


- 1.76 MB
- 8页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'火泥熔接施工工法中铁十一局集团电务公司722电力项目部刘俊峰1、前言七二二所电力线路-3工程C标段工程为新建110kV特殊电力线路,施工范围为传输线P340~P502、接地网连接线以及接地网的敷设。在接地网的施工中,关键工序在于对铜棒的熔接,而传统的熔接方法与火泥熔接方法相比较而言,无论是在质量、外观、效益及安全等方面,火泥熔接施工更具有优势,已经逐步形成推广的趋势。本工法根据施工现场的实际操作,针对火泥熔接的工艺特点、适用范围、所使用的工器具、焊接流程、检验标准及人员配置进行了简明扼要的说明,对火泥熔接的施工有一定的指导性作用。2、工法特点2.1 外形美观一致 。2.2连接点是分子结合,没有接触面,更没机械压力,故不会松弛或腐蚀。2.3具有较大散热面积,通电流能力与导体相同。2.4 熔点与导体相同,能承受故障大电流冲击,不至熔断。2.5 操作简单,便于推广。3、适用范围火泥熔接法可熔接下列金属材料:普通钢铁、不锈钢、铜包钢、铸铁、镀锌钢铁、青铜、黄铜等。根据其适用的材质及特点,可用于以下方面:主变接地、设备和接地网的连接(如图3-1)、固定架构引下线的抱箍(如图3-2)、垂直接地极和水平主网的焊接、地网支线的焊接等。8
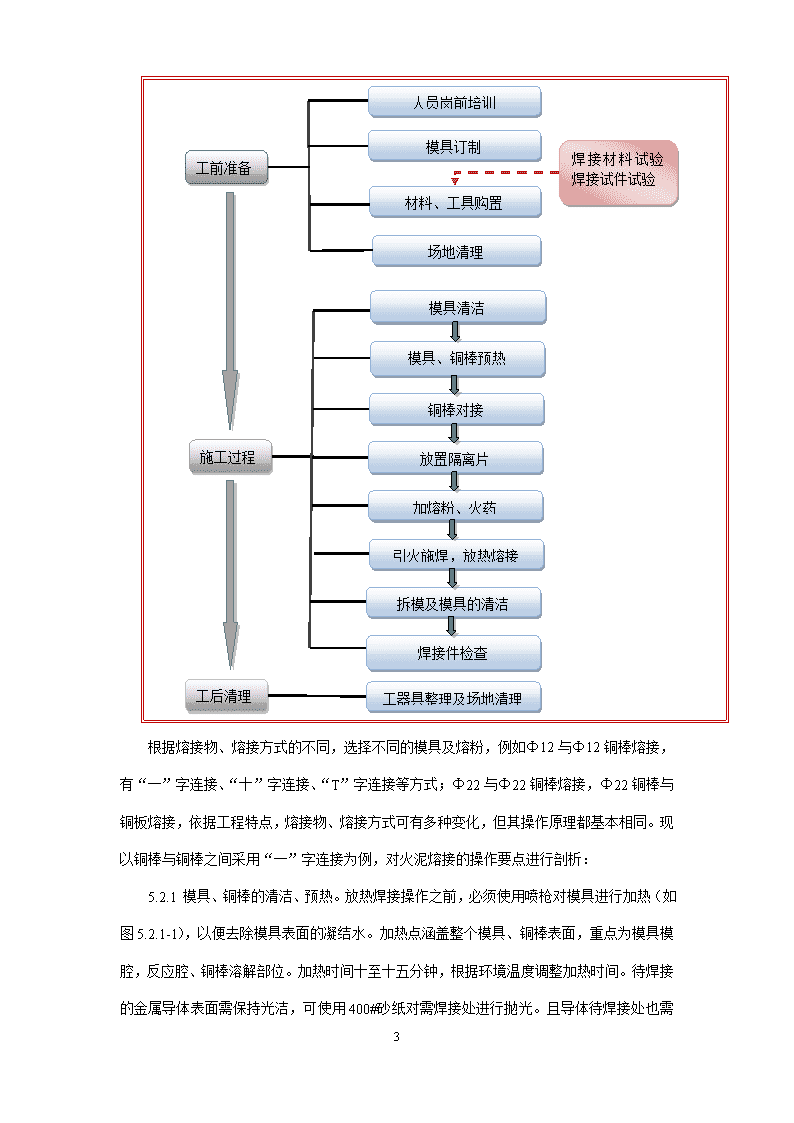
固定架构引下线的抱箍设备和接地网的连接图3-1图3-21、工艺原理火泥熔接是放热熔接的一种,是利用燃烧时的化学反应产生的超高热来完成熔接的方法。火泥熔接时的反应速度快到仅几秒种,产生的热量极高,能有效地传导至熔接部位,将两部分或多部分待接续的导体熔化成一体,形成对两部分或多部分导体的连接。2、施工工艺流程及工艺特点5.1工艺流程火泥熔接工法有其一整套完整的流程,包括工前准备、施工过程及工后整理三个大的方面,又分为13个小的方面,具体见图5.1-1火泥熔接施工工艺流程图。图5.1-1火泥熔接施工工艺流程图5.2火泥熔接施工操作要点8
人员岗前培训工前准备模具订制材料、工具购置场地清理焊接材料试验焊接试件试验施工过程模具清洁模具、铜棒预热铜棒对接放置隔离片加熔粉、火药引火施焊,放热熔接拆模及模具的清洁工后清理焊接件检查工器具整理及场地清理根据熔接物、熔接方式的不同,选择不同的模具及熔粉,例如Φ12与Φ12铜棒熔接,有“一”字连接、“十”字连接、“T”字连接等方式;Φ22与Φ22铜棒熔接,Φ22铜棒与铜板熔接,依据工程特点,熔接物、熔接方式可有多种变化,但其操作原理都基本相同。现以铜棒与铜棒之间采用“一”字连接为例,对火泥熔接的操作要点进行剖析:5.2.1模具、铜棒的清洁、预热。放热焊接操作之前,必须使用喷枪对模具进行加热(如图5.2.1-1),以便去除模具表面的凝结水。加热点涵盖整个模具、铜棒表面,重点为模具模腔,反应腔、铜棒溶解部位。加热时间十至十五分钟,根据环境温度调整加热时间8
。待焊接的金属导体表面需保持光洁,可使用400#砂纸对需焊接处进行抛光。且导体待焊接处也需要加热去除水分、油污,加热时间不少于五分钟。进行预热图5.2.1-15.2.2待焊接的导体需平稳放置,模具固定导体以后,待焊接导体接头处应对准模具中心导流孔。小截面导体间无需留缝隙,大截面导体之间需要有1-3㎜的缝隙,以便更好的熔接。固定后需观察导体放置是否平稳,模具是否有明显缝隙,防止反应过程中漏浆。5.2.3把金属隔离铁片放置到模具反应腔底部,需注意铁片方向,凹面朝上,否则会严重影响熔接效果。平稳倒入与模具顶盖标片相对应牌号之焊粉。之后倒入引火粉,引火粉重点倒于模唇上,少量倒于焊粉之上即可(如图5.2.3-1)。放热焊接倒入适量焊粉图5.2.3-1图5.2.4-15.2.4盖上模盖,用打火枪对准模唇上之引火粉点火,放热焊接(如图5.2.4-1)。5.2.5待反应完全结束五分钟后,才可打开模具,用毛刷对模具进行仔细清理。直到矿渣被完全去除。如有少量矿渣吸咐在反应腔之上,可在模具冷却后用600#砂纸进行了清理。5.2.68
熔接后的接头需平稳放置,待其完全正确冷却之后才可移动、弯折、及与土壤、水分接触,以免突然热胀冷缩,发生开裂。建议制作相应支架等工具,使熔接后的接头体质平衡腾空状态,方便冷却。5.2.7焊接完成后,必须对接头表面进行检查,表面有少量凹凸麻面、黑斑为正常现象,但不能有裂纹,否则锯断重新制作。5.2.8检查合格,一个完整的火泥熔接接头制作完成(如图5.2.8-1)。火泥熔接接头图5.2.8-11、工器具及材料火泥熔接时使用的工器具简单,操作方便,主要包括:模具模夹焊粉点火枪隔离垫片毛刷铜刷手套铁锤改锥清模铲喷灯等(如图6-1)。图6-12、注意事项良好的熔焊指在熔焊完成后,接头表面光亮,没有气孔及夹杂,熔焊接头锯开后,材质致密,内部无气孔、夹杂等瑕疵(见图7-1焊接头检查)。在进行施工操作前,必须对火泥熔接接头样品委托具备相关资质的单位进行送检试验,以确保焊接质量符合标准。8
