


- 186.61 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
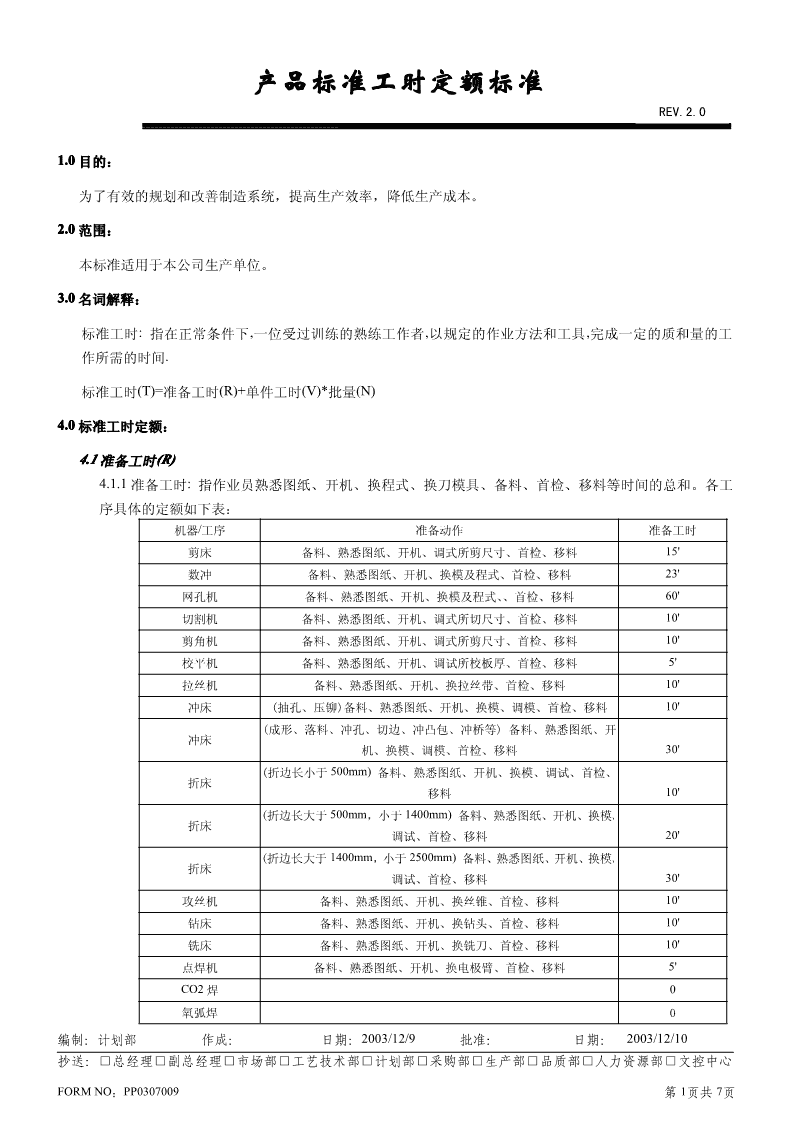
'产品标准工时定额标准REV.2.01.0目的:为了有效的规划和改善制造系统,提高生产效率,降低生产成本。2.0范围:本标准适用于本公司生产单位。3.0名词解释:标准工时:指在正常条件下,一位受过训练的熟练工作者,以规定的作业方法和工具,完成一定的质和量的工作所需的时间.标准工时(T)=准备工时(R)+单件工时(V)*批量(N)4.0标准工时定额:4.1准备工时(R)4.1.1准备工时:指作业员熟悉图纸、开机、换程式、换刀模具、备料、首检、移料等时间的总和。各工序具体的定额如下表:机器/工序准备动作准备工时剪床备料、熟悉图纸、开机、调式所剪尺寸、首检、移料15"数冲备料、熟悉图纸、开机、换模及程式、首检、移料23"网孔机备料、熟悉图纸、开机、换模及程式、、首检、移料60"切割机备料、熟悉图纸、开机、调式所切尺寸、首检、移料10"剪角机备料、熟悉图纸、开机、调式所剪尺寸、首检、移料10"校平机备料、熟悉图纸、开机、调试所校板厚、首检、移料5"拉丝机备料、熟悉图纸、开机、换拉丝带、首检、移料10"冲床(抽孔、压铆)备料、熟悉图纸、开机、换模、调模、首检、移料10"(成形、落料、冲孔、切边、冲凸包、冲桥等)备料、熟悉图纸、开冲床机、换模、调模、首检、移料30"(折边长小于500mm)备料、熟悉图纸、开机、换模、调试、首检、折床移料10"(折边长大于500mm,小于1400mm)备料、熟悉图纸、开机、换模、折床调试、首检、移料20"(折边长大于1400mm,小于2500mm)备料、熟悉图纸、开机、换模、折床调试、首检、移料30"攻丝机备料、熟悉图纸、开机、换丝锥、首检、移料10"钻床备料、熟悉图纸、开机、换钻头、首检、移料10"铣床备料、熟悉图纸、开机、换铣刀、首检、移料10"点焊机备料、熟悉图纸、开机、换电极臂、首检、移料5"CO2焊0氧弧焊0编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第1页共7页
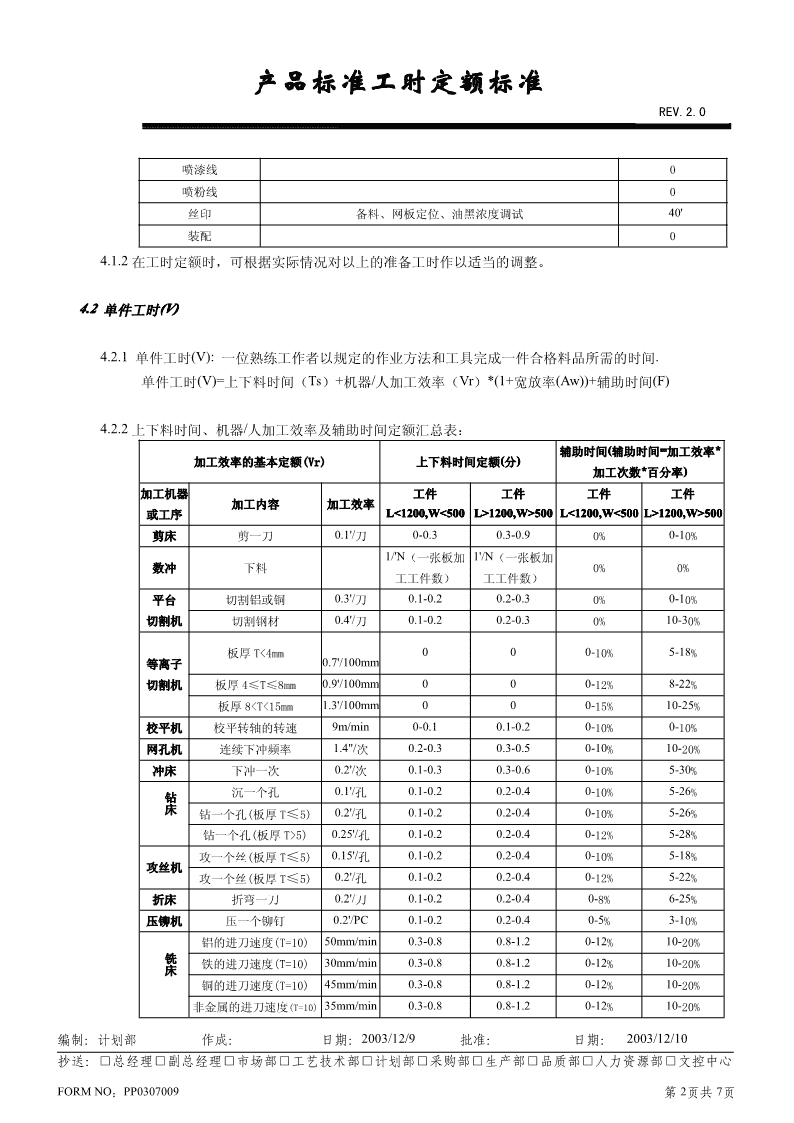
