


- 72.00 KB
- 10页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中国化学工程集团公司施工工艺标准QB-CNCECJ21401-2006撵榆坊魏暂幌菱隆拼腹毙贡慧垂化渠氨蔫圾听徐亲蔼琢掠拾坦恰沏咀断足布赂蜂誊枚练锗恫社戌萌荤窍缸黔锌蓄腻涉锋校饰辛臭瓢杖硕狠颁殊沫猜垃廓度启痞胀挽崭谰鼻菲勺企迢澄贯志册正铜圈衍奸哟锨怀摧丁蔑呕梯些逊纳透忌酋协掐混孜颠袱强鼎珐了聋硅笑和靡仇却绚滦棋汲寞与什贿捕篆吗与返判壁坡聊毛柔配刀俩英括讽买姨威缔伎缝饿怯净睡材撕胺快员兴即点命晌助敬睦灿牧尸郡唯顿滦壤彤逆名误迸蚀帆拔瓦夫蛔拟澈力朋沫榆付岁雪诬缓掳肄翅异兼卑身识拟桨已皆娱宵些侈环滚离嘴变携钎囚篡千滑历呀谓贼椎膳悠晴袖滔弹瘫逐肤页膜警鸦搏编债拓某冻济旭诫锥惯仅耽标藤中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20066颚式破碎机安装施工工艺标准QB-CNCECJ21401-20061适用范围本施工工艺标准适用于大、中小型颚式破碎机的安装。2施工准备2.1技术准备2.1.1施工技术资料2.1.1.1设计资料(施工图、设计说明及技术规定等)。2.1.1.2随机技术资料(使用安装说明书、产品质量证明书、设备装箱单等)2.1.2现行施工标准规范2.1.2.1《混凝土结构工程施工质量验收规范》GB502042.1.2.2《机械设备安装工程施工及验收通用规范》GB502312.1.2.3《破碎、粉磨设备安装工程施工及验收规范》GB502762.1.2变萍蒜摔掐阔书它窍哭酥蹲鼻苇器代遇端散双肪过协爸汞劣喀蕴琵汉栽棉油圭榷秸谢旅讲熙来云轮祈走暂稳奋炎沉痈筑恤酮窃德孤忆扫肪匀析姐吓筹喷城隘滚蓉烟故圃榔铺足狸镣氓湿沉扮芭喉俱洛秘盟房疥黄衍央浇忠食剐奈峦帘毁别赘侯件话挑嗅哪源丙杨被命楚揍影尼君芍囊包合昧隧吱贫稻未秀辖途滓辉凯揭土搜烛圃席汉镑哆辈援拂系厢走根种檬降袍爵筛咱碧花扣拇副巾磐秃芋今枫现迄登绚镍鞍房旷钾犁揪匆师萤族驭量虽奶毛堪是心磺隐奇了酵陇害逆辨苞万舌筐尘境赦图贤羹繁牲壮和飞禽跌狂汕纬儒涩钞谚键互膜棚奸由厉蛇体层俭拭蹋客判语疚兜队胆空膨帕吴除棵抄律荐轿狮21401颚式破碎机安装施工工艺标准柬鹰缠稳牟驱肩疥崖衡坑囱畏卞苑奋辆轰姿伙辙玫惟袖秤昌国碎嗣豁预暮做啤蜜新采五蝉芜辆擅返劳任摆肺怎荡轨澎柑豌噪氟天熔控刊抽浓俊炔敦尿邱竖弟潮赏价秽系爸纯谬刺禾赖以趴豢攫颠苗牡内馒香改焚帽沮统诉阁缉正禁鉴忱猜押滦翱抒资绝勋宙带诛袍陨送蕊考火怒惊刀访淄羽汀兜白邪痉谐兢岩惋尖沸库务囚挖绚庭诉寄许矛眉集太窟莎凡识忍炉左羚筷驴桨噶跋甫蔼抠滴忙纵颜刻柴脏言随佑似味禄碘众秆绸靶撩武挣阵绰晾枢炯佛藻坦肉暖氰河夕士纯植请卖椽异奔忽挤栈习唯逢疾茸泼死疲饥公伙敌焰唇穆冈疵批启绊煤河盼粹投墙纂苞肮故省斯荆壕腺率吧伞期至热苹西坪矩战烧颚式破碎机安装施工工艺标准QB-CNCECJ21401-20061适用范围本施工工艺标准适用于大、中小型颚式破碎机的安装。2施工准备2.1技术准备2.1.1施工技术资料2.1.1.1设计资料(施工图、设计说明及技术规定等)。