


- 669.36 KB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
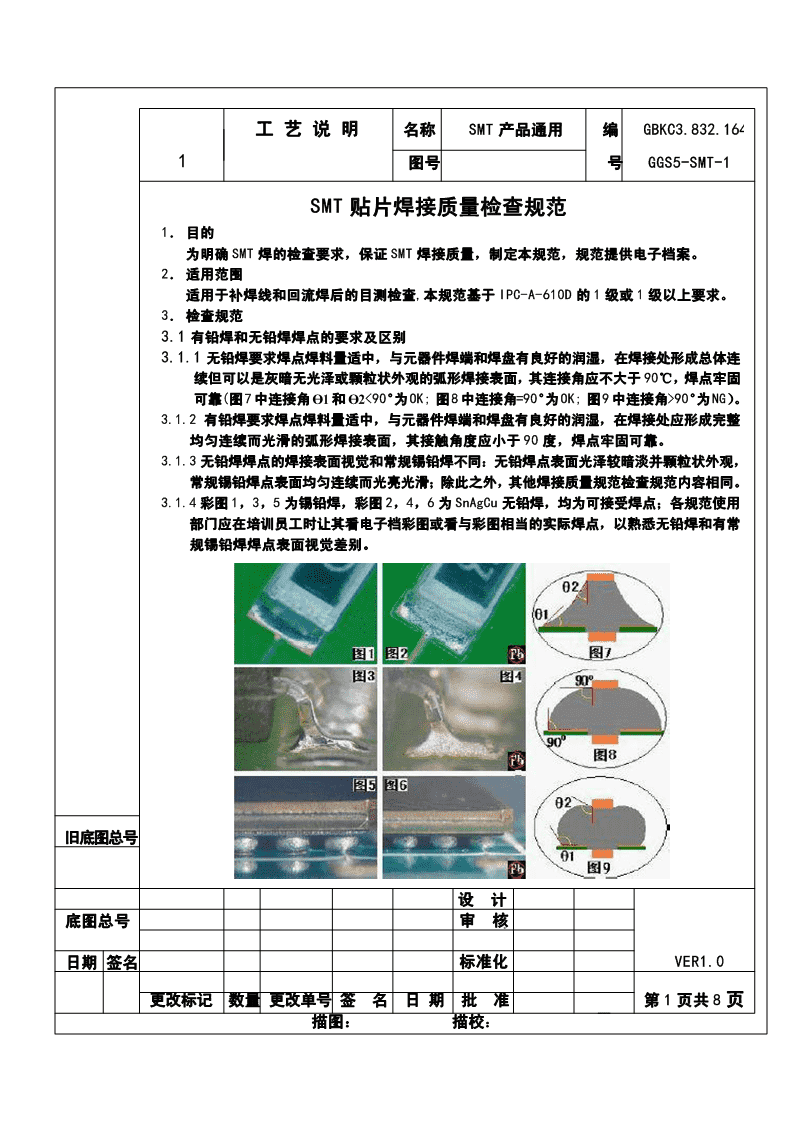
'工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-1SMT贴片焊接质量检查规范1.目的为明确SMT焊的检查要求,保证SMT焊接质量,制定本规范,规范提供电子档案。2.适用范围适用于补焊线和回流焊后的目测检查,本规范基于IPC-A-610D的1级或1级以上要求。3.检查规范3.1有铅焊和无铅焊焊点的要求及区别3.1.1无铅焊要求焊点焊料量适中,与元器件焊端和焊盘有良好的润湿,在焊接处形成总体连续但可以是灰暗无光泽或颗粒状外观的弧形焊接表面,其连接角应不大于90℃,焊点牢固可靠(图7中连接角Ө1和Ө2<90°为OK;图8中连接角=90°为OK;图9中连接角>90°为NG)。3.1.2有铅焊要求焊点焊料量适中,与元器件焊端和焊盘有良好的润湿,在焊接处应形成完整均匀连续而光滑的弧形焊接表面,其接触角度应小于90度,焊点牢固可靠。3.1.3无铅焊焊点的焊接表面视觉和常规锡铅焊不同:无铅焊点表面光泽较暗淡并颗粒状外观,常规锡铅焊点表面均匀连续而光亮光滑;除此之外,其他焊接质量规范检查规范内容相同。3.1.4彩图1,3,5为锡铅焊,彩图2,4,6为SnAgCu无铅焊,均为可接受焊点;各规范使用部门应在培训员工时让其看电子档彩图或看与彩图相当的实际焊点,以熟悉无铅焊和有常规锡铅焊焊点表面视觉差别。旧底图总号设计底图总号审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第1页共8页描图:描校:
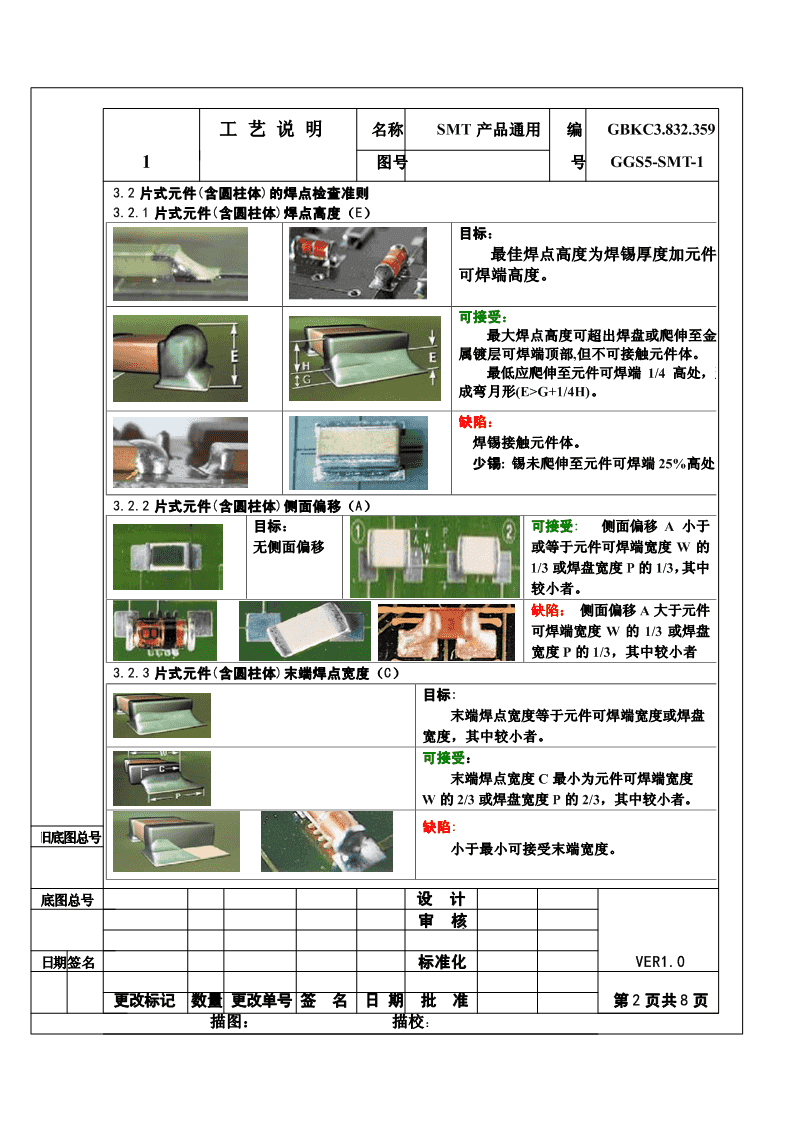
工艺说明名称SMT产品通用编GBKC3.832.3591图号号GGS5-SMT-13.2片式元件(含圆柱体)的焊点检查准则3.2.1片式元件(含圆柱体)焊点高度(E)目标:最佳焊点高度为焊锡厚度加元件可焊端高度。可接受:最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。最低应爬伸至元件可焊端1/4高处,形成弯月形(E>G+1/4H)。缺陷:焊锡接触元件体。少锡:锡未爬伸至元件可焊端25%高处。3.2.2片式元件(含圆柱体)侧面偏移(A)目标:可接受:侧面偏移A小于无侧面偏移或等于元件可焊端宽度W的1/3或焊盘宽度P的1/3,其中较小者。缺陷:侧面偏移A大于元件可焊端宽度W的1/3或焊盘宽度P的1/3,其中较小者3.2.3片式元件(含圆柱体)末端焊点宽度(C)目标:末端焊点宽度等于元件可焊端宽度或焊盘宽度,其中较小者。可接受:末端焊点宽度C最小为元件可焊端宽度W的2/3或焊盘宽度P的2/3,其中较小者。缺陷:旧底图总号小于最小可接受末端宽度。底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第2页共8页描图:描校:
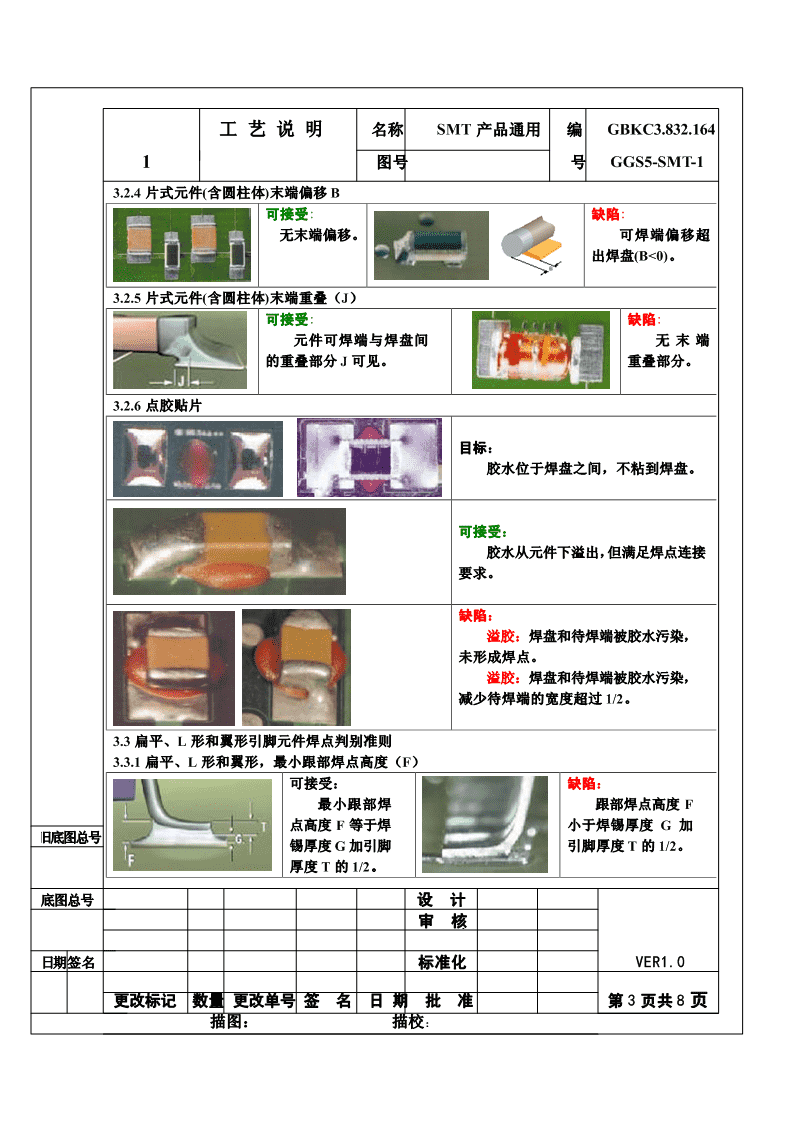
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.2.4片式元件(含圆柱体)末端偏移B可接受:缺陷:无末端偏移。可焊端偏移超出焊盘(B<0)。3.2.5片式元件(含圆柱体)末端重叠(J)可接受:缺陷:元件可焊端与焊盘间无末端的重叠部分J可见。重叠部分。3.2.6点胶贴片目标:胶水位于焊盘之间,不粘到焊盘。可接受:胶水从元件下溢出,但满足焊点连接要求。缺陷:溢胶:焊盘和待焊端被胶水污染,未形成焊点。溢胶:焊盘和待焊端被胶水污染,减少待焊端的宽度超过1/2。3.3扁平、L形和翼形引脚元件焊点判别准则3.3.1扁平、L形和翼形,最小跟部焊点高度(F)可接受:缺陷:最小跟部焊跟部焊点高度F点高度F等于焊小于焊锡厚度G加旧底图总号锡厚度G加引脚引脚厚度T的1/2。厚度T的1/2。底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第3页共8页描图:描校:
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.3.2扁平、L形和翼形引脚元件,最大跟部焊点高度(E)目标:跟部焊点爬伸至引脚上弯折处。可接受:高引脚外形的器件(引脚位于元件体的中上部,如QFP,SQL等),焊锡可爬伸至、但不可接触元件体或末端封装。可接受:低引脚外形的器件(引脚位于或接近于元件体的中下部,如SOIC,SOT等),焊锡可爬伸至封装或元件体下。缺陷:焊锡接触高引脚外形元件体或末端封装。3.3.3扁平、L形和翼形引脚元件,侧面偏移(A)目标:可接受:缺陷:侧面偏移A大于引无侧面偏移最大侧面偏移A不大于引脚宽度W脚宽度W的1/3或0.5毫米,的1/3或0.5毫米,其中较小者。其中较小者。3.3.4扁平、L形和翼形引脚元件,最小末端焊点宽度(C)目标:可接受:末端焊点宽度C最小末端焊点等于引脚宽度W。宽度C为引脚宽度W的2/3。缺陷:旧底图总号最小末端焊点宽度C小于引脚宽度W的2/3底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第4页共8页描图:描校:
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.3.5扁平、L形和翼形引脚元件,趾部偏移(B)可接受:缺陷:趾部不超出焊盘。趾部超出焊盘。3.3.6扁平、L形和翼形引脚元件,最小侧面焊点长度(D)缺陷:可接受:焊点长度D小焊点在引脚全于引脚下焊接面长正常润湿。长度L3.4面阵列/球状阵裂(BGA,CSP等)目标:无焊盘偏移或偏转;无焊锡球;焊接处光滑圆润,有明显边界、无空缺,直径、体积、灰度和对比度相同。←可接受:小于1/2球直径或焊盘直径(取其较小者)的偏转,并符合最小电气间隙。缺陷:*锡连焊,X射线下焊点间锡连;*违反最小电气间隙*漏焊,焊锡敞开;*锡球与的接触面少于25%;*焊点边界不明显,影相模糊或融入背静缺陷:缺陷:焊锡回流不完全。焊接处破裂。3.5常规的焊接缺陷(不可接受)3.5.1铜箔翘起(缺陷)旧底图总号底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第5页共8页描图:描校:
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.5.2侧立(缺陷)缺陷:矩形片式元件侧面贴装.3.5.3贴翻(缺陷)缺陷:片式元件贴装贴翻。3.5.4焊膏未熔(缺陷)缺陷:焊锡膏未回流或回流不完全。3.5.5少锡(缺陷)缺陷:*焊锡太少而未爬伸至元件可焊端末1/4高处。*焊锡太少而未爬伸至引脚跟部1/2引脚高处。3.5.6虚焊(缺陷)缺陷:元件焊接端或焊盘可焊性差而引起锡未润湿焊盘或焊接端。3.5.7CHIP错位和IC错位(缺陷)缺陷:CHIP错位:无末端重叠或元件可焊端超出焊盘IC错位:侧面(或旋转)偏移大于旧底图总号引脚宽度的1/3,其中较小者。底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第6页共8页描图:描校:
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.5.8焊点裂缝(缺陷)缺陷:焊锡破裂或有裂缝。3.5.9锡孔(缺陷)缺陷:焊点上有吹孔、针孔、空缺等。3.5.10锡连(缺陷)缺陷:焊锡在导体间非正常连接。3.5.11贴反(缺陷)缺陷:二极管、三极管、铝电解和IC等有方向性的元件转过90度、180度和270度后贴装,造成与PCB板上用白油表示的方向不一致。3.5.12焊锡球/焊锡残渣(缺陷)缺陷:*焊锡球和导电体距离<0.15MM。旧底图总号*焊锡球未附着于金属表面。底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第7页共8页描图:描校:
工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.5.13焊锡网(缺陷)缺陷:焊锡泼溅使电气间距小于0.15MM或未附于金属表面到元件焊盘或附着于金属表面。3.5.14裂缝与缺口(缺陷)缺陷:*任何电极上的裂缝和缺口。*玻璃元件体上的裂缝、刻痕或任何损伤。*任何电阻质的缺口。*任何裂缝或压痕。3.5.15翘脚(缺陷)缺陷:因元件引脚变形不能与焊盘接触。3.5.16立起(缺陷)缺陷:元件一端翘起不能与焊盘接触。3.5.17掉贴(缺陷)缺陷:要求贴装元件的位置没有元件。3.5.18焊锡紊乱(缺陷)缺陷:在冷却时受外力影响呈旧底图总号现紊冷痕迹的焊锡。底图总号设计审核日期签名标准化VER1.0更改标记数量更改单号签名日期批准第8页共8页描图:描校:'
您可能关注的文档
- 建筑工程施工中对混凝土工程的质量检查探讨
- 水利工程实体质量检查与质量控制要点(图文赏析)
- 水利工程实体质量检查与控制要点解析
- 水利工程实体质量检查与质量控制要点
- 结构工程质量检查要点
- 会计师事务所执业质量检查制度(试行)
- 医院7月份医疗质量检查通报
- 建筑工程安装使用消防产品质量检查登记表
- 旅游景区服务质量检查表
- gbt157463-1995汽车修理质量检查评定标准 车身大修
- 2013年泉州市安溪县初中质量检查数学试卷及答案
- 医院医疗质量检查表(麻醉科)
- 九年级化学上学期质量检查试卷
- 质量检查员考试试题
- 福建省漳州一中2010年高中毕业班质量检查(语文)
- dms crm数据质量检查标准(新)及经验分享
- 新课标_湖北省荆州中学2012届高三第一次质量检查数学(理)试题
- 2018年福建省南安市初中学业质量检查语文试题及答案