


- 305.40 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
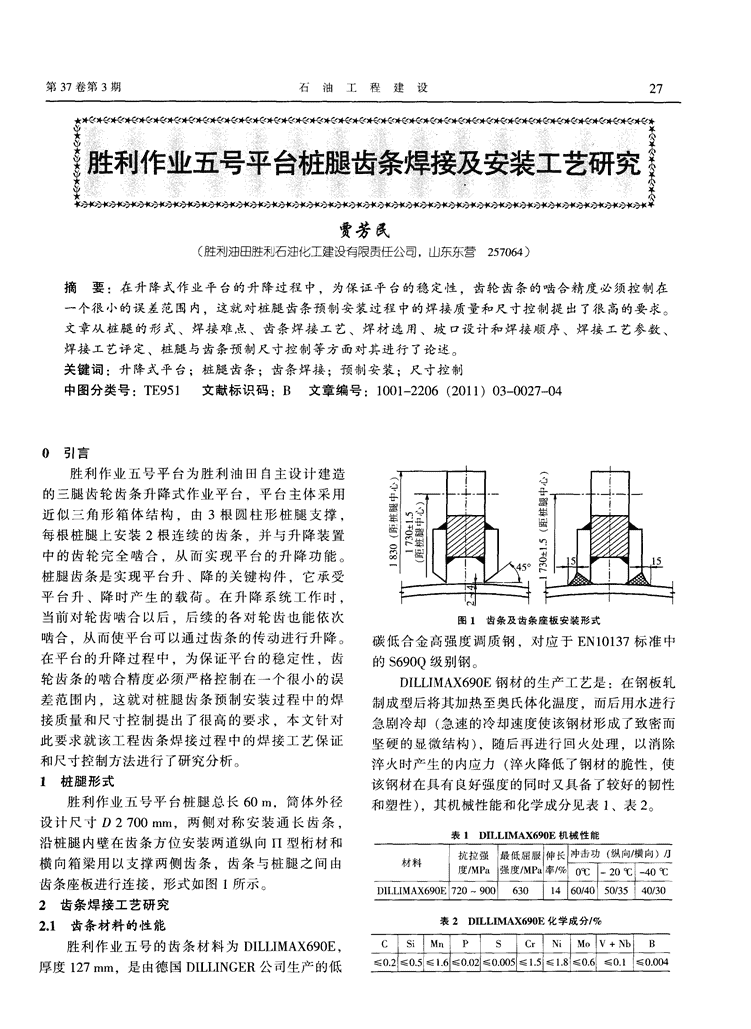
'第37卷第3期★★★★★★石油工程建设27艇秘作业五号尊备娃腿齿条爆接裹安装t笔研究曩董囊≤量囊曩薯薯董曼誊·囊一一誓贾芳民(胜利油田胜利石油化工建设有限责任公司,山东东营257064)摘要:在升降式作业平台的升降过程中,为保证平台的稳定性,齿轮齿条的啮合精度必须控制在一个很小的误差范围内,这就对桩腿齿条预制安装过程中的焊接质量和尺寸控制提出了很高的要求文章从桩腿的形式、焊接难点、齿条焊接工艺、焊材选用、坡口设计和焊接顺序、焊接工艺参数、焊接工艺评定、桩腿与齿条预制尺寸控制等方面对其进行了论述关键词:升降式平台;桩腿齿条;齿条焊接;预制安装:尺寸控制中图分类号:TE951文献标识码:B文章编号:1001—2206(2011)03—0027—040引言胜利作业五号平台为胜利油田自主设计建造的三腿齿轮齿条升降式作业平台,平台主体采用近似三角形箱体结构,由3根圆柱形桩腿支撑,每根桩腿上安装2根连续的齿条,并与升降装置中的齿轮完全啮合,从而实现平台的升降功能。桩腿齿条是实现平台升、降的关键构件,它承受平台升、降时产生的载荷。在升降系统工作时,当前对轮齿啮合以后,后续的各对轮齿也能依次图1齿条及齿条座板安装形式啮合,从而使平台可以通过齿条的传动进行升降。碳低合金高强度调质钢,对应于EN10137标准中在平台的升降羊过羊程羊中羊,羊为牛保证平台的稳定性,齿的S690Q级别钢轮齿条的啮合精度必须严格控制在一个很小的误DILLIMAX690E钢材的生产工艺是:在钢板轧差范围内,这就对桩腿齿条预制安装过程中的焊制成型后将其加热至奥氏体化温度,而后用水进行接质量和尺寸控制提出了很高的要求,本文针对急剧冷却(急速的冷却速度使该钢材形成了致密而此要求就该工程齿条焊接过程中的焊接工艺保证坚硬的显微结构),随后再进行回火处理.以消除和尺寸控制方法进行了研究分析。淬火时产生的内应力(淬火降低了钢材的脆性,使1桩腿形式该钢材在具有良好强度的同时又具备了较好的韧性胜利作业五号平台桩腿总长60ITI,简体外径和塑性),其机械性能和化学成分见表1、表2。设计尺寸D270011113,两侧对称安装通长齿条,表1DILLnIAX690E机械性能沿桩腿内壁在齿条方位安装两道纵向兀型桁材和抗拉强最低屈服伸长冲击功(纵向/横向)/J横向箱梁用以支撑两侧齿条,齿条与桩腿之间由材料度/MPa强度/MPa率/%O℃一20℃一40℃齿条座板进行连接。形式如图1所示。DILLIMAX690E720~9006301460/4050/3540/302齿条焊接工艺研究2.1齿条材料的性能表2DLIMAX69OE化学成分,%胜利作业五号的齿条材料为DILLlMAx690E,厚度127mm,是由德国DILLINGER公司生产的低
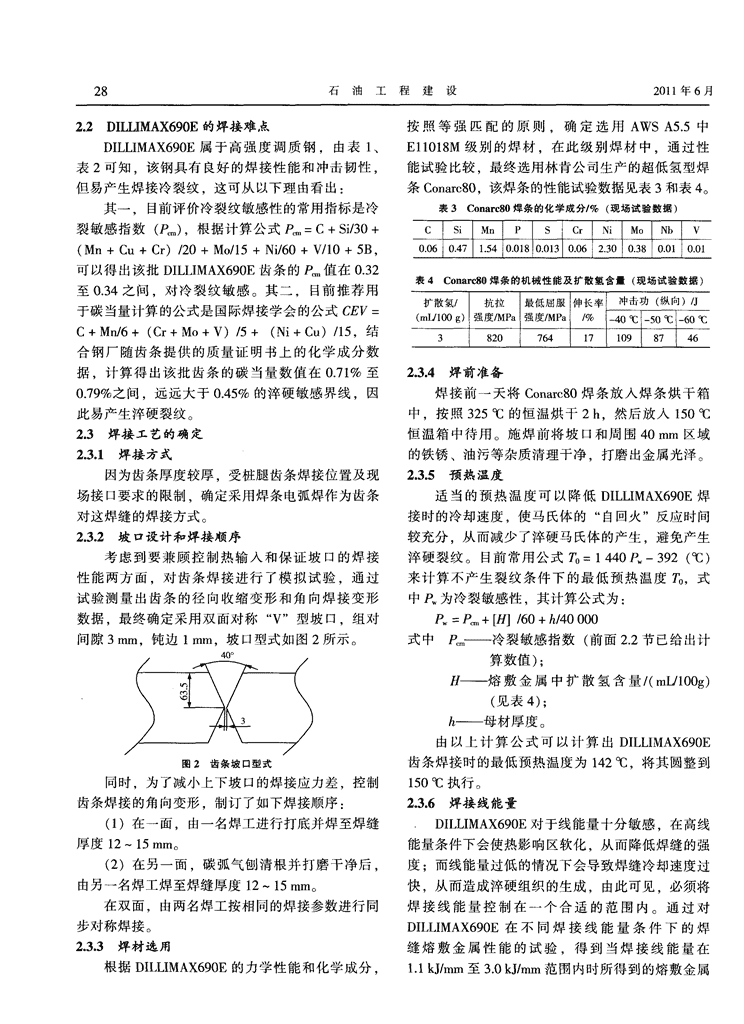
28石油工程建设2011年6月2.2DIIJJMAX690E的焊接难点按照等强匹配的原则.确定选用AWSA5.5中DILLIMAX690E属于高强度调质钢,由表1、E1lO18M级别的焊材,在此级别焊材中,通过性表2可知,该钢具有良好的焊接性能和冲击韧性,能试验比较,最终选用林肯公司生产的超低氢型焊但易产生焊接冷裂纹,这可从以下理由看出:条Conarc80,该焊条的性能试验数据见表3和表4。其一,目前评价冷裂纹敏感性的常用指标是冷表3Conarc80焊条的化学成分,%(现场试验数据)裂敏感指数(),根据计算公式=C+Si/30+ClSilMnlPlSICrlNilM。lNblV(Mn+Cu+Cr)/20+Mo/15+Ni/60+V/IO+5B,0.060.471.540.018O.Ol30.0623OO38O.O10.01可以得出该批DILLIMAX690E齿条的值在0.32表4Conarc80焊条的机械性能及扩散氢含量(现场试验数据)至O.34之间,对冷裂纹敏感。其二,目前推荐用扩散氢,抗拉最低屈服伸长率冲击功(纵向)/J于碳当量计算的公式是国际焊接学会的公式CEV=(mL/lO0g)强度/MPa强度,MPa/%一40℃一50qc{一60℃C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,结3820764l71098746合钢厂随齿条提供的质量证明书上的化学成分数据,计算得出该批齿条的碳当量数值在0.71%至2.3.4焊前准备0.79%之间,远远大于0.45%的淬硬敏感界线,因焊接前一天将Conarc80焊条放入焊条烘干箱此易产生淬硬裂纹。中,按照325℃的恒温烘干2h,然后放人150℃2.3焊接工艺的确定恒温箱中待用。施焊前将坡口和周围40mm区域2.3.1焊接方式的铁锈、油污等杂质清理干净,打磨出金属光泽。因为齿条厚度较厚,受桩腿齿条焊接位置及现2.3.5预热温度场接口要求的限制,确定采用焊条电弧焊作为齿条适当的预热温度可以降低DILLIMAX690E焊对这焊缝的焊接方式。接时的冷却速度,使马氏体的“自回火”反应时间2.3.2坡口设计和焊接顺序较充分,从而减少了淬硬马氏体的产生.避免产生考虑到要兼顾控制热输入和保证坡口的焊接淬硬裂纹。目前常用公式To=1440Pw一392(℃)性能两方面,对齿条焊接进行了模拟试验,通过来计算不产生裂纹条件下的最低预热温度,式试验测量出齿条的径向收缩变形和角向焊接变形中只为冷裂敏感性,其计算公式为:数据,最终确定采用双面对称“V”型坡口,组对Pw=Pcm+[HI/60+h/40000间隙3mm。钝边1mm,坡口型式如图2所示。式中。一冷裂敏感指数(前面2.2节已给出计算数值);口——熔敷金属中扩散氢含量/(mL/lOOg)(见表4):——母材厚度。