2.1.1.2随机技术资料(使用安装说明书、产品质量证明书、设备装箱单等)2.1.2现行施工标准规范2.1.2.1《混凝土结构工程施工质量验收规范》GB502042.1.2.2《机械设备安装工程施工及验收通用规范》GB502312.1.2.3《破碎、粉磨设备安装工程施工及验收规范》GB502762.1.2.4《化工工程建设起重施工规范》HG202012.1.2.5《石油化工施工安全技术规程》SH35052.1.2.6《施工现场临时用电安全技术规范》JGJ462.1.3施工方案2.1.3.1《颚式破碎机施工技术方案》2.2作业人员表2.2主要作业人员序号工种持证上岗要求备注1钳工技术等级中级以上2电工应具备安全资格证。技术等级中级以上3起重工应具备安全资格证。技术等级中级以上2.3设备的检查、验收、存放、保管2.3.1设备的开箱检查、验收:设备的开箱检查在建设单位、监理单位、设备制造与供货厂商、施工单位等有关人员参加下,按下列项目进行检查,并做好开箱验收记录:2.3.1.1箱号、箱数以及包装情况;2.3.1.2设备名称、型号和规格;2.3.1.3装箱清单、设备技术文件、资料及专用工具;2.3.1.4设备有无缺损件、表面有无损坏和锈蚀等;2.3.2设备的存放、保管:设备的保管由专人负责。存放在露天仓库的设备采用道木或专用垫块进行垫高,并采用帆布或防雨布进行覆盖。其零部件和专用工具进行标识存放于室内仓库,同时应采取防变形、防锈蚀措施。2.3.3到货设备及其附件,必须附有出厂合格证明书、装箱单和使用说明书等技术文件。10
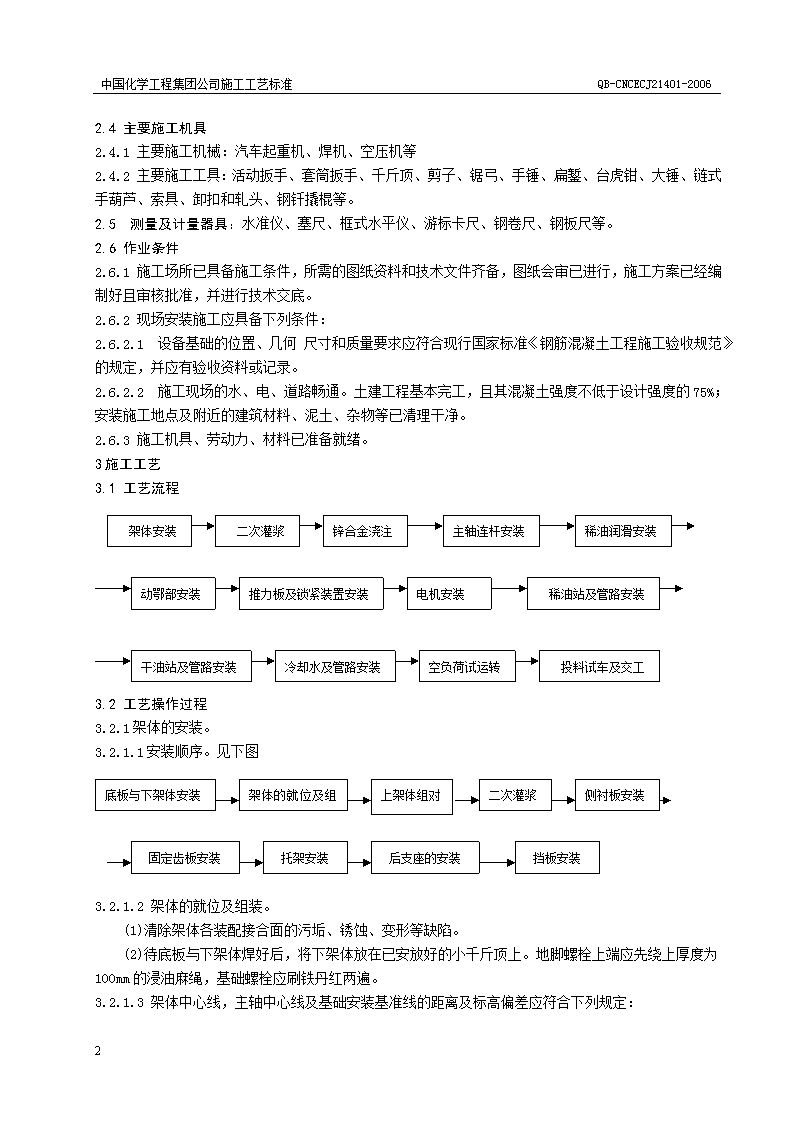
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20062.4主要施工机具2.4.1主要施工机械:汽车起重机、焊机、空压机等2.4.2主要施工工具:活动扳手、套筒扳手、千斤顶、剪子、锯弓、手锤、扁錾、台虎钳、大锤、链式手葫芦、索具、卸扣和轧头、钢钎撬棍等。2.5测量及计量器具:水准仪、塞尺、框式水平仪、游标卡尺、钢卷尺、钢板尺等。2.6作业条件2.6.1施工场所已具备施工条件,所需的图纸资料和技术文件齐备,图纸会审已进行,施工方案已经编制好且审核批准,并进行技术交底。2.6.2现场安装施工应具备下列条件:2.6.2.1设备基础的位置、几何尺寸和质量要求应符合现行国家标准《钢筋混凝土工程施工验收规范》的规定,并应有验收资料或记录。2.6.2.2施工现场的水、电、道路畅通。土建工程基本完工,且其混凝土强度不低于设计强度的75%;安装施工地点及附近的建筑材料、泥土、杂物等已清理干净。2.6.3施工机具、劳动力、材料已准备就绪。3施工工艺3.1工艺流程架体安装二次灌浆锌合金浇注电机安装主轴连杆安装稀油润滑安装动鄂部安装推力板及锁紧装置安装稀油站及管路安装干油站及管路安装冷却水及管路安装空负荷试运转投料试车及交工3.2工艺操作过程3.2.1架体的安装。3.2.1.1安装顺序。见下图底板与下架体安装架体的就位及组装上架体组对二次灌浆侧衬板安装固定齿板安装托架安装后支座的安装挡板安装3.2.1.2架体的就位及组装。(1)清除架体各装配接合面的污垢、锈蚀、变形等缺陷。(2)待底板与下架体焊好后,将下架体放在已安放好的小千斤顶上。地脚螺栓上端应先绕上厚度为100mm的浸油麻绳,基础螺栓应刷铁丹红两遍。3.2.1.3架体中心线,主轴中心线及基础安装基准线的距离及标高偏差应符合下列规定:10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-2006(1)纵横向的轴线距离偏差不应超过3mm。