


- 2.85 MB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'冷媒管的安装工艺1.冷媒铜管管径的选择(1)、连接管管材为紫铜TP2M,满足GB/T17791-1999《空调与制冷用无缝铜管》的要求。(2)、铜管壁厚要求(单位:㎜):配管尺寸(外径)壁厚配管尺寸(外径)壁厚Φ6≥0.5Φ22≥1.5Φ9.52≥0.71Φ25≥1.5Φ12≥1.0Φ28≥1.5Φ16≥1.0Φ35≥1.5Φ19≥1.0(3)、下图多联空调机为示意图
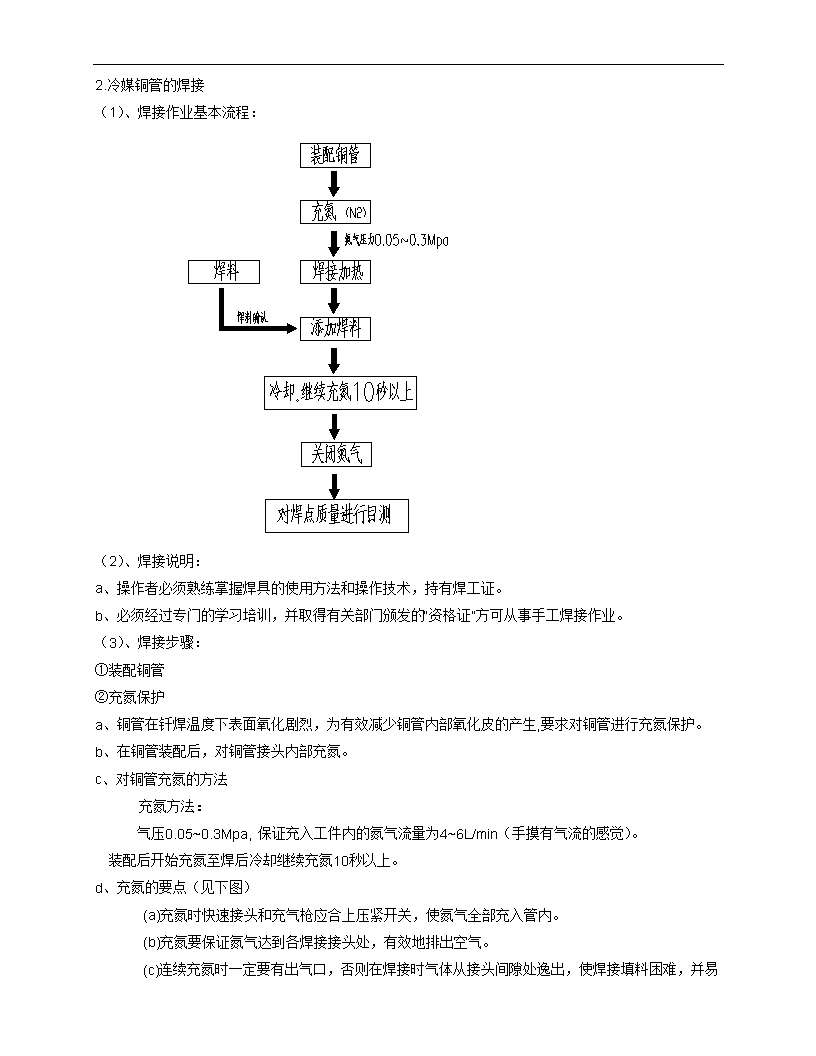
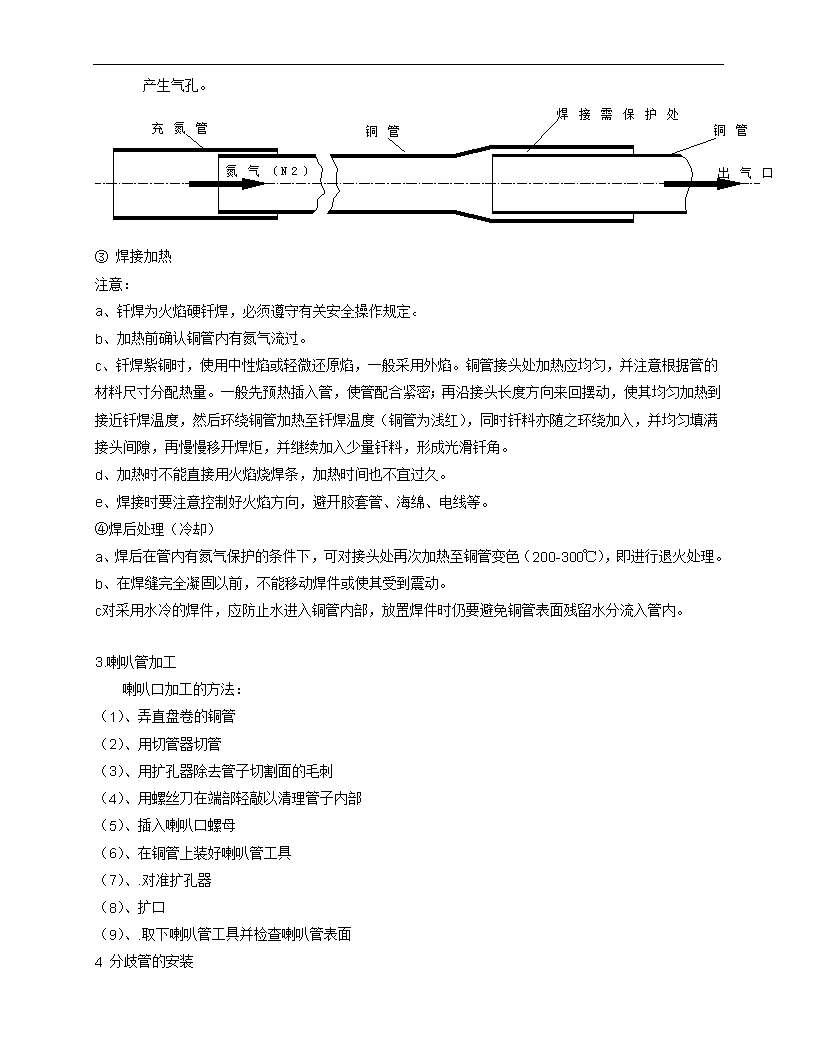
2.冷媒铜管的焊接(1)、焊接作业基本流程:(2)、焊接说明:a、操作者必须熟练掌握焊具的使用方法和操作技术,持有焊工证。b、必须经过专门的学习培训,并取得有关部门颁发的“资格证”方可从事手工焊接作业。(3)、焊接步骤:①装配铜管②充氮保护a、铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护。b、在铜管装配后,对铜管接头内部充氮。c、对铜管充氮的方法充氮方法:气压0.05~0.3Mpa,保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)。装配后开始充氮至焊后冷却继续充氮10秒以上。d、充氮的要点(见下图)(a)充氮时快速接头和充气枪应合上压紧开关,使氮气全部充入管内。(b)充氮要保证氮气达到各焊接接头处,有效地排出空气。(c)连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料困难,并易
产生气孔。③焊接加热注意:a、钎焊为火焰硬钎焊,必须遵守有关安全操作规定。b、加热前确认铜管内有氮气流过。c、钎焊紫铜时,使用中性焰或轻微还原焰,一般采用外焰。铜管接头处加热应均匀,并注意根据管的材料尺寸分配热量。一般先预热插入管,使管配合紧密;再沿接头长度方向来回摆动,使其均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(铜管为浅红),同时钎料亦随之环绕加入,并均匀填满接头间隙,再慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。d、加热时不能直接用火焰烧焊条,加热时间也不宜过久。e、焊接时要注意控制好火焰方向,避开胶套管、海绵、电线等。