


- 1.18 MB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
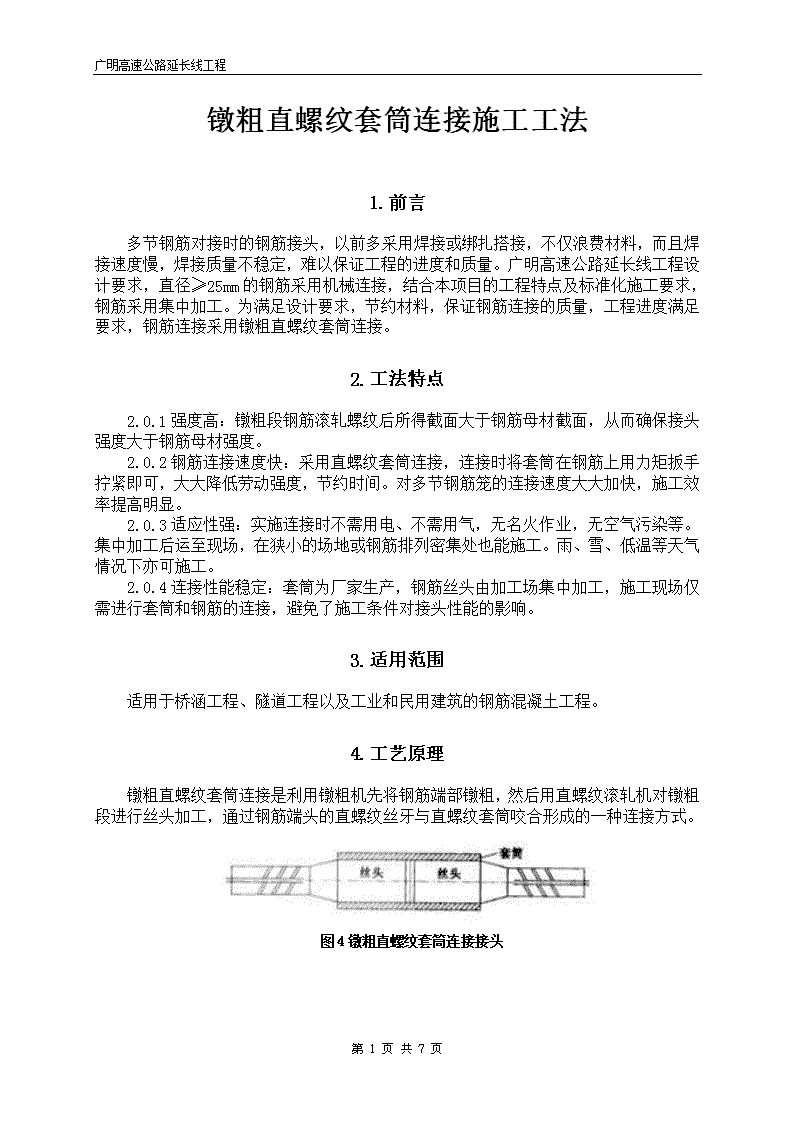
'广明高速公路延长线工程镦粗直螺纹套筒连接施工工法1.前言多节钢筋对接时的钢筋接头,以前多采用焊接或绑扎搭接,不仅浪费材料,而且焊接速度慢,焊接质量不稳定,难以保证工程的进度和质量。广明高速公路延长线工程设计要求,直径≥25mm的钢筋采用机械连接,结合本项目的工程特点及标准化施工要求,钢筋采用集中加工。为满足设计要求,节约材料,保证钢筋连接的质量,工程进度满足要求,钢筋连接采用镦粗直螺纹套筒连接。2.工法特点2.0.1强度高:镦粗段钢筋滚轧螺纹后所得截面大于钢筋母材截面,从而确保接头强度大于钢筋母材强度。2.0.2钢筋连接速度快:采用直螺纹套筒连接,连接时将套筒在钢筋上用力矩扳手拧紧即可,大大降低劳动强度,节约时间。对多节钢筋笼的连接速度大大加快,施工效率提高明显。2.0.3适应性强:实施连接时不需用电、不需用气,无名火作业,无空气污染等。集中加工后运至现场,在狭小的场地或钢筋排列密集处也能施工。雨、雪、低温等天气情况下亦可施工。2.0.4连接性能稳定:套筒为厂家生产,钢筋丝头由加工场集中加工,施工现场仅需进行套筒和钢筋的连接,避免了施工条件对接头性能的影响。3.适用范围适用于桥涵工程、隧道工程以及工业和民用建筑的钢筋混凝土工程。4.工艺原理镦粗直螺纹套筒连接是利用镦粗机先将钢筋端部镦粗,然后用直螺纹滚轧机对镦粗段进行丝头加工,通过钢筋端头的直螺纹丝牙与直螺纹套筒咬合形成的一种连接方式。图4镦粗直螺纹套筒连接接头第7页共7页
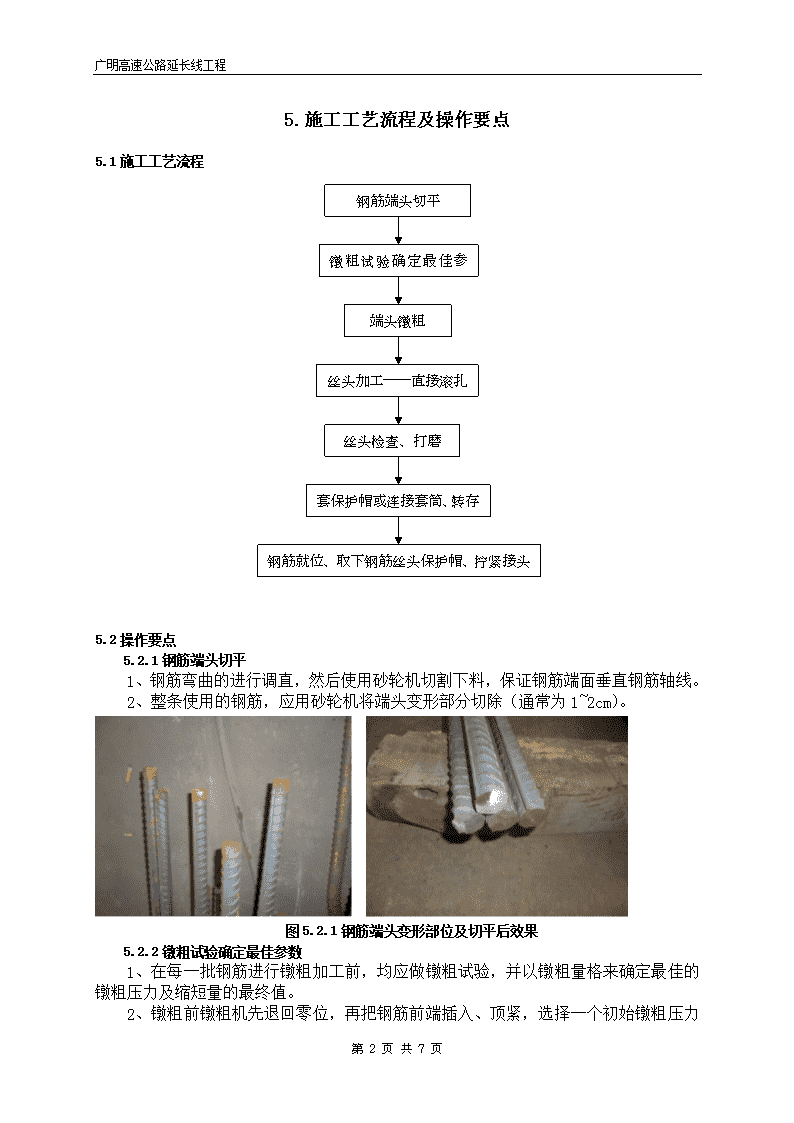