影响熔焊效果的因素主要有两种,其中最大影响因素是潮气,包括焊模、熔焊粉剂或被焊的导体等所着的水气。因此,如何防止及去除水气,是保证放热熔焊效果的最主要措施。另一个主要因素是模具和被熔接导体的清洁度,所以必须清洁熔接导体表面的尘土、油脂、氧化膜、毛刺等;焊模内特别是焊模的反应腔内遗留焊碴必须彻底清除干净,否则,熔焊接头的表面不光亮、不光滑,易引起表面夹碴(见图7-2熔具清洁)。保持熔具的清洁锯开焊接点后检查焊接质量图7-1焊接头检查图7-2熔具清洁另外还需特别注意:7.1一次熔焊的粉剂量应与所使用的焊模规格相适应,不准用大规格的粉剂量去施焊较小规格的导体,更不准用小规格剂量的焊药去施焊规格较大的导体。7.2熔焊粉剂在出厂时已采取防潮保护,但用户在贮存及使用过程仍应注意避免受潮。7.3熔焊前要检查模具与连接导体的密合度,适时用防火泥对模具的的接缝处进行密封,以免有铜水流出。1、人员配置情况及检测标准8.1据施工情况可以分为几组同时作业,以1组为例,进行人员配置(见表8.1-1):序号工种人数职责1现场指挥1负责现场指挥、管理2操作人员2负责进行火泥熔接操作3安全员1负责安全防护8
表8.1-1人员配置表8.2火泥熔接接头的试验检测标准包括:JB/T8114.1—1995额定电压26/35KV及以下电力电缆附件基本技术要求总则GB/T9327—1988电缆导体压缩和机械连接头接头试验方法其主要标准如下(表8.2-1):序号检测项目标准要求1短路电流试验前直流电阻比率≤1.22短路电流试验前直流电阻比率离散度≤0.153抗拉强度试验N/mm2≥133表8.2-1主要检验标准1、作业中应注意的安全问题9.1接时产生大量的热量,所以绝不能在易燃易爆场所施工;9.2接作业要随身配带灭火器,以备紧急情况使用;9.3室外、沟坑等不平地方作业时,告别要注意保证熔接部分的工具、材料固定牢固,以免熔焊过程中模具发生倾斜或翻转,造成熔水外泄并引起安全事故;9.4燃时要注意在模具的侧面进行,并与模具保持1米以上的距离,引燃工具采用点火机或喷灯,不能用打火机等直接引燃;9.5焊完毕后可用清水冷却,但要注意身体不能位于模具上方,以免蒸气伤人。2、效益分析10.1经济效益采用火泥熔接工法,操作便捷,提高了施工效率,同时在人员配置方面,可单组作业,也可多组同时作业,综合比较,节约了开支约5万元。10.2社会效益10.2.18
采用高温放热熔接,减少了有害物质的排放,残留物质较少,在环保方面有其明显优势。10.2.2火泥熔接作为一种新型的焊接工艺,其成品美观,更适应大家对产品外在的要求,该工法在国内已日益成熟,逐渐推广。1、应用实例在2007年七二二所电力线路-3工程C标段东接地网施工中采用本工法,极大地提高了施工效率,加快了施工进度,节约了人力、物力、财力的投入,同时,在环境保护方面,降低了有害物质的排放,减少了对空气的污染,而且在外观、质量、安全等方面,更符合当代社会对焊接工艺的要求,得到了建设单位及监理单位的一致好评,并在接地网施工中推广使用。8'