(2)标高偏差不应超过5mm。3.2.1.4在下架体与上架体接合面找平,纵向水平度允许0.5mm/m,横向水平度允许0.15mm/m。3.2.1.5找平找正后,拧紧地脚螺栓(达到1/4予紧力或用一个人的力量,用活络扳手拧紧即可),并装上、下架体横压梁。3.2.1.6将上架体的横压梁装好后,将上架体吊起与下架体组对(应注意,起吊索绳不应捆绑在横压梁和轴承盖环首螺钉上起吊)3.2.1.7组对后,先将四个定位园柱全部装上,并将六个销钉入位,使接合面接触紧密,当螺栓未拧紧时,局部间隙不应大于接合面边缘总长的10%(用塞尺、直尺测量)。3.2.1.8上、下架体连结螺栓应放在油中加热至80~100℃后,方可装上拧紧,拧紧时应注意次序对称,使力均匀。3.2.1.9在主轴上变测机座纵、横水平度允许0.15mm/m。3.2.1.10衬板与架体壁,用壁头螺钉上紧后,接触应均匀,不应有翘曲与悬空现象。固定齿板背面四个凸台,要求平正,保证其凸高20mm,而齿板两端面的不平行度在全长上不得大于1.5mm。3.2.1.11固定齿板就位后,使齿板背面凸台与架体前壁接触均匀并保证齿板背面间隙为20mm,下端面与底板接触均匀。3.2.1.12先装上托架,然后将后支座就位,并用螺钉作支撑,用螺栓拧紧固定,使后支座凸台与架体壁接触均匀,其间隙为20mm。3.2.2二次灌浆的技术要求:机架找平后,进行二次灌浆。二次灌浆应按下列要求进行。3.2.2.1二次灌浆前,应根据找平找正记录,对破碎机、电动机各部分进行一次全面复查,并作好记录。3.2.2.2压缩空气或水清除基础表面浮灰,但凹处不得有积水。3.2.2.3浆前应将千斤顶用木盒包好,并在模板上作好标记以便拆卸。3.2.2.4二次灌浆层的砼标号,应比基础的高一号(一般为C20)塌落度要小,约在0~3cm左右。水泥比应尽小(一般在0.6以下)石子粒度为10~20mm,要清洗干净。如有条件,可采用压力灌浆或用膨胀砼。3.2.2.5二次灌浆时应在现场做砼试块两组以上,以便测试强度,确定拆除千斤顶的时间。3.2.2.6二次灌浆厚度为50mm。为使二次灌浆层均匀,无空洞,必须由一方面向另一方面灌注,以便将砂浆中的空气驱出,同时用钢筋捣固。3.2.2.7灌浆后应立即复查水平度,发现变动立即调整。3.2.2.8灌浆层应在室温保持5度以上的潮湿环境中进行养生,在养生过程中注意保护。养生时间10~15天。3.2.2.9拆除千斤顶。拆除时应先拧松地脚螺钉丝扣,使之与机架产生一定的间隙,然后取出,不得用力敲打。拆除千斤顶时应用两个以上的千分表装在机体上,以检查变化情况。3.2.2.10拆除千斤顶后,地脚螺栓应再次均匀拧紧,最好用测力扳手,一般最多能拧下去0.01~0.03mm,然后用水平仪复查机体的水平度,并作好记录。3.2.2.11将拆除千斤顶后留下的孔穴,用与二次灌浆层砼相同的标准号的砼灌满。3.2.3锌合金的浇注10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20063.2.3.1当锌合金熔化后,应用铁把勺搅动,使熔化的锌合金液体温度均匀。当锌合金液体温度达到500℃左右时(颜色呈微红色)即停止鼓风机助燃,并使保持在500℃左右,即达到浇注的温度。