广明高速公路延长线工程5.施工工艺流程及操作要点5.1施工工艺流程钢筋端头切平镦粗试验确定最佳参数端头镦粗丝头加工——直接滚扎丝头检查、打磨套保护帽或连接套筒、转存钢筋就位、取下钢筋丝头保护帽、拧紧接头5.2操作要点5.2.1钢筋端头切平1、钢筋弯曲的进行调直,然后使用砂轮机切割下料,保证钢筋端面垂直钢筋轴线。2、整条使用的钢筋,应用砂轮机将端头变形部分切除(通常为1~2cm)。图5.2.1钢筋端头变形部位及切平后效果5.2.2镦粗试验确定最佳参数1、在每一批钢筋进行镦粗加工前,均应做镦粗试验,并以镦粗量格来确定最佳的镦粗压力及缩短量的最终值。2第7页共7页
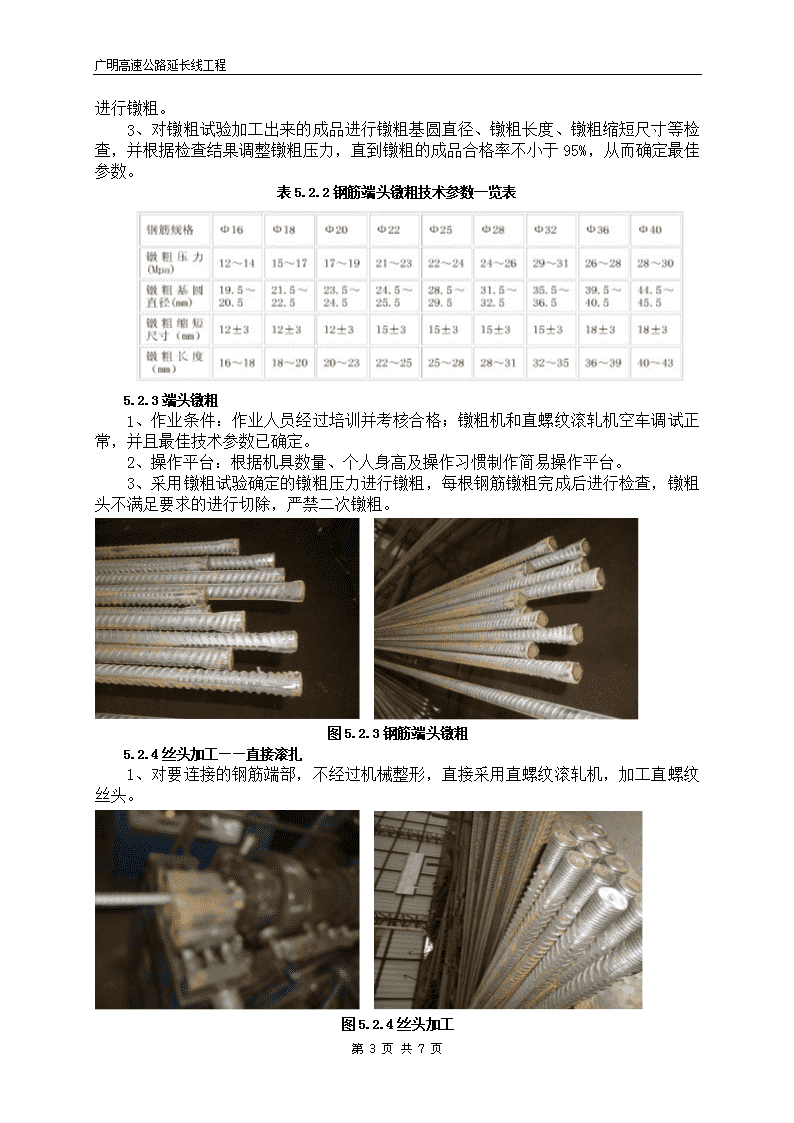
广明高速公路延长线工程、镦粗前镦粗机先退回零位,再把钢筋前端插入、顶紧,选择一个初始镦粗压力进行镦粗。3、对镦粗试验加工出来的成品进行镦粗基圆直径、镦粗长度、镦粗缩短尺寸等检查,并根据检查结果调整镦粗压力,直到镦粗的成品合格率不小于95%,从而确定最佳参数。表5.2.2钢筋端头镦粗技术参数一览表5.2.3端头镦粗1、作业条件:作业人员经过培训并考核合格;镦粗机和直螺纹滚轧机空车调试正常,并且最佳技术参数已确定。2、操作平台:根据机具数量、个人身高及操作习惯制作简易操作平台。3、采用镦粗试验确定的镦粗压力进行镦粗,每根钢筋镦粗完成后进行检查,镦粗头不满足要求的进行切除,严禁二次镦粗。图5.2.3钢筋端头镦粗5.2.4丝头加工——直接滚扎1、对要连接的钢筋端部,不经过机械整形,直接采用直螺纹滚轧机,加工直螺纹丝头。图5.2.4丝头加工第7页共7页
广明高速公路延长线工程2、丝头加工时使用水性润滑液,不得使用油性润滑液。5.2.5丝头检查、打磨1、丝头中径、牙型角及丝头有效长度满足要求。用专用的螺纹环规检查,环通规应能顺利旋入,环止规旋入长度不超过3P。2、外观质量:丝头表面不得有损坏及锈蚀。3、外形质量:丝头的有效螺纹数量不少于1/2连接套筒长度;牙型宽度大于0.3P的不完整螺纹累计长度不超过两个螺纹周长。4、用手持式砂轮机打磨钢筋丝头,保证丝头端头平滑。图5.2.5钢筋丝头打磨平整5.2.6套保护帽或连接套筒、转存1、检验合格的丝头,套上专用保护帽或者连接套筒进行保护,防止螺纹被磕碰或者污染。2、按规格进行堆放,上盖下垫。