


- 83.50 KB
- 5页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'钢管热煨弯通用技术条件钢管热煨弯通用技术条件文件编号:____________________受控状态:____________________发放序号:____________________4
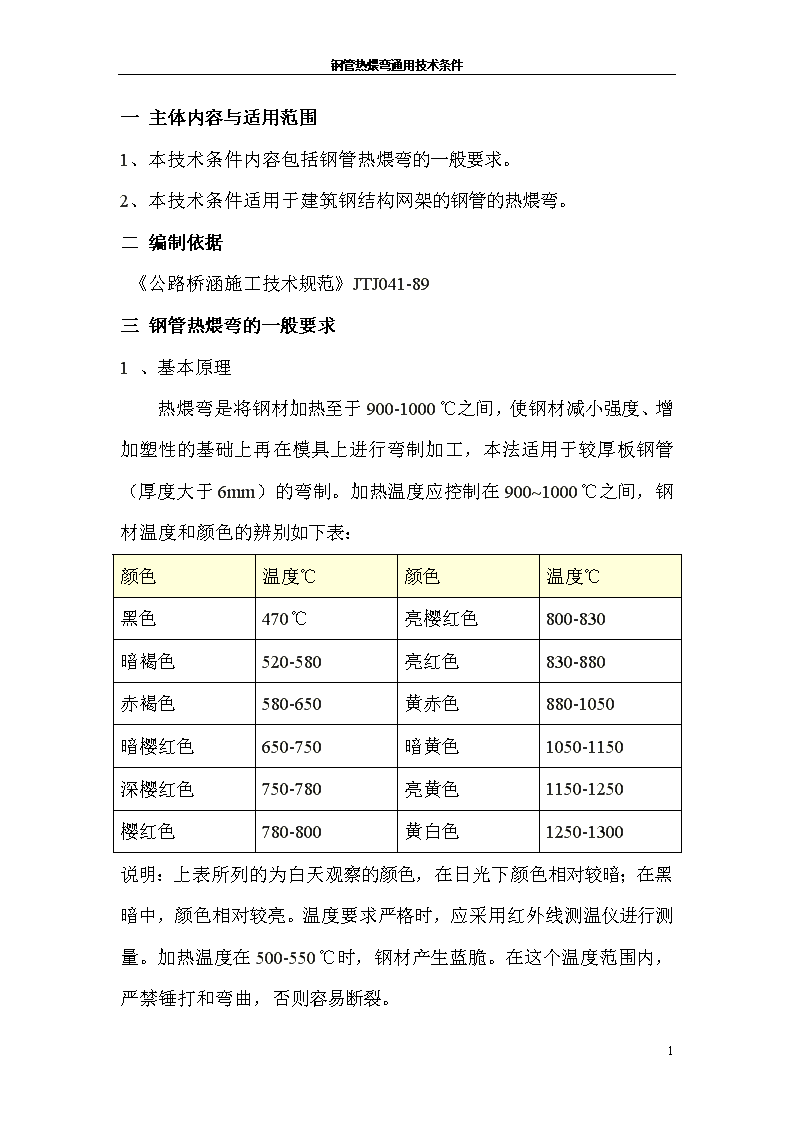
钢管热煨弯通用技术条件一主体内容与适用范围1、本技术条件内容包括钢管热煨弯的一般要求。2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。二编制依据《公路桥涵施工技术规范》JTJ041-89三钢管热煨弯的一般要求1、基本原理热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管(厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢材温度和颜色的辨别如下表:颜色温度℃颜色温度℃黑色470℃亮樱红色800-830暗褐色520-580亮红色830-880赤褐色580-650黄赤色880-1050暗樱红色650-750暗黄色1050-1150深樱红色750-780亮黄色1150-1250樱红色780-800黄白色1250-1300说明:上表所列的为白天观察的颜色,在日光下颜色相对较暗;在黑暗中,颜色相对较亮。温度要求严格时,应采用红外线测温仪进行测量。加热温度在500-550℃时,钢材产生蓝脆。在这个温度范围内,严禁锤打和弯曲,否则容易断裂。4
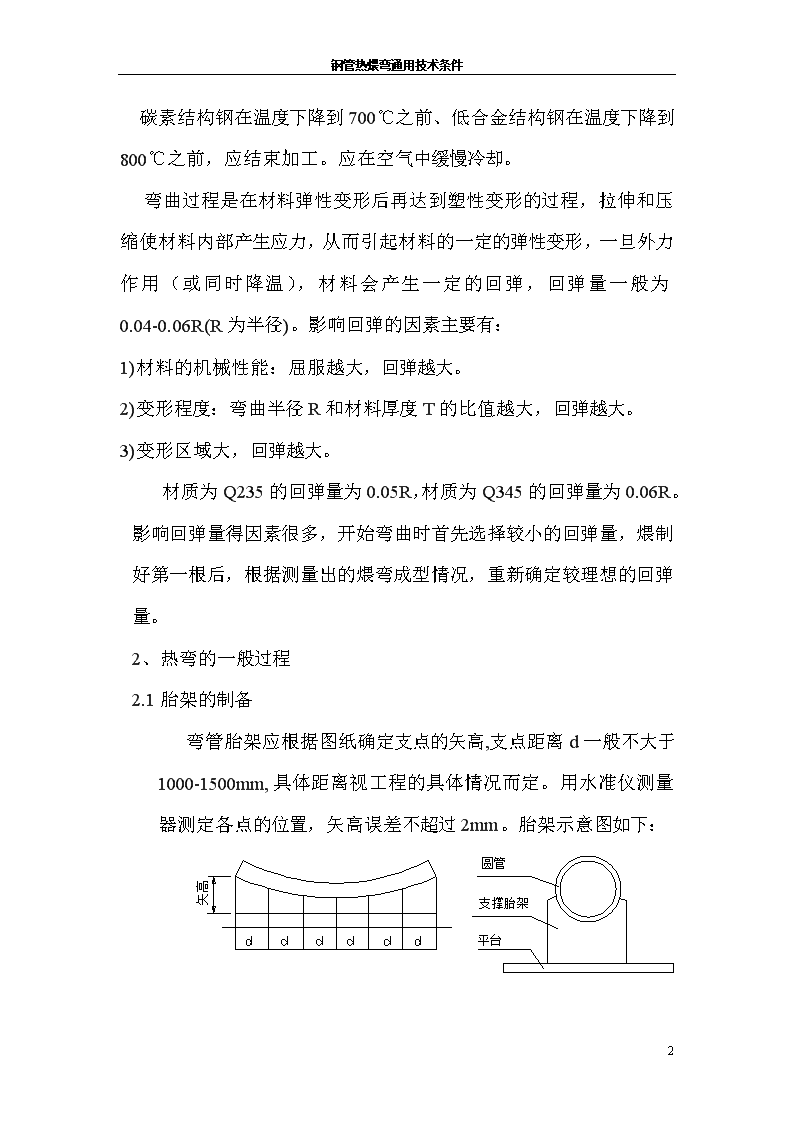
钢管热煨弯通用技术条件碳素结构钢在温度下降到700℃之前、低合金结构钢在温度下降到800℃之前,应结束加工。应在空气中缓慢冷却。弯曲过程是在材料弹性变形后再达到塑性变形的过程,拉伸和压缩使材料内部产生应力,从而引起材料的一定的弹性变形,一旦外力作用(或同时降温),材料会产生一定的回弹,回弹量一般为0.04-0.06R(R为半径)。影响回弹的因素主要有:1)材料的机械性能:屈服越大,回弹越大。2)变形程度:弯曲半径R和材料厚度T的比值越大,回弹越大。3)变形区域大,回弹越大。材质为Q235的回弹量为0.05R,材质为Q345的回弹量为0.06R。