由以上计算公式可以计算出DILLIMAX690E图2齿条坡121型式齿条焊接时的最低预热温度为142℃,将其圆整到同时,为了减小上下坡口的焊接应力差,控制150oC执行。齿条焊接的角向变形,制订了如下焊接顺序:2.3.6焊接线能量(1)在一面,由一名焊工进行打底并焊至焊缝DILLIMAX690E对于线能量十分敏感,在高线厚度12~15mm。能量条件下会使热影响区软化,从而降低焊缝的强(2)在另一面,碳弧气刨清根并打磨干净后,度;而线能量过低的情况下会导致焊缝冷却速度过由另一名焊工焊至焊缝厚度12~15mm。快,从而造成淬硬组织的生成,由此可见,必须将在双面,由两名焊工按相同的焊接参数进行同焊接线能量控制在一个合适的范围内。通过对步对称焊接。DILLIMAX690E在不同焊接线能量条件下的焊2.3.3焊材选用缝熔敷金属性能的试验,得到当焊接线能量在根据DILLIMAX690E的力学性能和化学成分.1.1kJ/mm至3.0kJ/ram范围内时所得到的熔敷金属
第37卷第3期贾芳民:胜利作业五号平台桩腿齿条焊接及安装工艺研究29性能最佳。(1)无损检测:焊后48h后所做的超声波检2.3.7冷却时间t的确定测表明,焊缝及其热影响区范围内未发现裂纹、未由于齿条的焊接形式属于三维热传导,三维热焊透及未熔合缺陷存在,局部位置存在不超标气传导状态下的计算公式如下::『L.超声波判定焊缝合格级别为I级。t8,5=(6700—5×To)×Qx[1/(500一)一(2)力学性能试验:对焊接工艺评定试件所进1/(800一To)1×:,亍的力学性能试验结果表明,焊缝熔敷金属及热影式中一预热温度,150℃;响区的性能满足要求,见表6。p——热输人,1.1~3.0kJ/ram;表6焊缝力学性能试验结果——三维热传导焊缝系数,对接焊缝该系抗拉强度编号12345678数为0.9。/MPa数据7707908207707708l08l5770将数值代人公式,可算出:编号12345678】8O。侧向弯曲热输入为1.1kJ/mm时,8S。结果完好完好完好完好完好完好完好完好位置焊缝根部I焊缝中心l熔合线热输人为3.0kJ/ram时,21S。一40℃冲击功,J626456I110961O0162164l86由此可知,用DILLIMAX690E齿条焊接时,低温冲击位置熔合线+2lnnl熔合线+5mill合适的£的控制范围在8~21S。冲击功/J15817O172168l5618O2.3.8层间温度层间温度与预热温度有着同样的作用,同样为3桩腿与齿条预制尺寸控制保证不产生淬硬裂纹,最小层间温度必须与最低预热在齿轮齿条式自升平台中,桩腿与齿条共同构温度一致,同时如果层间温度过高会导致数值超成了平台升降时的支撑结构,其制造的尺寸精度直出2lS的上限值,所以限定层间温度不能超过200℃。接影响到平台升降的平稳性。2.3.9焊接工艺参数3.1桩腿的预制尺寸控制经过上述对比和试验分析,最终确定了与以上3.1.1桩腿的椭圆度和直线度控制各项要求相匹配的焊接工艺参数,见表5。