5.2.7钢筋就位、取下钢筋丝头保护帽、拧紧接头1、将需要连接的钢筋就位,逐一取下丝头保护帽。图5.2.7桩基钢筋笼制作及施工现场准备直螺纹套筒连接2、将连接套筒对正一端钢筋中线旋入,用手拧至拧不动为止,再用扳手或管钳旋拧套筒;接着对正套筒中线旋入另一侧钢筋,用手拧至拧不动为止,再用扳手或管钳对钢筋旋拧。3、使用扭力扳手对钢筋接头进行拧紧力矩值检查。5.3劳动力组织表5.3劳动力组织情况表序号单项工程所需人数工作任务1管理人员1负责生产安排第7页共7页
广明高速公路延长线工程2技术人员1负责技术指导3钢筋下料2负责钢筋下料、钢筋变形端头切除4钢筋镦粗2操作镦粗机、检查镦粗头质量5丝头加工3操作直螺纹滚轧机、打磨丝头、检查丝头质量、套保护帽或连接套筒6钢筋连接3负责钢筋定位、用扭力扳手进行接头连接,检查拧紧街头的连接质量合计116、材料与设备表6.1主要材料序号材料名称规格及要求用途1钢筋《钢筋混凝土热轧带肋钢筋》GB1499--1998结构物钢筋加工3直螺纹套筒《钢筋机械连接技术规程》JGJ107、《镦粗直螺纹钢筋接头》JG163钢筋直螺纹套筒连接表6.2机具设备序号设备名称数量备注1砂轮切割机12镦粗机13直螺纹滚扎机14手持式打磨机15扳手26管钳27环通规18环止规19扭力扳手17、质量控制7.0.1质量控制标准《公路桥涵施工技术规范》JTG/TF50-2011《钢筋机械连接技术规程》JGJ107《镦粗直螺纹钢筋接头》JG1637.0.2连接套筒进场应具备产品合格证和套筒原材质量证明文件,螺纹牙型饱满,套筒表面不得有裂纹,表面及内螺纹不得有严重锈蚀及其他肉眼可见的缺陷。7.0.3连接套筒内螺纹的设计牙型,螺距及长度宜按照国家及行业标准有关规定执行。表7.0.3标准型连接套筒的基本参数第7页共7页
广明高速公路延长线工程7.0.4待连接钢筋端部若有弯曲,应在下料前进行调直,钢筋下料时才用砂轮机切割机切割,不得使用气割或冲剪下料。7.0.5钢筋接头拧紧后,用力矩扳手进行拧紧力矩值检查,并加以标记。表7.0.5滚扎直螺纹钢筋接头拧紧力矩值7.0.6直螺纹连接构件的混凝土保护层厚度宜符合《混凝土结构设计规范》GB50010中受力钢筋混凝土保护层最小厚度的规定,且不得小于15mm。连接件之间横向净距不宜小于25mm。7.0.7钢筋接头的现场检验和验收应满足《钢筋机械连接技术规程》JGJ107和《镦粗直螺纹钢筋接头》JG163中的规定。8安全措施8.0.1施工作业人员必须掌握本工艺的操作要领,并经“三级”安全教育后方能上岗。8.0.2镦粗设备、滚扎设备在检查及试运转合格后方准作业。8.0.3用电设备设三级保护,严格按用电安全规程操作。8.0.4严格按各种机械的使用说明与相关标准操作,防止机械伤害。9环保措施9.0.1按规程操作,尽量减少噪音及震动。9.0.2施工采用低角度照明,防止光污染。9.0.3机械润滑油等通过专设油池集中处理,不得直接排入下水管道或内河。9.0.4铁屑、配器工具等收集后送专门机构处理。第7页共7页
广明高速公路延长线工程10、效益分析10.0.1改善施工环境:采用焊接工艺焊接时会造成环境污染,对实施焊接的作业人员的健康带来不利影响,采用镦粗直螺纹套筒连接,改善了作业人员的工作环境,很多工序可以集中在加工场中完成,减少现场施工工作量。10.0.2加快施工进度:采用焊接工艺施工现场工作量大、劳动强度高,持续时间长。采用镦粗直螺纹套筒连接缩短了现场施工时间,大大加快了施工进度,一条桩基钢筋采用直螺纹套筒连接,时间仅为焊接的1/4。10.0.3接头质量有保障:镦粗直螺纹套筒连接的钢筋轴线能保持一致,钢筋受力均匀,等强连接的接头强度一般比母材强度高。11、应用实例广明高速公路其延长线工程,全线主要结构物包括白石大桥、龙珠大桥、长策岭中桥、罗丹大桥、大岭大桥、塘花大桥、洋吉塘中桥、社仔山隧道和两座互通内桥梁(更合东互通M匝道桥和更合东互通SK2+228直行高架桥)。至今每个结构物均在施工,其中桥梁桩基已经完成70%,工程中直径≥20mm的钢筋均采用镦粗直螺纹套筒连接,其方便、快捷、高效和可靠的优点,对于保证工程质量,降低工程成本,节能环保,文明施工等,都具有十分重大的意义,值得推广使用。第7页共7页'