产品标准工时定额标准REV.2.0喷漆线0喷粉线0丝印备料、网板定位、油黑浓度调试40"装配04.1.2在工时定额时,可根据实际情况对以上的准备工时作以适当的调整。4.2单件工时(V)4.2.1单件工时(V):一位熟练工作者以规定的作业方法和工具完成一件合格料品所需的时间.单件工时(V)=上下料时间(Ts)+机器/人加工效率(Vr)*(1+宽放率(Aw))+辅助时间(F)4.2.2上下料时间、机器/人加工效率及辅助时间定额汇总表:辅助时间(辅助时间=加工效率*加工效率的基本定额(Vr)上下料时间定额(分)加工次数*百分率)加工机器工件工件工件工件加工内容加工效率或工序L<1200,W<500L>1200,W>500L<1200,W<500L>1200,W>500剪床剪一刀0.1"/刀0-0.30.3-0.90%0-10%1/"N(一张板加1"/N(一张板加数冲下料0%0%工工件数)工工件数)平台切割铝或铜0.3"/刀0.1-0.20.2-0.30%0-10%切割机切割钢材0.4"/刀0.1-0.20.2-0.30%10-30%板厚T<4mm000-10%5-18%等离子0.7"/100mm切割机板厚4≤T≤8mm0.9"/100mm000-12%8-22%板厚85)0.25"/孔0.1-0.20.2-0.40-12%5-28%攻一个丝(板厚T≤5)0.15"/孔0.1-0.20.2-0.40-10%5-18%攻丝机攻一个丝(板厚T≤5)0.2"/孔0.1-0.20.2-0.40-12%5-22%折床折弯一刀0.2"/刀0.1-0.20.2-0.40-8%6-25%压铆机压一个铆钉0.2"/PC0.1-0.20.2-0.40-5%3-10%铝的进刀速度(T=10)50mm/min0.3-0.80.8-1.20-12%10-20%铣铁的进刀速度(T=10)30mm/min0.3-0.80.8-1.20-12%10-20%床铜的进刀速度(T=10)45mm/min0.3-0.80.8-1.20-12%10-20%非金属的进刀速度(T=10)35mm/min0.3-0.80.8-1.20-12%10-20%编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第2页共7页