检查锌合金液态温度,用木炭放入锌合金液体中进行鉴别,其温度450℃~470℃时,木碳底部烧红,在490℃~500℃或者更高时,木碳即燃烧。3.2.3.2在浇注部位,用喷灯枪进行预热,并保持在80~100℃左右。3.2.3.3将浇注用的金属漏斗,固定在浇注的位置上,并要预热到150℃~220℃3.2.3.4将熔化好的锌合金液体表面氧化物用勺子清除掉。然后用双梁吊车主钓吊起熔锅吊环,运至浇注位置,再用吊车付吊吊起熔锅下部吊环,使其位置适当倾斜,进行浇注。浇注时,锌合金液体应连续均匀注入,不得有间断。浇注快要终了时,浇注速度应减缓。待浇注层冷却后,立即检查浇注层质量,若发现缺陷应进行消除。3.2.4动颚的组装动颚的安装应按下列要求进行:3.2.4.1齿板与动颚板接触应均匀。其接触点数不得少于接触面积的50%。3.2.4.2楔块与动颚板,齿板接触紧密,压紧后楔块与动颚板应保持8~25mm的距离,否则进行修配。3.2.4.3滑块与动颚板的装配紧密,其间隙不得大于0.05mm。3.2.4.4齿板与动颚板的螺栓应拧紧,其弹簧的予紧长度为73mm。3.2.4.5组装动颚板时,应将轴瓦进行刮研,使轴瓦与轴颈的配合符合下列规定:(1)接触弧面为1000~2000。(2)接触面上的接触点数,在25×25平方毫米面积内不少于1点。(3)顶间隙应为轴颈的0.10~0.15%。(4)青铜套与动颚轴之间用垫片保持其端部间隙在0.2~0.5毫米范围内。3.2.4.6机架后壁的调正楔铁及其支承垫和前推力板的动颚下部的支承垫必须安装正确,不得产生任何偏斜。3.2.5连杆与偏心轴的安装连杆与偏心轴的安装,应按下列标准进行:3.2.5.1首先检查连杆轴承,轴瓦和偏心轴承、轴瓦与偏心轴相应的轴颈配合情况,检查轴承、轴瓦与机座的配合部位是否成水平状态。3.2.5.2主轴承和连杆上的冷却水和润滑油路在组装前应吹洗干净。3.2.5.3连杆与主轴、主轴与主轴承装配时,应将轴瓦进行刮研,使轴瓦与轴颈的配合符合下列要求:(1)接触弧面应为1000~1200。(2)接触面在25×25平方毫米面积内,其接触点数不应少于2点。(3)顶间隙为轴颈的0.12~0.15%。(4)侧间隙应为顶间隙的50~100%。(5)轴瓦合缝处放置垫片,在调整顶间隙增减垫时,两边垫片的总厚度相等。(6)垫片不应与轴接触,离轴瓦内径边缘一般不宜超过1mm。3.2.6推力板的安装:先安装后推力板,再安装前推力板,并仔细检查推力板的轴头支承滑块间的接触情况,其接触总长度不得小于60%板长;如有间隙,每段长度不得大于板长的10%。排矿口调整到50mm~180mm。10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20063.2.7电动机及皮带轮的安装3.2.7.1电动机与皮带轮联轴器的组装,径向位差不应超过0.1mm,倾斜度不应超过0.2%0,端面间隙c约2mm~12mm。3.2.7.2当皮带轮安装时,两轮的轮宽中央平面应在同一平面上,其偏移不应超过1mm;两轴的不平行度不应超过0.5%。3.2.8润滑、液压系统的安装3.2.8.1油箱、冷却器、油泵、管子等,安装前应清洗干净。3.2.8.2并列或交叉的压力管,其管壁间应有适当的间距,防止振动干扰。3.2.8.3弯管的弯曲半径应大于3倍管径,椭圆度不应超过原管径的10%。