影响回弹量得因素很多,开始弯曲时首先选择较小的回弹量,煨制好第一根后,根据测量出的煨弯成型情况,重新确定较理想的回弹量。2、热弯的一般过程2.1胎架的制备弯管胎架应根据图纸确定支点的矢高,支点距离d一般不大于1000-1500mm,具体距离视工程的具体情况而定。用水准仪测量器测定各点的位置,矢高误差不超过2mm。胎架示意图如下:4
钢管热煨弯通用技术条件2.2划线2.2.1在准备好起拱的圆管上垂直对称划四条母线,然后用粉笔标识出烤火点范围,烤火点之间距离不大于100mm,俯视示意图如下:为了保证钢管圆弧均匀过渡,烤火点应超过钢管的母线10-15度,如下图示:2.3烤火加热时应用两把烤枪从中间向两侧对称加热,从而保证在烤火过程中构件不至于扭曲变形,烤火过程中用不小于1.5m长的样板进行测量,样板的半径偏差应在2mm以内,保证弯制的弧度在规定值范围内。2.4如果管壁较厚,烤火效果不明显时,应增加外力,示意图如下:4
钢管热煨弯通用技术条件施加外力时,外力点不能和管壁直接接触,应加好垫铁(垫铁应和圆管面接触密实,并应大于1.5外力点的作用范围),垫铁内径和管壁接触良好。避免局部受力产生凹坑。2.5当各个支撑点都与管壁接触后,应停止加热,外力不能立即去除,在钢管冷却至室温后,再去除外力。2.6钢管弯制结束,检查弧度合格后,应根据上下弧长进行切头、开坡口。2.7检查杆件合格后按规定做好标识。放于胎架上分类摆放。4'
您可能关注的文档
- 无公害板栗生产技术规程
- 集中供暖住宅分户热计量设计技术规程
- 马尾松人工植苗营造林技术规程
- s04-15a0 压力容器安全技术规程080822
- syj4051-91油气田集输工艺管道动火安全技术规程
- 《手持式电动工具的管理、使用、检查和维修安全技术规程》
- 先张法预应力管桩技术规程
- 海绵钛还原工序生产技术规程
- 千岛玉叶茶 第1部分:栽培技术规程
- 混凝土预制拼装塔吊基础技术规程应用中的几点建议
- 预应力钢筒混凝土管(pccp)工艺技术规程
- 预应力混凝土管桩基础技术规程(免费)
- 蒸压加气混凝土应用技术规程
- 2015高职化工生产技术规程
- 行道树栽植技术规程
- zy全轻混凝土建筑屋面、楼地面保温隔热施工技术规程
- 上海市工程建设规范-地铁盾构机技术规程 dgj08-2009
- 全轻混凝土建筑屋面、楼地面保温隔热施工技术规程