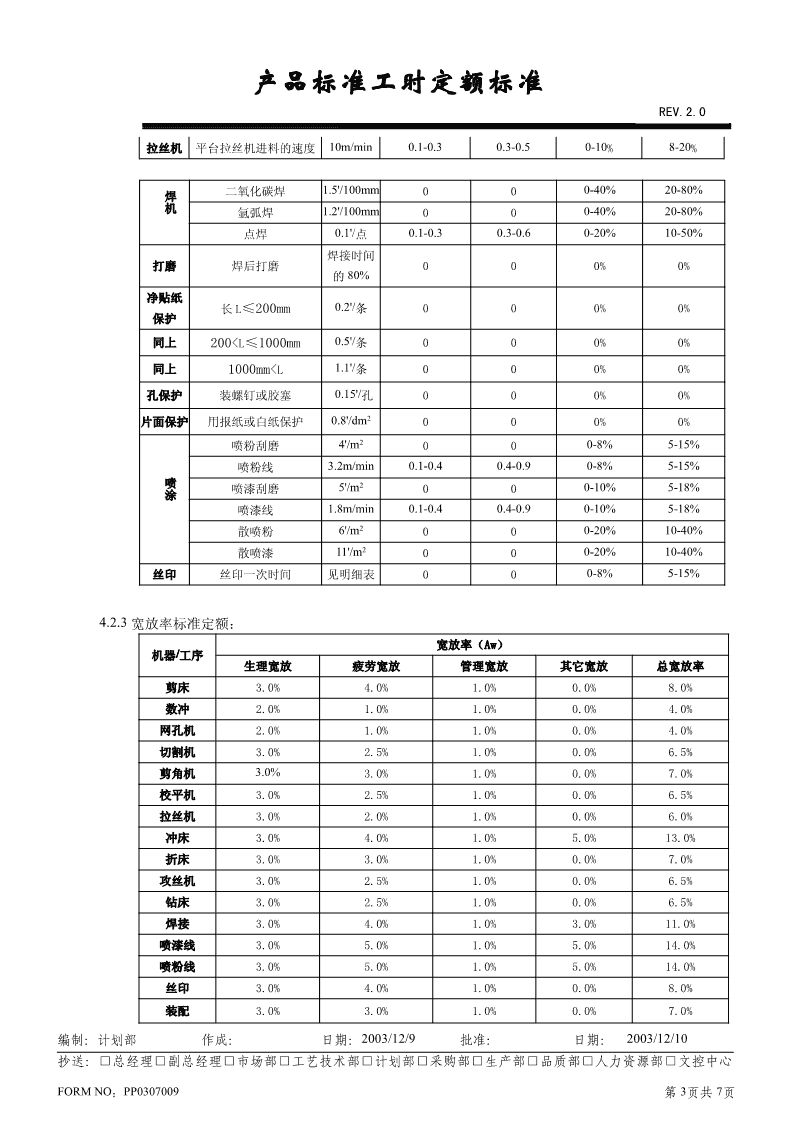
产品标准工时定额标准REV.2.0拉丝机平台拉丝机进料的速度10m/min0.1-0.30.3-0.50-10%8-20%二氧化碳焊1.5"/100mm000-40%20-80%焊机氩弧焊1.2"/100mm000-40%20-80%点焊0.1"/点0.1-0.30.3-0.60-20%10-50%焊接时间打磨焊后打磨000%0%的80%净贴纸长L≤200mm0.2"/条000%0%保护同上20015时,其单件工时(V)须乘以0.8系数;b.成形、落料、冲孔、切边、冲凸包、冲桥等:V=Ts+Vr*N*(1+Aw)+FN=下冲次数剪条料后落料的单件时间须乘以0.6系数;c.当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。4.2.4.6钻床:a.钻孔:V=Ts+Vr*N*(1+Aw)+FN=孔数当孔径D>6时,其加工效率(Vr)需乘以2。编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第4页共7页
产品标准工时定额标准REV.2.0b.沉孔:V=Ts+Vr*N*(1+Aw)+FN=孔数c.当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。4.2.4.7攻丝机:V=Ts+Vr*N*(1+Aw)+FN=孔数当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。4.2.4.8拉丝机:V=Ts+Vr*L*(1+Aw)+F(单面拉丝)V=Ts+Vr*L*(1+Aw)+F(双面拉丝)L=工件长度当料件长小于200mm,宽大于50mm时,其机床加工效率应乘以0.8系数。当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。4.2.4.9折床:V=Ts+Vr*N*(1+Aw)+FN=折弯刀数当料件长小于200mm,宽大于100mm时,其机床加工效率应乘以0.6系数。当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。