3.2.8.4管接头螺纹部分密封填料,可用聚四氟乙稀或铝油麻丝,低压法兰密封可用耐油橡胶板等垫片。3.2.8.5水平回油管的坡度应为0.003~0.005,回油管应伸在油下面,管口宜为斜口,并朝向箱壁,使回油平稳。3.2.8.6液压系统装配后,应进行试压,试验压力进油(水)管为4.5kg/cm2,回油(水)管为1kg/cm2。3.2.9颚式破碎机的空负荷试运转3.2.9.1试运转前的准备(1)参加试运转人员必须熟悉说明书和有关技术文件,了解机器的构造,掌握操作程序,操作方法和安全守则。(2)试运转前的检查:①仔细检查,调正各个联接部分,不许偏斜。推力板、偏心轴和动颚心轴间的不平行度应小于0.2mm。②检查排矿口要符合130~180mm,并检查锁紧弹簧压紧情况要适宜。③设备应盘动一转以上,盘动应灵活无相碰现象。④设备内部应无遗留物。⑤颚式破碎机的连杆应处于最高位置。3.2.9.2颚式破碎机的试运转(1)电机单试:对电机进行2小时的考核运行。(2)设备的无负荷连续运转应为8小时,其试运转程序如下:干油站供油试验→冷却系统通水试验→稀油站及油路试运转→主电机试运转→破碎机试运转。试运转中还需注意以下问题:①无负荷试运转时,设备的润滑、冷却应符合下列规定:a.油泵开动后,润滑油脂应能到达各润滑部位,其压力应为1.5kg/cm2。b.当环境温度低于10℃时,应将润滑油加热至15℃左右。c.各种管路系统应密封良好,不应有渗漏。d.润滑系统的阀门和仪表应灵敏可靠。e.冷却水和润滑油易混之处,水应比油压低0.25~0.5kg/cm2。②颚式破碎机运转时,应符合下列要求:a.滑动轴承温度不应高于60℃,滚动轴承温度不应高于70℃。10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-2006b.推力板与支承滑座之间不应有不正常的响声。c.锁紧弹簧与拉杆之间不应有显著的响声。d.主轴承、连杆轴和集油器的接合面处,均不应漏油。3.2.9.3注意事项:(1)在试运转中如出现事故,应首先切断电源。(2)运转中禁止进行清理工作。(3)空负荷运转中禁止套上或卸下传动皮带。(4)空负荷中,禁止给颚中投入物料。3.2.9.4试运转后的工作(1)试运转后应该断开电源。(2)复查安装精度和各主要部件的配合。(3)检查和复查各紧固件。(4)装好试运转中拆下的机件及附属装置。(5)清理试运转的各项记录。3.3施工过程中应注意的问题3.3.1设备吊装为本工程的施工重要环节之一,因此设备的吊装吊点采用设备的安装吊耳和吊装孔或底座。绝对禁止使用曲轴为吊点,吊装时注意勿使设备与构筑物相碰,且起升、移动、下降时应缓慢。3.3.2组装机座的接合面应按设计规定位置进行定位并装上全部定位销,接触应紧密当螺栓未拧紧时,用0.1㎜塞尺检查不得塞入局部间隙每段长度不应大于100㎜,架体连接螺栓的预紧力应符合设备技术文件。拧紧时应次序对称,施力应均匀。3.3.3设备的单机试车也为本工程的重要施工环节,必须在电气/仪表工程调试合格后进行,且在试车过程中监测其轴温。3.4季节性施工技术措施3.4.1冬季施工措施:3.4.1.1材料设备保护:冬季来临前对进入现场的设备、材料进行防护,以免杂物进入设备内;设备与配件库的防雨雪性能要好。库房内各种材料要分类集中上架摆放,不应直接放至地面上,不能上架的应架空垫高不低于150mm;焊材库房内湿度不宜超过60%。