桩腿总长为60m,分5段进行预制.共22节表5焊接工艺参数筒节,在单节筒节制造阶段就对单节筒节的椭圆度焊层焊接电源焊条焊接焊接焊接速度进行严格控制,将其控制在许可偏差(5mil1)以方法极性牌号规格/ram电流/A电压/V(mm/min)内。简节检验合格后进人分段组对焊接阶段,焊接打底3.290~l2O20~2460~75完成后控制整段直线度偏差小于3mm/8m,且整填充3.21OO~l3O20~2560~80SMAWDC.RPConarc80段不超过6nqm;椭圆度不超过51TIm,且两端椭圆填充4,015018O23~2870~10O度不超过4mm。盖面4.0l50~l8O23~287010O3.1.2桩腿内兀型梁和箱梁的安装2.3.10后热处理两条兀型梁和箱梁主要起支撑和加固作用,安焊接完成后要立即采取后热处理,以促进焊缝装尺寸确保兀型梁安装位置偏差±3lTlm,水平箱熔敷金属中扩散氢的逸出,防止焊后冷裂纹的产型梁与兀型梁的错位≤3mm。每条兀型梁总长度生。后热处理温度不低于最高层问温度.以250℃571TI,每根桩腿内安装38根箱型梁;为便于控制为佳,焊后立即将焊缝及周围区域加热至250cjC,兀型梁和箱梁质量,单段简体预制完成后,用米字并恒温2h,然后用保温棉包覆缓冷,控制每小时降撑将两端筒体撑圆,在安装位置放出位置线,然后温不超过50℃,待冷却至室温后方可拆除保温棉。将兀型梁放入筒体,调整至组对间隙0~2mm,位2.3.11焊接工艺评定试验置偏差≤3mm,用同样方法安装另一面的兀型梁。为验证按此焊接工艺施焊的DILLIMAX690E兀型梁全部固定好后,转到横向位置,安装箱型梁,齿条焊缝的性能是否满足设计要求,从现场成品齿箱形梁安装前需测量其安装位置桩腿筒体的椭圆条余量部分切割试件进行焊接工艺评定试验,其结度,使其偏差≤5nlm,然后将箱形梁装入,为减少果如下:焊接收缩导致桩腿椭圆度变化,所有箱形梁切割尺
30石油工程建设2011年6月寸均为正偏差,与n型梁的组对采用无间隙组对。角板定位法进行定位.首先在简体上划出齿条座3.1.3桩腿内n型梁和箱梁的焊接板需要安装的位置,将三角板点焊到齿条所需位n型梁和箱梁的焊接选用低热输入的CO气体置的一侧,将齿条座板吊起放到固定好的三角板保护焊,CO气体保护焊具有焊接速度较快、熔池上,再将另一侧的三角板固定好,然后利用楔铁小、热影响区窄、焊件焊后变形小的特点。焊接轻微地调整齿条侧弯、直线度。焊接时左右两侧时,由4名焊工对称进行第一层焊接。先焊箱型梁各由4名焊工(共8名焊工)采用分段退焊法与n型梁角焊缝,再焊兀型梁与简体角焊缝。再进(每段焊缝长约400~500mm),从齿条中心向两行第二层焊接,施焊由中心向两端对称、跳焊进端对称同步施焊。行,尽量将焊接变形量控制到最小。