4.2.4.10铣床:V=Ts+Vr*L*(1+Aw)+FL=走刀路线长度4.2.4.11二氧化碳焊/氩弧焊:V=Ts+Vr*L*(1+Aw)+FL=焊缝长度4.2.4.12点焊:V=Ts+Vr*N*(1+Aw)+FN=焊点数量4.2.4.13保护:a.贴纸保护:V=Ts+Vr*N*(1+Aw)+FN=保护贴纸条数b.孔保护:V=Ts+Vr*N*(1+Aw)+FN=孔数c.片面保护:V=Ts+Vr*S*(1+Aw)+FS=保护面积(dm2)d.拆保护时间等于保护时间的50%。4.2.4.14喷粉线:a.刮磨:V=Ts+Vr*S*(1+Aw)+FS=喷涂面积(m2)b.喷粉:喷粉线挂钩距为0.3m,设定一条线配置人数为9人,则有单件工时1V=*L*2*10*(1+Aw)+FVrL=工件长(m)4.2.4.15喷漆线编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第5页共7页
产品标准工时定额标准REV.2.0a.刮磨:V=Ts+Vr*S*(1+Aw)+FS=喷涂面积(m2)b.喷漆:喷漆线挂钩距为0.3m,设定一条线配置人数为9人,则喷平光或砂纹单件工时为:11V=*L*2*9*(1+Aw)*1.5+F=*L*27*(1+Aw)+FVrVrL=工件长(m)洒点单件工时为:11V=*L*2*9*(1+Aw)*1.5*1.5+F=*L*40*(1+Aw)+FVrVrL=工件长(m)4.2.4.16丝印:V=Vr*N*(1+Aw)+FN=丝印次数以下为丝印加工效率(Vr)表:(规格为L*W,单位为mm)工件规格200*200500*300以1000*5001500*6001500*600网板规格以下下以下以下以上在200*100以下1-2.5"1.5-3"2-4"2-5"3-5"在300*250以下1.5-3"2-4"2.5-5"3-6"5-8"在500*400以下—2.5-5"3-6"3.5-7"6-10"在500*400以上—3-6"3.5"4-8"10-15"当丝印次数大于2时,其单件工时(V)需乘以0.8系数。