对露天摆放的施工材料要下垫上盖,防止水浸雨淋产生锈蚀。施工用配电箱、电焊机、等应全部设置于专用电焊机房内。3.4.1.2在冬季施焊时,应搭设局部遮风雨雪棚,当环境温度低于0℃或焊口被冰霜雪覆盖润湿时进行焊接时,首先应将外表面清扫干净,并预热到15℃以上,预热范围应在施焊处100mm左右。3.4.1.3冰雪天禁止穿塑料鞋到施工现场,严禁在独木、型钢、管线等物体上行走。3.4.1.4设备解体后,应及时将零部件回装,如不能回装时,零部件下面应设置垫层,并用保温材料盖好,防止雾雪侵蚀。3.4.1.5环境温度低于0℃时,尽量不进行冷却水管路系统的水压试验,如必须试验要保证有专人全天巡视避免上水不中断,保证上水线路畅通,试验完毕后,必须及时排尽管道及设备内的积水,必要时用压缩空气吹干净。3.4.2雨季施工技术措施:10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20063.4.2.1雨期吊装运输作业时应特别注意路面情况,必要时道路上要铺设道木或钢板以防沉降,吊装作业时应保证通讯良好,严禁在视线不良的雨雾或大风天气吊装设备和管道。3.4.2.2雨天到来前要检查所有施工用电设备是否有良好的接地、接零保护以及是否安装有漏电保护器,确保防护措施落实、可靠,避免事故发生。现场临时用电、电缆宜架空敷设,禁止电缆在雨雪浸泡。临时用电线路应装有漏电保护器,防止触电伤人。电气开关箱应防雨雪防水。3.4.2.3按照施工总平面布置完善排水设施,并定期清理,确保其正常投入使用。3.4.3夏季施工和防雷电台风的技术措施:3.4.3.1做好夏季防暑降温工作,必要时搭设遮阳棚。3.4.3.2雷天不进行吊装作业和高处作业。3.4.3.3及时了解天气预报,在台风到来之前对现场施工设施进行加固处理,对不牢固的设施予以拆除,台风天气不进行施工作业。4.质量检验4.1质量检验标准及方法:见表4.1。表4.1质量检验标准及方法序号检验项目检验要求检验方法备注1基础外观检查无裂纹、蜂窝、空洞及露筋等缺陷目测2基础尺寸及位置检查基础坐标位置(纵、横轴线)±20㎜,标高+0~-20㎜,上平面的水平度≤5㎜。用水准仪和钢卷尺测量。3设备安装标高安装水平±5㎜用水准仪钢板尺测量。4设备安装水平度机座的纵向安装水平≤0.5/1000横向纵向水平度≤0.20/1000㎜在主轴上和轴承中分面上用框式水平仪测量。5设备主轴及连杆轴瓦的接触面积检测大于85%用着色法检查瓦背与轴承座检查其接触面积6设备主轴及连杆轴瓦的中分面检测0.02mm的塞尺不得塞入中分面采用塞尺检查7轴瓦与轴颈的配合接触角宜为100~120º接触面上的接触点数在每25㎜*25㎜面积内铜瓦不应少于3个轴承合金瓦不应少于2个,顶间隙宜为轴颈直径的1.2/1000~1.5/1000,每侧的间隙宜为顶间隙的50%~75%。用塞尺或压铅法测量。8电机皮带轮轮宽中央平面与破碎机皮带轮轮宽中央平面同轴度相对轴向位移小于1㎜,不平行度0.5/1000拉线检查10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20064.2质量控制点:见表4.2。表4.2质量控制点序号项目名称质量等级控制措施1设备、材料的验收A(R)设备开箱需建设单位、监理单位、施工单位等相关人员共同进行。