


- 61.07 KB
- 2页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
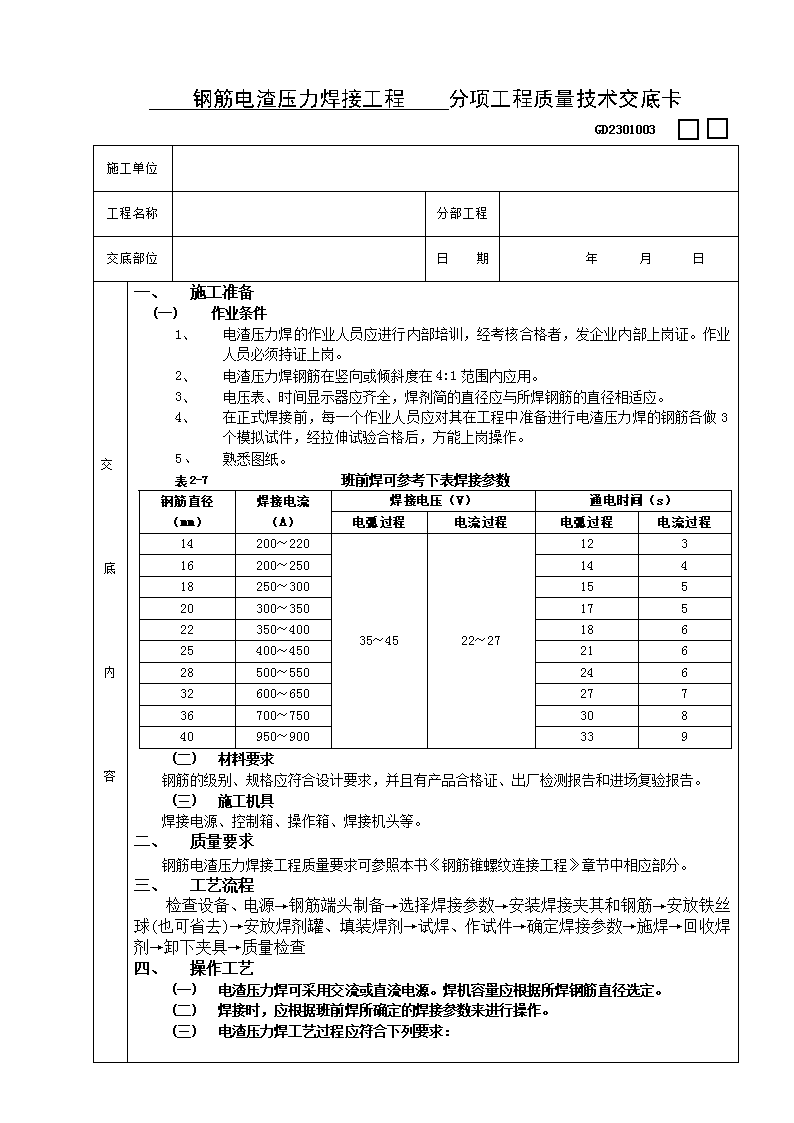
钢筋电渣压力焊接工程分项工程质量技术交底卡GD2301003施工单位工程名称分部工程交底部位日期年月日交底内容一、施工准备(一)作业条件1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。5、熟悉图纸。表2-7班前焊可参考下表焊接参数钢筋直径(mm)焊接电流(A)焊接电压(V)通电时间(s)电弧过程电流过程电弧过程电流过程14200~22035~4522~2712316200~25014418250~30015520300~35017522350~40018625400~45021628500~55024632600~65027736700~75030840950~900339(二)材料要求钢筋的级别、规格应符合设计要求,并且有产品合格证、出厂检测报告和进场复验报告。(三)施工机具焊接电源、控制箱、操作箱、焊接机头等。二、质量要求钢筋电渣压力焊接工程质量要求可参照本书《钢筋锥螺纹连接工程》章节中相应部分。三、工艺流程检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹其和钢筋→安放铁丝球(也可省去)→安放焊剂罐、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查四、操作工艺(一)电渣压力焊可采用交流或直流电源。焊机容量应根据所焊钢筋直径选定。(二)焊接时,应根据班前焊所确定的焊接参数来进行操作。(三)电渣压力焊工艺过程应符合下列要求:
交底内容1、焊接夹具的上下钳日应夹紧于上下钢筋上,不得晃动。2、引弧宜采用铁丝圈或焊条头引弧法,亦可采用直接引弧法。铁丝圈引弧法是将铁丝圈放在上下钢筋端头之间,电流通过铁丝圈与上下钢筋端面的接触点形成短路引弧。铁丝圈采用直径0.5~1.0mm退火铁丝,圈径不小于10mm。当焊接电流较小,钢筋端面较平整或引弧距离不易控制时,宜采用此法。3、直接引弧法是在通电后迅速将上钢筋提起,使两端头之问的距离为2~4mm引弧。这种过程很短。当钢筋端头夹杂不导电物质或端头过于平滑造成引弧困难时,可以多次把上钢筋移下与下钢筋短接后再提起,达到引弧目的。4、引燃电弧后,靠电弧的高温作用,将钢筋端头凸出部分不断烧化,同时将接口周围的焊剂充分熔化,形成一定深度的渣池。5、渣池形成一定深度后,将上钢筋缓缓插入渣池中。由于电流直接通过渣池,产生大量的电阻热,使渣池温度升到近2000℃,将钢筋端头迅速而均匀地溶化。6、在停止供电的瞬间,对钢筋施加挤压力,把焊口部分熔化的金属、熔渣及氧化物等杂质全部挤出结合面。完成挤压过程。7、将熔渣清理干净。二、应注意的质量问题注意焊接操作过程避免钢筋晃动,力求挺直。焊毕,适当延长扶持上钢筋的时间。装焊剂时,力求钢筋四周均匀一致。防止焊剂局部泄露。专业技术负责人:交底人:接受人: