


- 59.57 KB
- 2页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
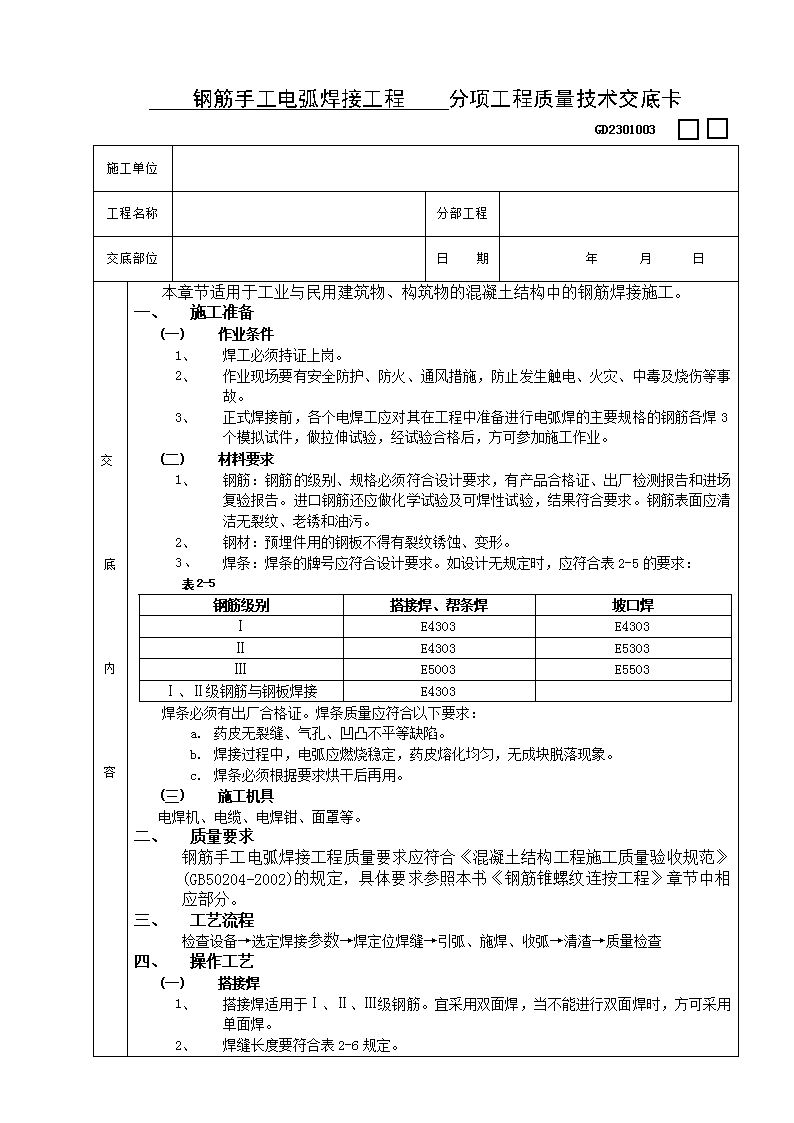
钢筋手工电弧焊接工程分项工程质量技术交底卡GD2301003施工单位工程名称分部工程交底部位日期年月日交底内容本章节适用于工业与民用建筑物、构筑物的混凝土结构中的钢筋焊接施工。一、施工准备(一)作业条件1、焊工必须持证上岗。2、作业现场要有安全防护、防火、通风措施,防止发生触电、火灾、中毒及烧伤等事故。3、正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3个模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。(二)材料要求1、钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告和进场复验报告。进口钢筋还应做化学试验及可焊性试验,结果符合要求。钢筋表面应清洁无裂纹、老锈和油污。2、钢材:预埋件用的钢板不得有裂纹锈蚀、变形。3、焊条:焊条的牌号应符合设计要求。如设计无规定时,应符合表2-5的要求:表2-5钢筋级别搭接焊、帮条焊坡口焊ⅠE4303E4303ⅡE4303E5303ⅢE5003E5503Ⅰ、Ⅱ级钢筋与钢板焊接E4303焊条必须有出厂合格证。焊条质量应符合以下要求:a.药皮无裂缝、气孔、凹凸不平等缺陷。b.焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。c.焊条必须根据要求烘干后再用。(三)施工机具电焊机、电缆、电焊钳、面罩等。二、质量要求钢筋手工电弧焊接工程质量要求应符合《混凝土结构工程施工质量验收规范》(GB50204-2002)的规定,具体要求参照本书《钢筋锥螺纹连按工程》章节中相应部分。三、工艺流程检查设备→选定焊接参数→焊定位焊缝→引弧、施焊、收弧→清渣→质量检查四、操作工艺(一)搭接焊1、搭接焊适用于Ⅰ、Ⅱ、Ⅲ级钢筋。宜采用双面焊,当不能进行双面焊时,方可采用单面焊。2、焊缝长度要符合表2-6规定。
