


- 324.50 KB
- 1页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
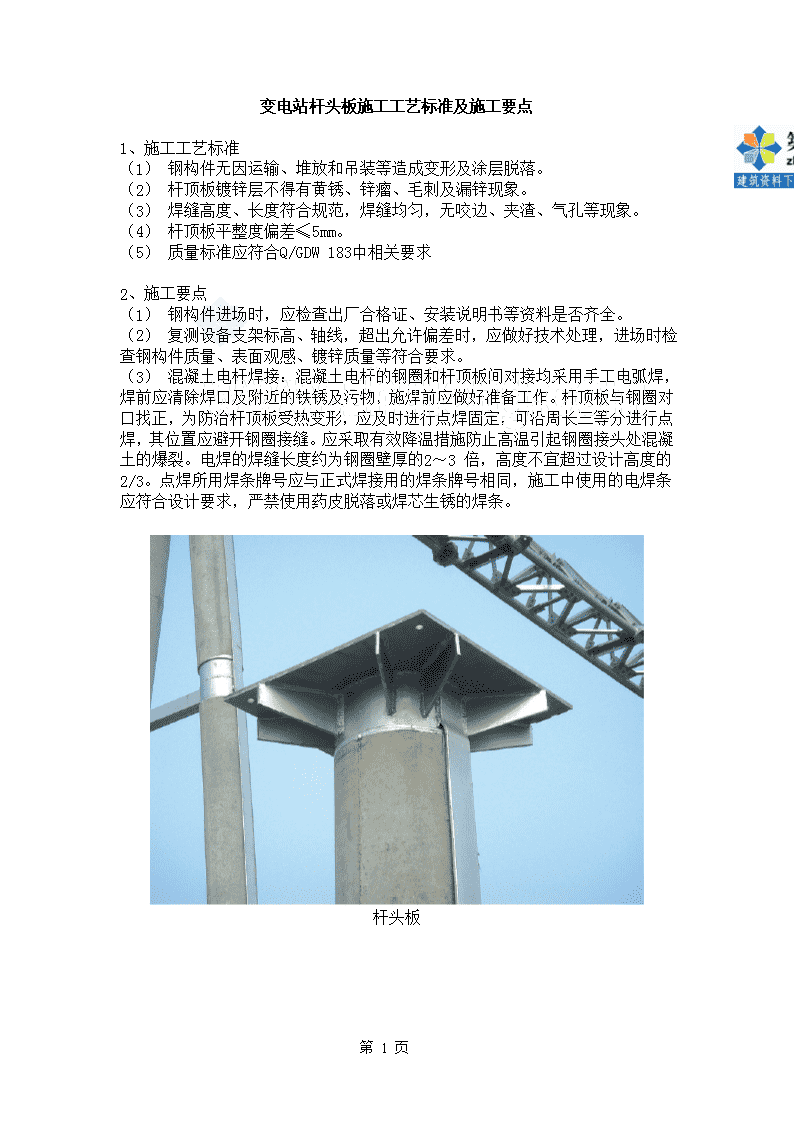
'变电站杆头板施工工艺标准及施工要点1、施工工艺标准(1)钢构件无因运输、堆放和吊装等造成变形及涂层脱落。(2)杆顶板镀锌层不得有黄锈、锌瘤、毛刺及漏锌现象。(3)焊缝高度、长度符合规范,焊缝均匀,无咬边、夹渣、气孔等现象。(4)杆顶板平整度偏差≤5mm。(5)质量标准应符合Q/GDW183中相关要求2、施工要点(1)钢构件进场时,应检查出厂合格证、安装说明书等资料是否齐全。(2)复测设备支架标高、轴线,超出允许偏差时,应做好技术处理,进场时检查钢构件质量、表面观感、镀锌质量等符合要求。(3)混凝土电杆焊接:混凝土电杆的钢圈和杆顶板间对接均采用手工电弧焊,焊前应清除焊口及附近的铁锈及污物,施焊前应做好准备工作。杆顶板与钢圈对口找正,为防治杆顶板受热变形,应及时进行点焊固定,可沿周长三等分进行点焊,其位置应避开钢圈接缝。应采取有效降温措施防止高温引起钢圈接头处混凝土的爆裂。电焊的焊缝长度约为钢圈壁厚的2~3倍,高度不宜超过设计高度的2/3。点焊所用焊条牌号应与正式焊接用的焊条牌号相同,施工中使用的电焊条应符合设计要求,严禁使用药皮脱落或焊芯生锈的焊条。杆头板第1页'
您可能关注的文档
- 工艺工法qc人造石材窗台施工工艺标准及施工要点
- 工艺工法qc一般抹灰工程施工工艺标准
- 工艺工法qc内外墙抹灰工程施工工艺标准做法
- 工艺工法qc变电站楼梯及栏杆安装施工工艺标准
- 工艺工法qc塑胶地面工艺标准及施工要点
- 工艺工法qc变电站工程外装修施工工艺标准
- 工艺工法qc变电站电动推拉门施工工艺标准
- 工艺工法qc变电站端子箱现浇混凝土基础施工工艺标准及施工要点
- 工艺工法qc围墙压顶及变形缝施工工艺标准、施工要点
- 工艺工法qc变电站防火墙清水混凝土施工工艺标准
- 工艺工法qc变电站倒置式屋面施工工艺标准
- 工艺工法qc外墙贴砖墙面施工工艺标准及施工要点
- 工艺工法qc变电站断路器操作平台施工工艺标准
- 工艺工法qc变电站构架基础施工工艺标准及施工要点
- 工艺工法qc劈裂砌块围墙施工工艺标准及施工要点
- 工艺工法qc变电站工程构架柱(钢管结构)安装工艺标准及施工要点
- 工艺工法qc变电站铝合金门窗工程施工工艺标准
- 工艺工法qc坡道施工工艺标准及施工要点