4.2.4.17装配:装配加工效率(Vr)基本定额如下:装配零件螺钉装配钣金件装其它零件包装检验辅助时间(E)组装类型(A)配(B)装配(C)(D)散件包装0.3-0.50.5-1.50.3-130%30-60%机箱组装0.4-0.81-20.8-1.520%50-90%机架组装0.6-1.21.5-31-210%80-120%在上表中:包装检验时间(Z)=(A*N1+B*N2+C*N3)*D辅助时间(F)=(Z+A*N1+B*N2+C*N3)*EN1=螺钉数量N2=钣金件数量N3=其它零件数量单件工时(V)=(Z+A*N1+B*N2+C*N3)(1+Aw)+F4.3相关规定4.3.1在对照图纸定额加工工时时,可根据加工的难度和复杂性对其单件工时作以适当的调整。编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第6页共7页
产品标准工时定额标准REV.2.04.3.2须将产品的总工时成本控制在销售价的3-7%在内。4.3.3关于工时统计:a.一种料品一次性转序低于5件的不给予准备工时。b.连续加工转序(即转序的间隔时间在一周以内)的产品一个工作单只给一次装备工时。5.0:相关表格5.1工时定额表(电脑资料)5.2工时反馈单编制:计划部作成:日期:2003/12/9批准:日期:2003/12/10抄送:□总经理□副总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□文控中心FORMNO:PP0307009第7页共7页'
您可能关注的文档
- 珠海门诊统筹定额标准优化模型
- 土地开发整理项目预算定额标准2005年标准
- 铁路工程预算定额标准说明
- 吉林省行业用水定额标准
- 土地开发整理项目预算定额标准(完整).pdf
- 从劳动定额发展谈劳动定额标准化管理1
- 装饰定额标准文献资料
- 内蒙-用水定额标准(新成果2)
- 基站外市电引入工程定额标准化设计研究
- 2012土地开发整理项目预算定额标准.pdf
- 《水利工程维修养护定额标准(试点)》(2010年修订稿)
- 2012年部门预算定额标准.doc
- 浙江水利工程维修养护定额标准
- DB53 T 168-2006 云南省用水定额标准.pdf
- 劳动部、国家体改委关于加强劳动定额标准工作的意见
- 2012年部门预算定额标准
- 湖南省2006消耗量定额标准(建筑装饰工程工程量计算规则)
- 推行劳动定额标准化促进企业科学发展