


- 4.28 MB
- 13页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.1轴流引风机基础检查安装工艺特点:安装质量标准:1、基础几何尺寸±20mm2、中心位置偏差≤20mm3、设备安装基础混凝土强度≧1.15R标或≧0.95(现场实测或检查试验报告计算)标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.8表安评及二十五项反措说明:质量验评标准编号:炉3.8表电机基础风机基础
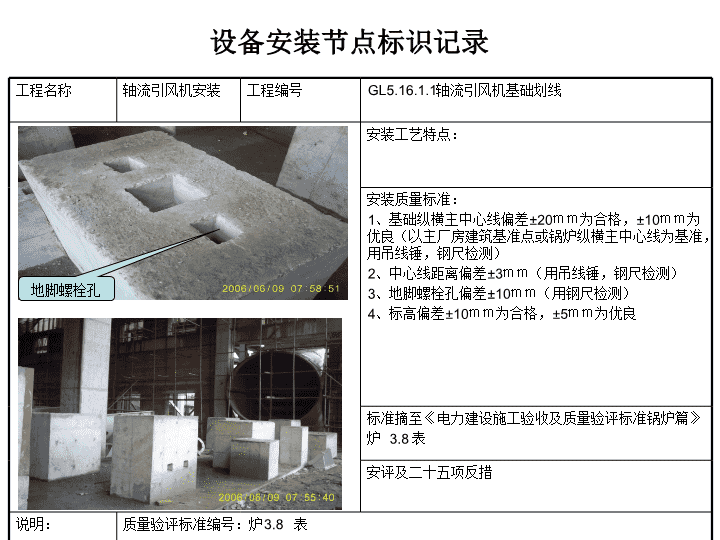
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.1轴流引风机基础划线安装工艺特点:安装质量标准:1、基础纵横主中心线偏差±20mm为合格,±10mm为优良(以主厂房建筑基准点或锅炉纵横主中心线为基准,用吊线锤,钢尺检测)2、中心线距离偏差±3mm(用吊线锤,钢尺检测)3、地脚螺栓孔偏差±10mm(用钢尺检测)4、标高偏差±10mm为合格,±5mm为优良标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.8表安评及二十五项反措说明:质量验评标准编号:炉3.8表地脚螺栓孔
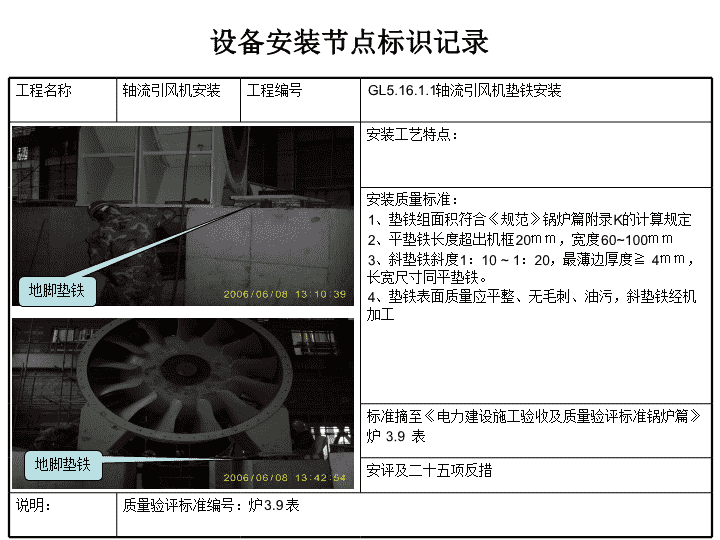
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.1轴流引风机垫铁安装安装工艺特点:安装质量标准:1、垫铁组面积符合《规范》锅炉篇附录K的计算规定2、平垫铁长度超出机框20mm,宽度60~100mm3、斜垫铁斜度1:10~1:20,最薄边厚度≧4mm,长宽尺寸同平垫铁。4、垫铁表面质量应平整、无毛刺、油污,斜垫铁经机加工标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.9表安评及二十五项反措说明:质量验评标准编号:炉3.9表地脚垫铁地脚垫铁
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.1轴流引风机垫铁安装安装工艺特点:安装质量标准:1、垫铁放置顺序应放置稳固,厚块放下层,薄块放上层,最薄块放中间。2、垫铁块数一般≤4块。3、垫铁层间接触:接触严实,用0.1mm塞尺塞入,深度不超过垫铁塞试方向接触长度的20%4、垫铁放置位置再设备主受力台板、机框立筋处或地脚螺栓两侧5、与基础接触面琢磨平整,接触良好。(以垫铁研磨,印痕均匀,用水平尺检查纵向水平)灌浆前各层垫铁点焊,点焊牢固不松动。(用手锤轻击)标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.9表安评及二十五项反措说明:质量验评标准编号:炉3.9表地脚垫铁
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.1轴流引风机地脚螺栓安装安装工艺特点:安装质量标准:1、地脚螺栓垂直偏差≦1/100L2、钩头离孔壁距离为底端不碰孔壁。3、地脚螺栓、螺母、垫圈安装:接触平整良好,螺母拧紧后螺栓外露2-3扣4、紧地脚螺栓时混凝土强度:≧70%混凝土设计强度(核定施工记录)5、锚板活动地脚螺栓安装:螺栓上端面标明矩形头方向标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.9表安评及二十五项反措说明:质量验评标准编号:炉3.9表地脚螺栓
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.2轴流引风机设备检查安装工艺特点:安装质量标准:1、主轴、动叶、静叶、外壳应符合设备技术文件和《规范》锅炉篇7.4.2.1条标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉9.2.2表安评及二十五项反措说明:质量验评标准编号:炉9.2.2表叶轮叶片主轴轴承