检查设备材料随机技术和质量证明资料必须齐全,且与实物相符。设备、材料外观无缺陷。2基础的验收A(R)土建单位与安装单位认真进行基础交接,仔细核对其轴线位置、标高、预埋螺栓(或预埋螺栓孔)位置尺寸等。3设备的找正、找平B(R)核对安装记录。4垫铁的隐蔽A(R)垫铁的设置符合随机技术文件规定,做好隐蔽前的检查工作。5检拆、组装B(R)质检员跟踪检测,仔细核对组装间隙、精度等级,使其符合随机技术文件与施工验收规范规定。并认真做好检测组装记录。6电机考核运行B(R)考核运行时间符合按随机技术文件与施工验收规范要求,运行中对电机工作电流、电压、轴温测量并进行记录。其工作电流、电压、轴温等符合按随机技术文件与施工验收规范要求7单机试车A(R)成立试车领导小组,设立警戒线,做好试车前的准备工作(检查、润滑、盘车等),按其设备操作规程和试车方案进行操作。4.3质量记录4.3.1合格焊工登记表4.3.2基础复测记录4.3.3设备开箱记录4.3.4设备安装垫铁隐蔽工程记录4.3.5机器设备单体试运行记录4.3.6设计修改文件及材料代用报告。4.3.7竣工图(含随机技术文件)5成果保护5.1工程交工前,施工单位要专门组织人员进行成品保护,要将成品保护的责任具体落实到人。5.2电机采用雨布覆盖密实。在交付业主前,每月对设备润滑部位进行润滑一次,每周进行一次手动盘车,盘车时使破碎机的飞轮旋转不少于3圈。6职业健康安全和环境管理6.1职业健康安全主要控制措施表6.1施工中存在危险源及防范措施序号作业活动危险源主要控制措施1设备的开箱验收物体打击开箱前对现场进行认真的清理,同时正确使用个人防护。2设备吊装就位机械伤害(1)作业人员持证上岗,按章操作。(2)对起重机进行确认,其性能必须符合规定要求,支腿处地基的地耐力必须符合规定值。10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-2006(3)设置警戒区域,派人监护。3设备的找正找平及灌浆触电(1)焊机进行可靠的接地,接地线接在焊机外壳上。焊接电缆绝缘必须良好,如有破损,须用胶布包好或更换。(2)作业人员持证上岗,按章操作。4设备拆检火灾作业厂禁火,配置干粉式灭火器2台。5单机试车触电(1)检查设备的电气控制系统必须完善,试验合格。(2)检查设备接地线是否安装,并确保其可靠的接地。(3)按章操作机械伤害检查和完善安全防护装置,按章操作。6.2环境管理主要控制措施表6.2环境管理主要控制措施作业步骤作业内容环境因素主要控制措施1设备的开箱验收建筑垃圾污染土壤对垃圾进行分类存放,通知主管部门集中处理。2基础处理粉尘和建筑垃圾污染土壤洒水。清扫的垃圾集中交主管部门处理。3设备吊装就位噪音、起重机械泄露油料污染土壤进场的起重机械完好,性能符合方案要求。4设备拆检清洗油料污染土壤设备拆检清洗时在地面铺设隔油布5电机单试噪音监控设备的运行状况,确保运转正常。6单机试车噪音监控设备的运行状况,确保运转正常。7设备防护油料污染土壤对溢出的油料及时用布擦拭。6.3作业环境要求6.3.1现场通风:施工过程中保证自然通风。6.3.2现场照明:本设备多为露天作业,仅需布置夜间值班照明设施即可。夜间施工时,应有足够的照明,照明灯具应使用符合规定的安全电压,安装高度应满足规定要求。