4结束语3.2齿条与座板的组对焊接通过对胜利作业五号平台桩腿齿条焊接技术与为保证齿条与座板的预制偏差,齿条与座板组尺寸控制的研究,探索出了一套行之有效的适用于对工装将其固定在一起后进行施焊,齿条与座板的海洋平台高强度齿条钢的焊接工艺技术和尺寸控制角焊缝采用CO气体保护焊(FCAW),焊丝选用方法,为胜利作业五号平台的建造质量提供了技术林肯药芯焊丝TWE一81K2,焊丝直径1.2him。齿保障。该平台目前已正式下水投入生产作业,在多条与座板焊接前预热到150℃左右。焊接过程中次平台起升作业中,桩腿升降平稳,齿条啮合良好。由4名焊工采用对称、分段退焊法同时焊接,采用参考文献:多层多道排焊。上方两侧对称焊缝焊接2~3层【1]DINEN1011-2-2001,Areweldingofferritiesteels[S].后,翻转工件,用同样方式焊接下方两侧焊缝至[2]汤锁庚.淬火回火高强度结构钢及其焊接[绿洲技术,2000,(1):1—5.2/3角高,再翻转工件焊接上方两侧焊缝至要求角【3]屈朝霞,田志凌,何长红,等.超细晶粒钢及其焊接性[EB/OL].http:高,最后翻转焊完下方两侧焊缝至要求角高。焊后//wwwWP1drrn/ski11/2008/0l19/w11576html将工件整体加热到220oC左右,保温2h,然后用硅酸铝岩棉包好缓冷。作者简介:贾芳民(1965一),男,山东滨州人,高级工程师3.3齿条与桩腿的组对焊接1990年毕业于石油大学(华东),现从事工程项目管理工作。为保证齿条座板与筒体的安装精度,采用三收稿日期:2010—11—29一+-+-—-一-+一+一+-+一+-+一十-+-+-+一+一+-+一十-+-+一+-+一+-+一+-+一+-+-+-+-+-+-+本期广告索引·彩色广告·前插12:第三届中国(上海)国际石油化工技术封面:中原石油勘探局工程建设总公司管道技术装备展览会服务工程处前插l3:宁波信驰焊割设备有限公司拉页:中国石油集团海洋工程有限公司前插14:成都熊谷电器工业有限公司封2:汉胜工业设备(上海)有限公司中插l:西安天元化工有限责任公司封3:长春高祥特种管道有限公司中插2:中国石油集团工程技术研究院封底:中国石油集团海洋工程有限公司海工事业部中插3:中国石油集团工程技术研究院前插1:重庆运达科技有限公司中插4:天津中油渤星工程科技有限公司前插2:上海三一科技有限公司中插5:天津中油渤星工程科技有限公司前插3:南京奥特电气有限公司中插6:天津三英焊业股份有限公司前插4:中国石油天然气管道局第三工程分公司后插l:东光县国新液压机械制造有限公司前插5:中国石油天然气管道局第四工程分公司后插2:第10届新疆国际石油天然气技术装备前插6:中国石油天然气管道第二工程公司展览会前插7:第25届中国焊接博览会后插3:广东同望科技股份有限公司前插8:辽河石油勘探局油田建设工程一公司后插4:《石油工程建设》网站开通前插9:中国国际石油石化技术大会暨展览会·黑白广告·前插10:天华化工机械及自动化研究设计院D1:浙江永嘉振华机械厂前插11:沈阳飞研石化设备有限公司D2:吴江市麒麟起重机械有限公司'