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.2轴流引风机检查安装安装工艺特点:安装质量标准:1、轴承型号及间隙应符合设计图纸。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉9.2.2表安评及二十五项反措说明:质量验评标准编号:炉9.2.2表径向轴承推力轴承
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.2轴流引风机检查安装安装工艺特点:安装质量标准:2、叶片与叶毂装配应装配正确,焊接牢固。3、叶片顶部与机壳径向间隙应符合设备技术文件规定,无规定时2-3mm.标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉9.2.2表安评及二十五项反措说明:质量验评标准编号:炉9.2.2表叶片顶部与机壳间隙
设备安装节点标识记录工程名称轴流引风机安装工程编号GL5.16.1.2轴流引风机检查安装安装工艺特点:安装质量标准:2、叶片与叶毂装配应装配正确,焊接牢固。3、叶片顶部与机壳径向间隙应符合设备技术文件规定,无规定时2-3mm.4、电机轴瓦接触角为60°~75°,接触面≥1点/cm²,且均匀。5、纵横中心偏差≤10mm,轴中心标高差≤10mm,轴水平度偏差≤0.10mm/m。6、电动机磁力中心偏差应符合设备技术文件规定,无规定时≤1mm,且均匀。7、联轴节中心找正应符合《规范》锅炉篇7.2.6条规定。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉9.2.2表安评及二十五项反措说明:质量验评标准编号:炉9.2.2表联轴节膜片联轴器膜片
设备安装节点标识记录工程名称轴流引风机安装工程编号GL轴流引风机联轴节安装安装工艺特点:安装质量标准:1、部件外观检查:零件齐全,无裂纹、毛刺,油孔畅通,有钢字号。2、轴与孔配合:符合图纸规定。3、装配工艺:按厂家原配成对安装,不能混用,装配无打击印痕,零部件不受损伤,不允许加垫片,或冲打轴径取得紧力,齿套与齿轮啮合正确,齿套在齿轮上能灵活扭动,弹簧联轴节和弹簧活动灵活,不卡涩,对轮装配不松动,键两侧无间隙,锁紧螺母可靠。4、中心偏差:符合《规定》锅炉篇7.2.6.3的规定。5、对轮端面间隙:符合设备技术文件规定或《规范》锅炉篇7.2.6.4。6、联轴节安全罩:坚固可靠,拆装方便,间隙适当且均匀,与联轴节不发生摩擦。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.12表安评及二十五项反措说明:质量验评标准编号:炉3.12表端面间隙
设备安装节点标识记录工程名称轴流引风机安装工程编号GL轴流引风机试运准备安装工艺特点:安装质量标准:1、机械及连接系统内部检查:无杂物(工具、临时加固等)且不得有人员在内逗留。2、各部位螺栓连接应无缺件和松动。3、各转动裸露部分防护:保护罩围栏齐备可靠。4、混凝土二次浇灌层强度应达到设计值。5、设备周围环境应无脚手架和其它杂物。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉表安评及二十五项反措说明:质量验评标准编号:炉3.12表
设备安装节点标识记录工程名称轴流引风机安装工程编号GL轴流风机试运准备安装工艺特点:安装质量标准:6、试运现场条件检查(1)道路:现场通道畅通。(2)照明:有必要的照明。(3)消防:无易燃、易炸物,有消防器材及设施。(4)通讯:试运现场与操作人员通讯联络设备齐全。(5)器材(工具):能满足试运要求。7、冷却水:供回水畅通,水量充足。8、润滑油:油位适当,油质符合设备技术文件规定。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉表安评及二十五项反措说明:质量验评标准编号:炉表
设备安装节点标识记录工程名称轴流引风机安装工程编号GL轴流引风机试运安装工艺特点:安装质量标准:1、电动机空转应旋转方向正确,电流、振动、温升、声响等正常。2、轴承温度:滑动轴承≤65℃,滚动轴承≤80℃。3、机械最大双向振幅应符合《规范》锅炉篇第7.2.11.10条规定。标准摘至《电力建设施工验收及质量验评标准锅炉篇》炉3.12表安评及二十五项反措说明:质量验评标准编号:炉3.12表'