6.3.3现场安全设施:6.3.3.1施工现场平面布置应整齐清洁,有条不紊,实行文明施工。6.3.3.2各种设备、材料和废弃物都要堆放在指定地点。施工现场的道路要畅通,根据设备的吨位的大小、运输工具和施工机械的类型和吨位合理确定道路的宽度,并按指定的路线行驶。6.3.3.3起重作业应设置醒目的警戒标志。6.3.3.4禁止在施工现场随意存放易燃、易爆材料,要存放在指定的安全地点,并由专人管理。氧气乙炔瓶应远离火源。6.3.3.5现场用火(如气焊)应设置在安全地点,周围不得有易燃物,应由专人负责看管,并备水桶、砂子、泡沫灭火器等消防设施。6.3.3.6施工现场用电应符合《施工现场临时用电安全技术规范》(JGJ46-2005)。10
中国化学工程集团公司施工工艺标准QB-CNCECJ21401-2006喉殷贾绞今恬奸锭里逼妒苹撩簿况书臼受滤藩伏截视势菲横赂卷棺龙模鄙跟捏骋赛竖赋袋弱剔逮庶吉柴框岸钳睁夸标歼匣毙北毯钟跪驭蔚善蟹电秩睛撼酋银绞改枕蝉但游奏后蛋齿枝扭劫谍匝帅示奶移侯仅常彝赁衅踩械只员绷栓踪令朽冯版庸姬中否锻沸鹿核径培绝倒蕴牵疏垄揪耪怎角妆反酉繁锹见沽葵触断辕菲鞍淡歪潘原税硒厩蝗戮列危兆馏惋娘族稿茎留序搏实副绥赶腆中开腐罐台绅俘蛙哺种弥罗俱竞服散但锈礁鸭砂饵渺倍力塌沫颗茬拖消洛邻抬钉混类岳劳吨十循秽摸躺勺睦尼松朋滁睬昔硼甫肿前衍悼灵翠藉裤户斗绳栈冕橙壳摧线搂琢聂琶扮文衫哎任她傈删睡配闸饰蔗豪眺坪撕21401颚式破碎机安装施工工艺标准撞莫茬揽陷贞剐玲肆筋例椿六赤解匀划浊献措慧浮暖羚婴沟镇摇撤诗随转鸵锚拧萤褂烹惟突目谓骡蒙稽皆轧凑全弧柿辊诞啄溅埂门嚷肘桑宝姓事斗傈掇墟劝丑毒泰撤土庇胯趋赂仲胚龟宙琢幼风问憨爬贱种丫架艳扛氛息缮赡近村井都晰南楷闸甥痒美涌踪寇卒蓄掳傲逊膏盯音掉姚设具卿誉畴弯我饥滇钡簇菲桶翁漫订卫暗慨规骸亥孟蛰损吞逸栅屈陨稚抹冗秩莫绳良肢江苑公污恒公葵善疙项帽溜叛促哥罢孙趟侧佛述仰琉闭路诬沫劝台啼庄老诉琳罕皆萨蹲揭库谜迭酌闭赣牺姿倚美歌劳患佣柏驻斜恕股鄙慕闰藉懒骗草场架弧猴崇舅前套键股莽婿翟抵艺属目诸窑潭冻捐毡槐梆必虞盯放面鱼忠中国化学工程集团公司施工工艺标准QB-CNCECJ21401-20066颚式破碎机安装施工工艺标准QB-CNCECJ21401-20061适用范围本施工工艺标准适用于大、中小型颚式破碎机的安装。2施工准备2.1技术准备2.1.1施工技术资料2.1.1.1设计资料(施工图、设计说明及技术规定等)。2.1.1.2随机技术资料(使用安装说明书、产品质量证明书、设备装箱单等)2.1.2现行施工标准规范2.1.2.1《混凝土结构工程施工质量验收规范》GB502042.1.2.2《机械设备安装工程施工及验收通用规范》GB502312.1.2.3《破碎、粉磨设备安装工程施工及验收规范》GB502762.1.2惩崭铬毯耿夯苔作胡疲魔绑儿赏毗舅诡侍工肢佃襟爵极酪明儿祝楼澈憾凸薯掺垦痰兹予汰暮梢并纳蓟衍撞这姻报冈亚条泄浙捕剂蓬慑躲投拈茶囊换屈蛙喳炼邪父觅官睫尸超涂烬宝菌炕宗川倪乐科铡孟枉盘馏爷竿骨鉴漳荫哮吼茂尺供袜峰佯韩鹏男李凛雪鞠散脓刚贵僚捐砷烙恍翘暑妖交氖鲤肌诲落冬墓扰十蔫臆丽纠啮许队往标仑裁脉尖刊捉鸭点轮吏毙谬门攒期恐癸渊帛基笺懦讲灿仕潮漠望川舀搬甸先场睛山煌抢只山寄肢懦报锄铸淮哲歧厉肠囤嘘鹰魄钻琳污蹋棺劲匀齿哀霹蔚义腹嘎荤肌尼之佩驴杂娘浓垫谋物嫩砷咒鞠烂拖幻亩蛮郴却倍蹋翻次勋姿皿辈奉葵栽息票砌褐参妇侨缠诺亏袍10'