④焊后处理(冷却)a、焊后在管内有氮气保护的条件下,可对接头处再次加热至铜管变色(200-300℃),即进行退火处理。b、在焊缝完全凝固以前,不能移动焊件或使其受到震动。c对采用水冷的焊件,应防止水进入铜管内部,放置焊件时仍要避免铜管表面残留水分流入管内。3.喇叭管加工喇叭口加工的方法:(1)、弄直盘卷的铜管(2)、用切管器切管(3)、用扩孔器除去管子切割面的毛刺(4)、用螺丝刀在端部轻敲以清理管子内部(5)、插入喇叭口螺母(6)、在铜管上装好喇叭管工具(7)、.对准扩孔器(8)、扩口(9)、.取下喇叭管工具并检查喇叭管表面4分歧管的安装
分歧管起着制冷剂分流的作用,所以分歧管的选择和安装对于多联机组的运行是非常重要的。在正确选择分歧管的基础上,安装遵循分歧管的安装规范。安装步骤:(1)、选择分歧管。Y型分歧管为变径直管,可以连接不同的管子直径,根据通用性较强。Y型分歧管示意图(2)、如果所选的现场用管尺寸不同于分歧管接头尺寸,则用切管器在所需的接管尺寸的中部切开,并去除毛刺。如下所示。(3)、安装Y型分歧管尽量使其分歧管竖向或水平。水平放置时,倾斜度在±30º以内。放置在正确的位置后,充氮焊接。分歧集管示意图安装步骤:a.选择分歧集管。分歧集管为变径直管,可以连接不同的管子直径。b.如果所选的现场用管尺寸不同于分歧管接头尺寸,则用切管器在所需的接管尺寸的中部切开,并去除毛刺。c.不用的分支封闭。可将管口夹扁,然后焊接密封。
d.要水平安装分歧管,不能用于垂直方向,倾斜度在±10º以内。确定位置进行焊接。注意:对多分歧系统管路,每根管子都贴上标签,使分歧后的连接管与室内机对应,防止接错。5吹洗在焊接完一段管路后,必须对管路进行吹洗。吹洗是用氮气压力去除管内的外来物(灰尘,水份,焊接造成的氧化铍等)。主要目的是:(1)、除去管内焊接时由于充氮保护焊不足造成的氧化物。(2)、除去因不当贮运而进入管内的杂质和水分。(3)、检查室内机和室外机之间管道系统的连接是否有大的泄漏。吹洗步骤:(1)、将压力表装在氮气瓶上;(2)、压力表高压端接上小管(液管)的注氟嘴;(3)、用盲塞将室内机A侧之外的所有铜管接口处堵塞好。(4)、打开氮气瓶阀,维持压力在5Kg/cm2。(5)、检查氮气是否流过室内机A液管(6)、吹洗用手中的绝缘材料抵住管口,当压力大的无法抵住时,快速释放绝缘物。再用绝缘物抵住管口,如此反复几次,直到没有没有杂物吹出为止。(7)、关闭氮气主阀(8)、对室内机B重复以上操作(9)、对液管吹洗完毕后,再对气管进行吹洗,吹洗步骤跟吹洗液管步骤一样。
6连接管的保压检漏一套系统的制冷剂连接管焊接好后,(1)、在室外机侧的大小管上各焊接一个注氟嘴。(2)、将连接至室内、外机端的管子用钳子夹扁,(3)焊死。进入连接管的保压检漏阶段。操作步骤:完成检查压降加压完成管路的安装工作查找修复泄露1、加压在室外机侧的大、小管的注氟嘴处用氮气加压:步骤1:增加压力到0.3MPa等3分钟或更多步骤2:增加压力到1.5MPa等3分钟或更多步骤1和2主要检查大漏点,发现大漏点立即重焊或补焊漏点步骤3:增加压力2.5MPa大约24小时,检验微小的泄露增加压力到2.5Mpa,等待时间如果很短,也是不能保证检测到微小的泄露,因此步骤3保压需24小时。注意:充完氮气后保压时,压力表不要卸下,因为卸、装压力表的动作会影响压力的变化。2、检查压降检验合格的标准:除温度的影响,压力降在0.02Mpa以内为合格(温度变化1℃,压力大约变化0.01Mpa)。比如:充氮2.5Mpa,当时温度为30℃,24小时后,温度变化25℃,发现压力为2.43Mpa以上为合格,2.43Mpa以下为不合格。不合格一定要查到漏点。查出漏点后重焊或补焊,然后重复以上步骤,再充氮加压保压,直到压力降在合格的范围内。3、检测泄露[检测1]当发现有压力降时,仔细按以下方法检漏:(1)用耳朵检测……听主要泄露的声音(2)用手检测……在连接部位用手检测是否有泄露
[检测2]用上述方法检不出来,释放氮气,充氟利昂0.5Mpa左右。(1)用肥皂和水检测……肥皂泡显示泄露的位置。(2)使用检测器(如卤化物检测器)进行检测漏点。用以上方法,直到查到所有可能的漏点。如果还检查不出来,请将连接管分段检查,一段一段进行排除,将泄漏点锁定在某一段。7保温确认制冷剂连接管没有泄漏后,可对连接管进行保温。请按以下步骤对制冷剂管路保温:(1).按要求的厚度对制冷剂管进行包扎,保温管之间的缝隙用不干胶密封。(2).用包扎带包扎保温管,延长保温管的老化时间。'
您可能关注的文档
- 变压器安装工艺(111128)ppt培训课件
- 机房空调机安装工艺规范
- 001木门窗安装工艺
- 火灾自动报警系统安装工艺大全
- mc300k12起重机安装工艺规程
- 组合式空调器和新风机组的安装工艺方案
- 对于胜利作业五号平台桩腿齿条焊接及安装工艺研究
- 室内开关、插座安装工艺.doc.doc
- 木窗帘盒、金属窗帘杆安装工艺.doc.doc
- 铜母线加工安装工艺细则10.08.10
- 共用电视天线系统安装工艺
- 室内消防管道及设备安装工艺
- 艏艉密封装置安装工艺规程(汉英对照)
- 机械设备安装工艺2
- 油罐制作安装工艺应用探究
- 桥(门、塔)起重机安装工艺
- 室内塑料排水管道安装工艺标准.doc.doc
- 室内消防管道及设备安装工艺标准