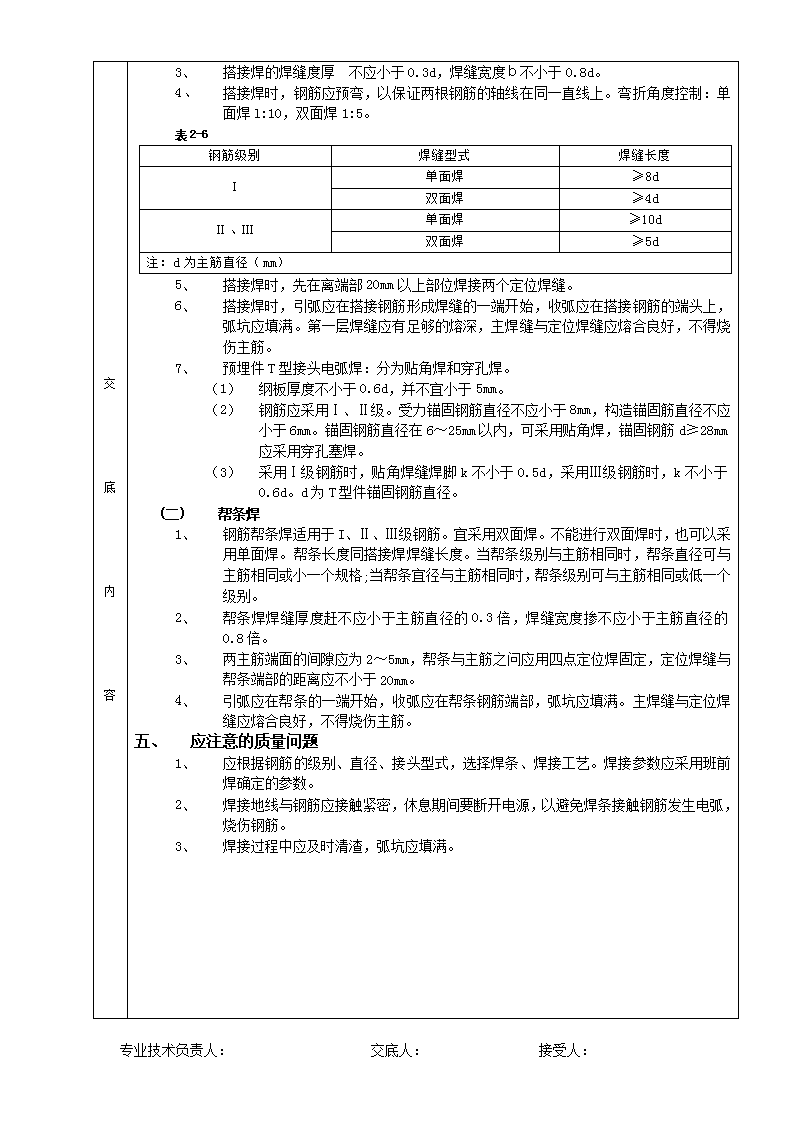
交底内容1、搭接焊的焊缝度厚不应小于0.3d,焊缝宽度b不小于0.8d。2、搭接焊时,钢筋应预弯,以保证两根钢筋的轴线在同一直线上。弯折角度控制:单面焊l:10,双面焊1:5。表2-6钢筋级别焊缝型式焊缝长度Ⅰ单面焊≥8d双面焊≥4dⅡ、Ⅲ单面焊≥10d双面焊≥5d注:d为主筋直径(mm)3、搭接焊时,先在离端部20mm以上部位焊接两个定位焊缝。4、搭接焊时,引弧应在搭接钢筋形成焊缝的一端开始,收弧应在搭接钢筋的端头上,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合良好,不得烧伤主筋。5、预埋件T型接头电弧焊:分为贴角焊和穿孔焊。(1)纲板厚度不小于0.6d,并不宜小于5mm。(2)钢筋应采用Ⅰ、Ⅱ级。受力锚固钢筋直径不应小于8mm,构造锚固筋直径不应小于6mm。锚固钢筋直径在6~25mm以内,可采用贴角焊,锚固钢筋d≥28mm应采用穿孔塞焊。(3)采用Ⅰ级钢筋时,贴角焊缝焊脚k不小于0.5d,采用Ⅲ级钢筋时,k不小于0.6d。d为T型件锚固钢筋直径。(二)帮条焊1、钢筋帮条焊适用于I、Ⅱ、Ⅲ级钢筋。宜采用双面焊。不能进行双面焊时,也可以采用单面焊。帮条长度同搭接焊焊缝长度。当帮条级别与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条宜径与主筋相同时,帮条级别可与主筋相同或低一个级别。2、帮条焊焊缝厚度赶不应小于主筋直径的0.3倍,焊缝宽度掺不应小于主筋直径的0.8倍。3、两主筋端面的间隙应为2~5mm,帮条与主筋之问应用四点定位焊固定,定位焊缝与帮条端部的距离应不小于20mm。4、引弧应在帮条的一端开始,收弧应在帮条钢筋端部,弧坑应填满。主焊缝与定位焊缝应熔合良好,不得烧伤主筋。二、应注意的质量问题1、应根据钢筋的级别、直径、接头型式,选择焊条、焊接工艺。焊接参数应采用班前焊确定的参数。2、焊接地线与钢筋应接触紧密,休息期间要断开电源,以避免焊条接触钢筋发生电弧,烧伤钢筋。3、焊接过程中应及时清渣,弧坑应填满。专业技术负责人:交底人:接受人: