


- 249.04 KB
- 13页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'低碳钢板1.1材料描述GMW基体金属规范号,钢产品类型及钢等级规范确定了材料的标号。由CR来明确钢产品为冷轧产品,HR表示热轧产品。数字1.2.3表明钢等级成型水平。钢的等级将对应于化学及机械性能,如表1,表2和表3所示。第三个尾标(c)将被加于钢等级之后以确定低碳钢制作方法。光洁度类型,1个阿拉伯字母,将表明其为E(外置的)和U(非暴露的)。此外,未经过涂层的产品应有字母”uncoated”加于钢类型之后,光洁度之前。以上描述被集中使用以形成1个代码系统。用于工程零件图纸及制造工程文件的代码系统被描述在段落7中。1.范围本规范包含了对低碳连续浇铸钢的要求,并且适合于所有的低碳薄板钢产品及涂层基质。连续性热轧及冷轧平板产品应以卷板或薄板件形式出现。热轧平板产品通常厚度超过1.75毫米。这些平板产品经常被用于冷作及制作焊接管件。具备合适表面形式的冷作平板产品及表面光洁度应适合于表面镀层的应用(融化蘸浸或热喷涂,电镀,组织涂层及/或其他涂层)。本规范不适用于淬硬钢或条钢。其他要求或协议应由当地商家提出。(如GMNA,欧宝ITDC,GMdoBrazil,Halden,Fiat,etc)1.2替代规范的横向参考GMWOPELGMNAGMBFiatGMW2V-ST-CR1QS10`0Z0(QS`010ZK)GM6409M-CR1CMS.MC.1506.GradeCMFEP01TAB52806GMW2V-ST-CR2QS10`0Z0(QS`010ZK)GM6409M-CR2EMS.ME.1509.GradeEPFEP02TAB52806GMW2V-ST-CR3QS10`0Z0(QS`010ZK)GM6409M-CR3EMS.ME.1509.GradeEEPFEP04TAB52806GMW2V-ST-CR4QS10`0Z0(QS`010ZK)GM6409M-CR4EMS.ME.1500.GradeEEPFEP05TAB52806GMW2V-ST-CR5-GM6409M-CR5EMS.ME.1508.GradeIFFEP06TAB52806GMW2V-ST-HR0QS10`0Z0(QS`010ZK)GMW2V-ST-HR1QS10`0Z0(QS`010ZK)GM6409M-HR1NBR5906GradeCVFEP11TAB52807GMW2V-ST-HR2QS10`0Z0(QS`010ZK)GM6409M-HR2NBR5906GradeEPFEP12TAB52807GMW2V-ST-HR3QS10`0Z0(QS`010ZK)GM6409M-HR3NBR5906GradeEPAFEP13TAB52807注1:见章节1(代码系统解释)注2:见偏差GMEurope(Fiat)1.3标记不适用1.4典型运用由低碳钢产品组成的条状金属零件及涂层低碳钢基质GMW2通用全球工程标准2参考注:除有其他说明,应适用最新经认可的标准。2.1常用ASTMA307ASTMA751
ASTME112ASTME45DIN1614-2DIN50602EN10002-1EN100048EN10049EN10130ISO10113ISO10275ISO11014-1JISB0610JISB0651JFSA1001JFSA2001NBR59062.2通用9984001B0401270B0401271EMS9310015EMS.ME.1508GM6180MGM6409MGM9920PGMW11GMW8GMW3001GMW3059GMW3224Opel105QS1010Z0QS90002.2其他EN10048协议(德国钢铁协会)SEP1940德国钢铁程序,用于测试薄金属的表面粗糙度VDA规范230-201预润滑3.要求以下章节确定了在循环周期内,对材料的发送,加工。性能及其他状态的特定要求。在规范的最后,列举了GMAO商家的不同要求。对于GME,一旦产生争议,将可使用相应的欧洲标准及欧洲规范3.1发送要求3.1.1化学要求3.1.1.1基体金属基于产品分析ASTMA751得到的基体金属成分应遵守表1的要求及/或供方和需方达成的协议。参考表4,偏差分热轧等级的化学成分。其他要求及约束条款将由区域集中成分分析组织根据用途来提供(如:GMNA,MFDEnginerring,GMEurope,GMAO-LatinAmerica,orGMAOAsianPacificresponsiblemanufacturingengineering)。表1:化学成分(注1)标号GMW2M-ST-S(注2)元素单位CR1,HR0CR2,CR3,HR1,HR2,HR3HR4HR5(注3)碳%乘以质量最大0.13最大0.10最大0.08最大0.020锰%乘以质量最大0.60最大0.50最大0.40最大0.25磷%乘以质量最大0.035最大0.025最大0.025最大0.020硫%乘以质量最大0.035最大0.020最大0.020最大0.020铝%乘以质量最大0.015最大0.015最大0.015氮%乘以质量最大0.08注1化学成分基于产品分析注2当需要最小碳成分为0.015%或0.0003硼时,需加字母”c”注3钛,铌及其他合金能加入组合中,用于全面稳定产品。稳定产品应被报告。注4含碳量小于0.015%的热轧等级必须含有至少0.0003%的硼。注5总的含铝量(合成的或自由状的)3.1.1.2表面处理。有1个标记润滑的涂层产品应满足9984001,EMS9310015或B0401270/B0401271,及VDA规范230-201预润滑及预涂层。通用全球工程标准GMW23.1.2机械要求。
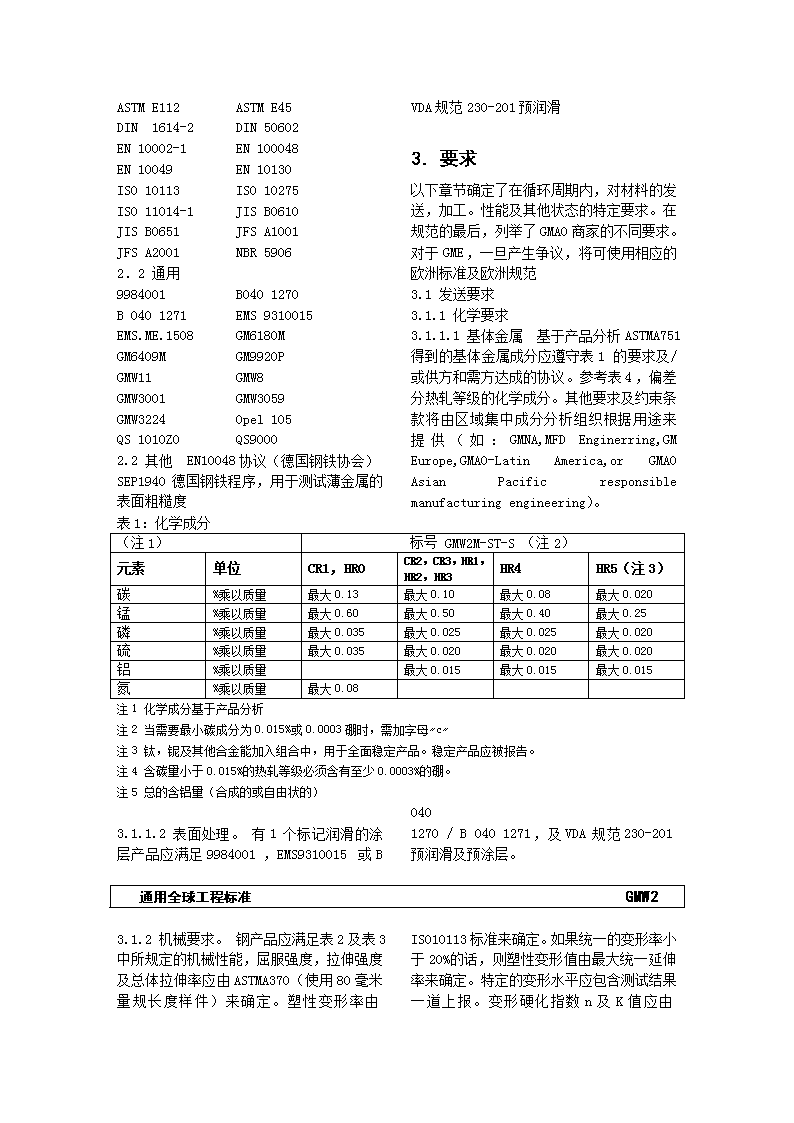
钢产品应满足表2及表3中所规定的机械性能,屈服强度,拉伸强度及总体拉伸率应由ASTMA370(使用80毫米量规长度样件)来确定。塑性变形率由ISO10113标准来确定。如果统一的变形率小于20%的话,则塑性变形值由最大统一延伸率来确定。特定的变形水平应包含测试结果一道上报。变形硬化指数n及K值应由ISO1025标准来确定。其他一些更进一步的细节情况(有关产品或实验标准)将被讨论。变形硬化指数n及K值将被确定在10%~20%变形之间,当总体延伸率小于20%时,延伸端P可为10%。特定的试验方法应由相关的中央成型分析组织(如GMNA-MFDEngineering,等)来选择。测试结果将于特定的变形范围一起上报。对于EN1002-1中所指的拉伸试验而言,如有可能的话,仅使用横向测试样件。在轧制方向上,仅允许使用宽度小于300毫米的平板测试样件。对于ISUZU冷轧和热轧机械性能而言,可以分别参考表6和表7中变形部分内容。表2冷轧薄钢和冷轧基质,机械性能标号GMW2M-ST-S性能单位CR1CR2CR3CR4CR50.2%偏移处的屈服强度Mpa140…280140…240140…210140…180110…180拉伸强度Mpa270…410270…370270…350270…330260min总延伸率(50mm内)%不需要34min38min40min42min80mm内总延伸率%28min34min38min40min40min50mm内总延伸率(JISZ2201#5)%不需要37min41min43min45minRm-不需要不需要1.5min1.6min1.7minRgo-不需要1.3min1.5min1.9min1.9minN值-不需要0.16min0.18min0.20min0.22min原文看不清,无法翻译GMW2通用全球工程标准表3热轧薄板钢及热轧基质,机械性能标号GMW2M-ST-S性能单位HR0HR1HR2HR30.2偏差量时的屈服强度Mpa240…350210…350180…290180…260
拉伸强度Mpa310min310…430270…400270…38050mm内总延伸率%26min30min34min38min80mm内总延伸率%22min26min30min34min50mm内总延伸率%N/R33min39min42minN值%0.12min0.14min0.16min0.18min原文看不清,无法翻译3.1.3物理要求3.1.3.1材料厚度及公差。详细的工程图纸/电子数据文档特定了厚度及公差。标准GMW3224M中列出了不同厚度及强度水平的公差要求。3.1.3.2表面要求3.1.3.2.1表面情况。其他的局部要求在差异章节中详述。3.1.3.2.2表面质量。根据买卖双方协商的协议,钢产品表面应没有协议中禁止出现的表面缺陷.对于非暴露面,一些不影响成型或表面涂层使用的缺陷,如微孔,较轻的标印,小记号,细小疤痕,轻微颜色等是被允许存在的。而外露面则应去除那些可能会影响整体涂层或电镀层外表的缺陷。其他表面上的要求应至少不低于外露面及非外露面的要求。还有一些应用实践中要求钢产品的两个面都应达到外露面的缺陷要求。详细的规定将由有关的成型分析组织(如GMNA-MFDEngineeringMPSSheet,GMresponsiblemanufacturingormetallurgicalengineeringdocumentect)。3.1.3.3显微组织要求3.1.3.3.1粒度尺寸通过分析,当按照ASTM112标准测试时,粒度尺寸应与薄型钢的厚度一致。粒度尺寸应为b号或更精细,以保持于薄钢板厚度一致。3.1.3.3.2杂质两种可选择的方法均可选用。当地组织应有一个协议,关于下面2种方法结构可使用的协议。方法A:根据标准ASTME45,方法D,板III,100X杂志,应不能超过细密度2.0及重量2.0方法B:根据欧宝105(DIN50602)技术M:分析后,杂质不得超过尺寸指数23.1.4其他要求3.1.4.1标记除有其他特别规定,标记应标在全抛光卷板的非外露面上及卷板的外侧上。标记应得到买卖双方的同意,标记所使用的墨水应可被采购方按其需要清除掉。通用全球工程标准GMW23.1.4.2其他要求其他要求中例如产品外形和尺寸公差,检测单位,测试次数,抽样实验条件,重新试验,检查文件,包装,及争议的处理等均需通过供应商及当地商家认可。3.2工艺要求3.2.1化学要求不适用3.2.2机械要求不适用3.2.3物理要求不适用3.2.4其他要求
3.2.1.1焊接本标准中所提供的钢产品应适合于用一般焊接方法进行焊接3.2.1.2卷材的焊缝如果冷轧材料的焊缝被当地制造工程部门认可的话,则应考虑以下限制因素对于冷轧压缩卷板而言,有热轧卷板加工工艺生产出的酸洗焊缝是允许的,没有任何限制因素。在冷轧压缩卷材上的焊缝被允许与冲孔一道来检查焊接并在冲压前被去除掉;这些应避免出现在零件上。对于有外露面的冷轧压缩卷材而言,焊缝是被允许的,并可用钻孔来标识。对于有非外露面的冷轧压缩卷材而言,除非得到当地组织的允许,否则焊缝是不被允许的。热轧卷材焊缝是不被允许的。3.2.1.3拉伸应变所有产品去除拉伸应变6个月。所有非外露产品应去除经买卖双方认可的拉伸应力。3.2.1.4二次工作脆性在非常特殊的条件下,在一些间质平展钢产品中,可能会发生二次工作脆性。对于含碳量少于0.015%的任何钢产品而言,都需要进行二次工作脆性试验。所有规范中涉及的材料都应避免产生二次工作脆性。在产品认可时及首批产品航运时,必须使产品达到所要求的规定,除非购买方有其他要求。3.2.1.5其他工艺除有其他说明,热轧产品将被进行酸洗及油浸过程。产品也可切口边,回火轧,成型润滑或拉伸工艺,以上工艺需经买卖双方认可。冷轧产品可经切口或磨边,由当地组织确定,产品也可经过其他工艺,例如特殊的表面处理,如成型润滑或拉伸等经过买卖双方认可的工艺过程。3.3性能要求子章节中不能适用3.4加工循环中的其他阶段要求3.4.1化学要求应作些必要的准备以清除额外的某些元素如废渣及加工过程中可能会损坏成品件的再利用能力的某些材料。3.4.2机械要求不适用3.4.3物理要求不适用3.4.4其他要求不适用4加工工艺不适用5规则及控制5.1用于本标准的所有材料都必须满足GMW3001的要求,即材料规范中规则及控制标准。5.2用于本标准中的所有材料都必须遵守GMW3059的要求,即对于零件而言,严格限制和可申报的基质。5.3GMW3001其他5.3.1质量要求供应商应制订除符合QS9000标准要求的质量过程控制程序以便证明其产品符合所有规范的要求。对于船运即按本规范要求需要提交的数据将由当地制造商决定。GMW2通用全球工程标准6.被认可供应商本规范供应商的认可由GMNA薄型金属专家小组对GMNA负责执行,GMB由材料工程部门负责,其他地区由经认证的部门负责。经认可的GMNA供应商名称可在在线MATSPC系统上得到,并可经相关中央成型分析组织或购买部门认可用于其他地区。7.代码系统用于工程零件图上的GMW薄型钢规范代码系统应使用由材料标识钢产品类型即表面质量等信息组成的一个专门名称。用于制造工程文件上的GMW薄型钢规范代码系统也应该由材料组织,钢产品类型即表面质量构成,但
需要额外增加一个字来标识钢成型性等级。材料标识由响应的GMW基底金属材料规范确定,该规范遵从GMW规范数字系统。钢产品标识明确了用于基底金属的薄型钢型号(如CR是冷轧钢,HR表示热轧钢)。表面质量被用来指定为E(外露)或U(非外露)状态。对于镀层而言,可参考GMW8M-ST-S热浸镀锌涂层及GMW11M-ST-S电镀涂层。用于制造工程文件上的薄型钢代码系统也应由材料标识,钢产品型号及表面质量来组成,但额外需增加一个数字用于标识钢成型性等级。本材料规范可在其他文件,图纸,VTS,CTS等作参考,如下:7.1.1用于未涂层低碳钢的未涂层代码规范:GMW2M-ST-SCRUNCOATEDE(NOTE1)这里GMW=通用全球2=顺序号M=材料型号ST=种类S=子种类GMW2M-ST-S=材料标识(基底金属规范)CR=产品类型UNCOATED=未涂层基质标识E=表面质量(3.1.3.2.1章节)注1:如果钢产品型号及/或表面质量未被产品工程指定,那么必须由制造工程部门指定通用全球工程标准GMW27.1.2用于未涂层低碳钢的制造工程文件代码示例GMW2M-ST-SCR3UNCOATEDE(注1)这里:GMW=通用全球2=顺序号M=材料型号ST=种类S=次种类GMW2M-ST-S=材料标识(基底金属规范)CR=钢产品型号3=钢产品成型等级UNCOATED=未涂层基质标识E=表面质量(3.1.3.2.1章节)
7.2热镀锌涂层低碳钢的工程零件图纸代码示例7.2.1用于热镀锌涂层低碳钢的工程零件图纸代码示例GMW2W-ST-SCRHD70G70GU(注1)这里:GMW=通用全球(GM全球)2=顺序号M=材料类型:金属ST=种类:钢S=次种类:薄型钢GMW2M-ST-S=材料标识(基底金属规范)CR=钢产品型号HD70G70GU=涂层标识U=表面质量(3.1.3.2.1章节)7.2.2用于热镀锌涂层低碳钢的制造工程代码示例GMW2M-ST-SCR3HD70G70GU(注1)这里:GMW=通用全球(GM全球)2=顺序号M=材料类型:金属ST=种类:钢S=次种类:薄型钢GMW2M-ST-S=材料标识(基底金属规范)CR=钢产品型号3=钢产品成型等级HD70G70GU=涂层标识U=表面质量(3.1.3.2.1章节)GMW2通用全球工程标准7.3电镀低碳钢代码示例7.3.1用于电镀低碳钢的工程零件代码示例GMW2M-ST-SCREG60G60GE(注1)这里:GMW=通用全球(GM全球)2=顺序号M=材料类型:金属ST=种类:钢S=次种类:薄型钢GMW2M-ST-S=材料标识(基底金属规范)CR=钢产品型号EG60G60G=涂层标识E=表面质量(3.1.3.2.1章节)7.3.2电镀层低碳钢制造工程代码示例GMW2M-ST-SCR3EG60G60GU(注1)
这里:GMW=通用全球(GM全球)2=顺序号M=材料类型:金属ST=种类:钢S=次种类:薄型钢GMW2M-ST-S=材料标识(基底金属规范)CR=钢产品型号3=钢产品成型等级EG60G60G=涂层标识U=表面质量(3.1.3.2.1章节)8.发布与修订8.1发布本规范首次发布于1998年5月。本标准由GMNA薄型金属专家小组及GMIO材料工程专家首次发布。GMNA,OPELITDC,GMB,DeltaMotors,及HoldenLtd.于98年5月认可本标准。8.2修订修订日期内容A2000/8修订A处本文件对ISUZU及Saab有效//重复章节2.1,2.2,3.1.1.1,3.1.2,3.1.3.1,3.1.3.2.1,3.2.4.4,5//表2:删去注1//表3:删去注5,6及更改屈服强度HRC1为210-320Mpa,更改拉伸强度HRC1为310Mpa//增加HRO等级//附录A:删去//差异:增加偏差刻度GM-北美,重做表5和表6(GM)。B2000/8B处更改为2001年12月//重写下列章节:1.1,1.2,2.2,3.1.2,3.2,4.3,3.2.4.4,3.1.3.2.1,3.2.4.4,1.7.2,7.3,表1,表2和表3及偏差章节通用全球工程标准GMW2差异性对于那些未包含在本规范中的条款,应使用当地相应的标准及法规(北美,欧洲,拉丁美洲,亚太地区)3.1.1化学要求GMAO-亚太(ISUZU):化学成分应该满足表4(如下所示)的要求。表4:化学成分(注1)标识GMW2M-ST-S成分单位JHR1JHR2,JHR3
碳%乘以质量锰%乘以质量--磷%乘以质量最大0.050最大0.030硫%乘以质量最大0.050最大0.035铝%乘以质量--氮%乘以质量--硅%乘以质量--注1注2:看不清2.1.1.1基质金属GMAO-北美:CR1,MR0的氮含量应不超过0.012%GMAO-拉丁美洲:参考EMS,ME,15082.1.1.2表面处理GMAO-亚太(ISUZU):参考子条款6,JFSA1001,JFSA2001。2.1.2机械要求GMAO-北美:表2:买卖双方可能会协商一个较低的值GMAO-欧洲:表3:屈服及拉伸强度值应适合于(2-8)mm的厚度的产品。如7.7.1和7.7.2章节,DIN1614-2中所示。更高或更低的厚度值以及其他发送条件下的值(见标准DIN1614-2.章节7.7.3中),在订购时也可能被同意。GMAO-欧洲(OPEL):表2:镀锌及热浸涂层产品的最小总延伸应在80毫米量规长度上减少2%。GMAO-欧洲(Fiat):表3:等级3屈服强度280Mpa(最大值)。GMW2M-ST-S-CR5的机械性能要求应满足表5所示Fiat等级的性能要求。GMW2通用全球工程标准表5:FiatFEP06机械性能要求(注1)性能单位FEP06偏差0.2%时的屈服强度Mpa140…180(注)拉伸强度Mpa250…35080毫米内总拉伸%最小38rm-最小1.8N值-0.22注1:纵向及横向上的参数有效注2:对于那种不能表示出明确屈服点和较低屈服应力的产品,屈服应力值应为屈服点的0.2%,当标定公
称厚度小于0.7毫米并大于0.5毫米时,最大屈服应力值增加至20Mpa,小于0.5毫米的厚度,其值增加至40Mpa。注3:对于新项目而言,最小值为120Mpa。注4:当特定名义厚度值小于0.7毫米大于0.5毫米时,最小拉伸值则减少2单位,对于厚度小于0.5毫米而言,最小值应被减少4个单位。注5:计算(ro+r90+2*r45)/4,对于厚度值大于1.4毫米及/或镀锌层产品而言,该值可以等于0.2%.注6:r90值仅适用于厚度大雨等于0.5毫米的产品。当厚度大于2毫米及/或ZnNi及/或镀锌层时,r90值被减少0.2GM-亚太(ISUZU):一般而言,屈服应力值应用于0.2&屈服点上。如果屈服应力不能被轻易地看出,则该值将是高于屈服应力的。机械性能应满足下列表6和表7中的内容。表6:冷扎薄钢及冷扎基质,机械性能标识GMW2M-ST-S性能单位JCR3JCR4JCR50.2%偏移处屈服强度Mpa120…220120…220100…170拉伸强度Mpa最小270最小270最小26050毫米内总拉伸%最小39组削1最小4850毫米内总拉伸(住1,2,4)%最小42最小44最小4880毫米内总拉伸%---Rm-最小1.2最小1.4最小1.8R90----N值-0.220.230.24注1:对“J“级,厚度按JSH标准。注2:该值应用于厚度为(0.8-1.0)毫米的产品。注3:当特定名义厚度值小于3.2毫米并大于1.0毫米时,拉伸的最小,最大值被减少10Mpa,对厚度大于0.4毫米但小于0.8毫米的值被增加10Mpa。注4:当特定名义厚度大于0.6毫米但小于0.8毫米时,拉伸最大及最小值被减少1单位,对于厚度大于1.0毫米但小于1.2毫米的则增加1个单位,大于1.2毫米小于1.6毫米的增加2个单位。注5:n值-“J“级值可参考。通用全球工程标准GMW2表7:热扎薄型钢及热扎基质材料,机械性能(注1)标识GMW2M-ST-S性能单位JHR1JHR2JHR30.2%偏差点屈服强度Mpa180…310180…290150…260拉伸强度Mpa最小270最小270最小27050毫米内拉伸强度%最小33最小34最小3850毫米内拉伸强度(注2,3,4)%最小37最小39最小4280毫米内总拉伸长度%-最小30-总拉伸长度L0=5.65(S0)1/2%-最小34-N值(注5)-(0.16)0.16(0.17)
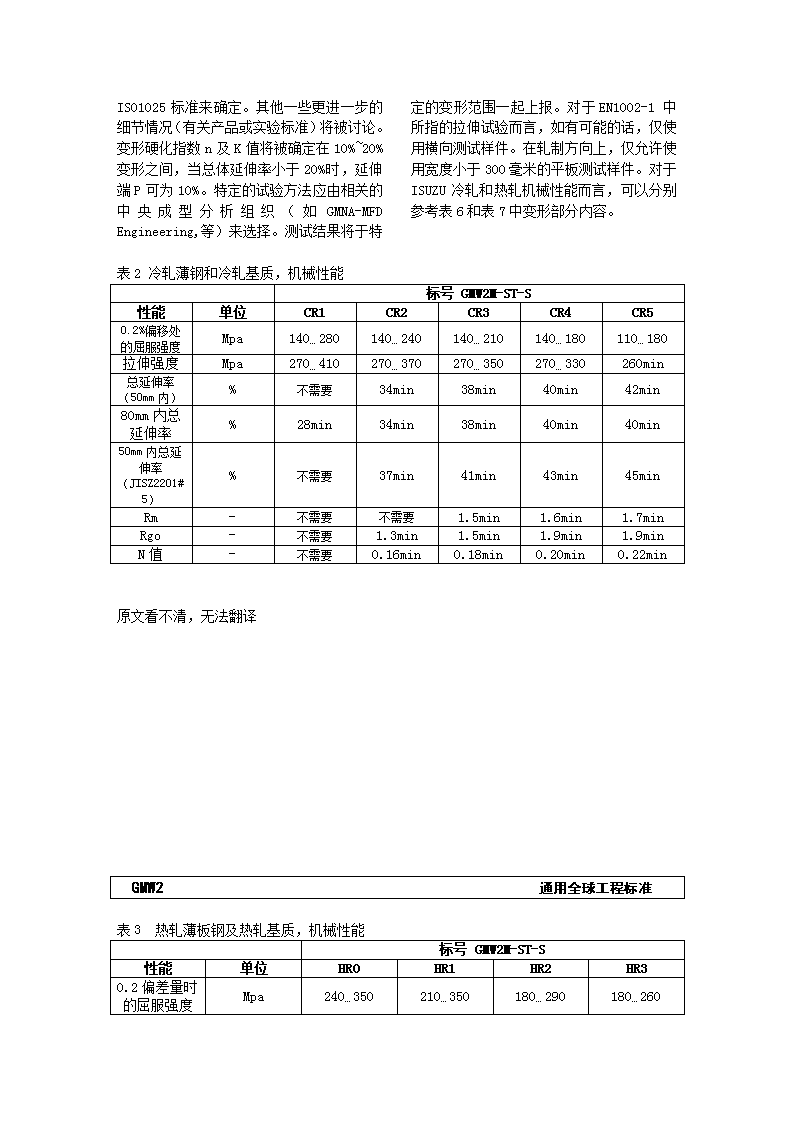
注1:当特定名义厚度小于6.3毫米但大于3.2毫米时,最大及最小延伸增加1个单位。对于厚度大于6.3毫米的值应增加2个单位,小于2毫米大于1.6毫米的减小1个单位。注2:对“J“级,厚度按JSH标准。注3:该值应用于厚度为(2-3.2)毫米的产品。注4当特定名义厚度值小于6.3毫米但大于3.2毫米时,屈服应力的最大,最小值减少10Mpa,对于厚度大于6.3毫米的值被减少20Mpa,小于2.0毫末但大于1.6毫米的则增加10Mpa.注5:n值-“J“级值做参考。GMW2通用全球工程标准GM-拉丁美洲:参考EMS,ME,1508。冷扎产品应满足最小爱氏修正试验深拉伸值。如下图1所示。
图1:深拉伸爱氏试验最小值曲线3.1.3.1材料厚度及公差GM-亚太(ISUZU):日本热扎平直钢产品通常厚度大于1.6毫米。3.1.3.2.1表面状况GM-北美:参考GM6180MGM-拉丁美洲:参考EMS,ME。1508GM-亚太(ISUZU):参考JFSA1001,次第6款。对于所有外露面的冷扎钢应按JISB0651测试并满足JISB0610的要求。表面光洁度可分为(B)光亮,(C)一般(D)粗糙。一般情况下,冷轧产品应具备(C)级光洁度。3.1.3.2.2表面质量GM-北美:参考GM6180MGM-拉丁美洲:参考EMS,ME,15083.1.3.1.1粒度表示GM-拉丁美洲:对于冷扎产品而言,粒度应为7号或更细;对热扎产品而言,粒度应为6号或更细。GM-亚太(ISUZU):对于任何材料而言不指定粒度大小,杂质参考次条款JFSA1001中14.2及JFSA2001。3.1.3.3.2杂质GM-亚太(ISUZU):杂质参考2001版JFSA1001中14.2版通用全球工程标准GMW23.1.3.3.1拉伸变形GM-亚太(ISUZU):日本的冷轧非时效型钢产品应保持免于拉伸变形12个月。日本冷扎时效型钢产品应保持免于拉伸3个月。对于日本热扎产品,则没有规定此项要求。
'
您可能关注的文档
- 水利水电工程标准施工招投标文件技术标准和要求2009年版100731
- kv××线路(侧路)保护新建工程标准化作业指导书
- 合区2016年水利工程标准化标志标牌工程项目公开招标采购
- 某高速公路工程标准施工招标技术规范(463页)_secret
- 聚氨脂涂膜屋面防水工程标准.doc
- 装修工程标准合同模板-[办公室类]
- word)-花样年地产集团施工图设计技术指引手册(55页)-工程标准
- 浅析输变电工程标准工艺现场管控
- 输变电工程标准工艺设计应用图册[2014版]p
- 绿城精装修工程标准口径
- 交投集团隧道工程标准化施工工艺工法
- 建筑智能系统工程标准工程施工设计方案
- 【管理精品】工程标准指南
- 漳浦港城大道一期巷内隧道及连接线工程标准化方案
- 变电所工程标准工艺施工实施细则
- 江门市房屋建筑和市政工程标准设计施工总承包招标文件应用
- 江苏商务220kv变电站工程标准工艺实施策划
- 浙江省高速公路建设工程标准化工地建设年度评比打分表