试验用螺栓,观察螺栓螺纹、螺母及热圈的外观。步骤六:将试验所得数据进行分析,与相关标准、规范相比较得出试验结论。2.2试验设备、样品、环境参数试验设备:FW-07-01电子轴力计、FW-16-1数显扭矩扳手(精度等级为1级);试验样品:M27*120的8.8级大六角头高强度螺栓连接副16套;试验环境湿度:21℃(试件及检测设备放置于实验室保持21℃恒温2.5小时);2.3试验结果(1)试验一扭矩系数检测结果通过扭矩系数试验,检测得此批次螺栓扭矩系数平均值K=0.125,标准偏差为0.0085。(2)试验二数据结果根据《钢结构高强度螺栓连接的设计、施工及验收规范》GJG82-91规定,8.8级M27的大六角高强度螺栓施工预拉力值为225KN,则施工终拧扭矩值Tc为225*27*0.125=759.38N·
M。故试验二终拧扭矩取760N·M,初拧扭矩取380N·M。将此扭矩值分初拧和终拧两个步骤分别作用于第二组的8套螺栓的螺杆端部大六角头。终拧时先将力矩扳手的力矩值设置为760N·M,在终拧扭矩施加时,记录在扳手上扭矩值达到峰值瞬间扭矩值和预拉力值,结果如下表2所示:表2:试验二扭矩及预拉力记录序号12345678终拧扭矩(N·M)764780766765766764770783预拉力(KN)224.5224.6240.4241.6238.8232.6231225.2(3)试验三数据结果表3:试验三实测扭矩记录序号12345678实测扭矩值724751739750745730749759螺杆无明显变形,螺纹、螺杆端部大六角头与其相对应的垫圈接触面有磨痕。(4)试验数据分析由试验一得到的高强度螺栓扭矩系数检测结果符合《钢结构工程施工质量验收规范》GB50205-2001规定的K值范围0.110~0.150及标准差≤0.01之规定,表明本批次螺栓是合格的。试验二中施加终拧扭矩平均值为770.6N·M,施工误差为;预拉力平均值为234.2KN,施工误差为,终拧扭矩及预拉力误差均在±5%以内,符合标准要求。试验三中所测得的最大扭矩值为759N·M,最小值为724N·M;而《钢结构高强度螺栓连接的设计、施工及验收规范》GJG82-91规定的此时的扭矩值为0.9Tch~1.1Tch。其中Tch=K×P×dTch——检查扭矩(N·M);P——高强度螺栓预拉力设计值(KN)。对应的规格为M27的8.8级大六角头高强度螺栓预拉力值设计值P为205KN,则测量的扭矩值应当在0.9×205×27~1.1×205×27之间,即为622.7~761N·M。试验三所测量的结果符合标准要求。试验后螺栓杆无变形,螺杆表面无摩擦痕谤,表明螺栓处于弹性受力装状,螺栓杆与螺栓孔壁间无摩擦,试验结果符合标准要求。(5)试验结论
通过经上三个试验所得数据的分析结果来看,对于大六角头高强度螺栓,只要保证螺栓孔加工精度及结构安装精度满足螺栓自由穿入这一条件,施工时改变施工方法,在螺栓端部大六角头施加施工扭矩的方法是可行的。1.结果及应用通过试验研究,证实了理论分析的正确性,进一步验证了大六角高强度螺栓施工时,只要保证螺栓孔加工精度及结构安装精度满足螺栓自由穿入这一条件,在螺栓端部大六角头施加施工扭矩的方法是可行的。另外,此施工工艺已于2009年2月应用于江苏省张家港市扬子江国际化学工业园区某化工项目反应器装置工程中,时隔一年零三个月,该工程已处于试运行阶段,从现场反馈回的情况来看,紧固效果良好。2.结束语通过理论分析、实验的研究以及工程实际应用效果,表明大六角高强度螺栓施工时,在部分特殊部位,无法依规范要求对螺母部位施工加扭矩时,只要保证螺栓孔加工制作及构件安装的精度满足螺栓自由穿入这一条件,在螺杆端部大六角头施加扭矩的施工工艺是可行的。'
您可能关注的文档
- 消防水池模板工程施工方案(现浇板模板,含计算书)
- 深圳高层办公楼塔式起重机单桩基础施工方案(计算书)
- 深基坑smw工法支护设计计算书-专家送审版
- 深基坑复合土钉墙加搅拌桩重力挡墙加双排桩支护计算书
- 深水区桥梁基础钢板桩围堰受力计算书
- 温室设计方案(含计算书)
- 炎陵至汝城高速公路30mt预应力张拉计算书
- 特大桥承台基坑插打钢管桩支护设计计算书
- 特大桥水中双壁钢围堰结构受力计算书
- 现浇箱梁支架计算书
- 现浇连续刚构梁边跨支架设计计算书
- 装配式型钢悬挑脚手架施工工法(含做法详图,计算书)
- 质量安全山东土钉墙基坑支护安全专项施工方案(含计算书方案图)
- 转换层大梁模板施工方案(模板支撑,计算书)
- 轴心受压混凝土柱计算书
- 重力式挡土墙护坡设计计算书
- 重庆公租房项目高层住宅楼塔吊基础设计方案(三桩承台、含计算书)
- 重庆商品住宅楼及地下车库工程qtz63塔吊基础施工方案(含计算书)