


- 1.21 MB
- 14页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'轴流式水轮机埋件安装工艺导则DL/T5037-94轴流式水轮机埋件安装工艺导则GuideforinstallationtechnologyofembeddedcomponentsofaxialturbineDL/T5037-94目录1总则2一般规定3尾水管里衬安装4支柱式座环埋件安装5整体式座环埋件安装6机坑里衬安装7混凝土浇筑过程中埋件变形监测附录A葛洲坝电站部分机组座环——转轮室安装工艺流程(参考件)附录B大化电站座环——转轮室安装工艺流程(参考件)附录C编制说明(参考件)附加说明长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-941总则
1.1本工艺导则是根据《水轮发电机组安装技术规范》(GB8564-88),并结合常用典型结构而编制。
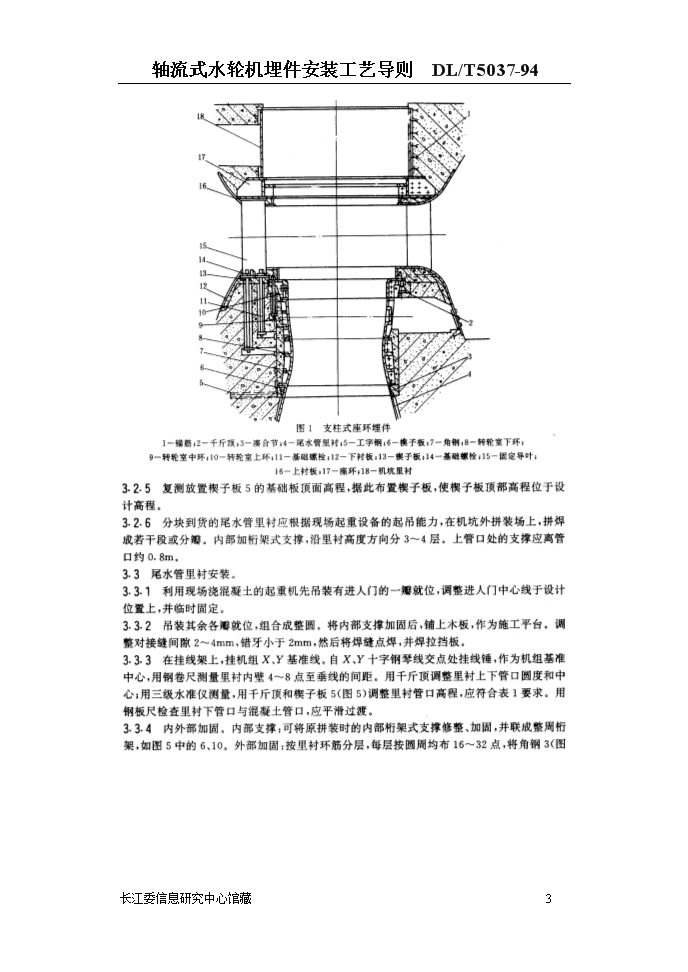
1.2本工艺导则适用于大中型轴流式水轮机埋件安装施工,采用分瓣就位组合的安装方式。如起重机起重量足够大时,也可采用分段或整体就位。2一段规定2.1设备安装前应进行全面清扫、检查,并复核设备高度尺寸。2.2设备基础板的埋设,应用钢筋或角钢与混凝土钢筋焊牢,其高程偏差一般不超过-5mm,中心和分布位置偏差一般不大于1Omm。水平偏差不大于1mm/m。2.3调整用楔子板成对使用,搭接长度应在2/3以上。2.4设备组合面和法兰连接面,应光洁无毛刺,合缝间隙用0.05mm塞尺检查,应不能通过;允许有局部间隙,用0.10mm塞尺检查,深度不应超过合缝宽度的1/3,总长不应超过周长的20%;连接螺栓及销钉周围不应有间隙。组合缝处的安装面错牙一般不超过O.O1mm。为防止漏水过水面组合缝应该封焊。2.5安装用X、Y基准线标点及高程点,测量误差不应超过±1mm。中心测量所使用的钢琴线直径一般为0.3~O.40mm,其拉应力应不小于1200MPa。2.6设备过水表面应平滑,焊缝应磨平。埋件与混凝土表面相接,应平滑过渡。2.7根据设备尺寸选用测量工具和测量方法。中心及圆度测量,一般选用带千分尺头的测杆,使用电测法(即带耳机的干电池回路。下同)。高程测量选用三级水准仪。水平测量,尺寸较小时选用水平梁和合象水平仪,大中型支柱式座环选用带钢钢尺的一级水准仪。2.8根据设备结构和土建施工程序,选择埋件加固方案,并随一期混凝土施工,埋设相应基础板和地锚。2.9设备安装应在基础混凝土强度达到设计值的7O%后进行。2.10大中型轴流式水轮机埋件结构如图1、图2、图3所示。安装工艺流程如图4所示。若因施工需要,也可选用其他安装工艺流程(见附录A和附录B)。3尾水管里衬安装3.1一期混凝土浇筑时,预埋尾水管里衬调整和加固用的基础板7和锚筋8(图5)。3.2准备工作。3.2.1在机坑外围混凝土面上,焊门形挂线架4个(图5中的9)。3.2.2在挂线架横杆上,放出高程基准点和+X、+Y、-X、-Y基准点。3.2.3放出尾水管进人门设计中心线的基准点(至少两点)。3.2.4复查混凝土管口的圆度和中心偏参.不应超过图纸要求。长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94附录C编制说明
(参考件)C1编制原则。轴流式水轮机埋件安装工艺流程,与设备结构、厂房结构和混凝土浇筑程序,以及施工场地条件、起重运输条件等因素有关。本工艺导则,按目前国内常用典型结构和一般施工现场条件编写,考虑了施工的通用性。C1.1目前国内已安装的大中型轴流式水轮机埋件,座环结构分为支柱式座环和整体式座环两种,转轮室结构分为底环与转轮室上环分开式和合一式两种,座环与转轮室连接方式有分开式和直接连接式两种。支柱式座环与转轮室是分开的,安装时要考虑如何保证导水叶端部间隙,见导则4.3.2。整体式座环与转轮室是下接连接的,安装只考虑高程、中心和水平(见导则5.2和5.3),导水叶端部间隙由制造厂加工保证。底环与转轮室上环合一结构(如八盘峡电站),在安装方法上同底环与转轮室上环分开结构,无原则区别。至于导水机构外顶盖与座环上环合一结构(如富春江电站),安装中增加了外顶盖与底环找同轴度的工作内容。即增加了导水机构安装工艺的部分内容,已超出了本导则的范围,故未涉及。本工艺导则,按支柱式座环和整体式座环两种结构编写。C1.2一期混凝土形成的埋件(混凝土蜗壳)机坑,有两种型式:a.混凝土蜗壳顶板不形成,埋件安装完后再浇筑。b.混凝土蜗壳顶板的外围部分形成,距座环约2.0m处,构成机坑,以便安装埋件。两种机坑型式埋件加固方案不一样,而第二种型式机坑有利于埋件加固,但增加了混凝土设计与施工难度。设计时,对两种机坑型式宜做技术经济比较。本工艺导则是按混凝土蜗壳顶板没有形成的机坑型式编写,因为此时座环加固难度较大。C1.3根据国内大中型电站施工情况,大多数电站在水轮机埋件安装时,厂房内桥式起重机尚未投入使用。因此,水轮机埋件安装,大多使用浇混凝土的起重机械或其它起重机械,受起重机械的起吊能力的限制,一般只能采用分瓣吊装、就位组合的安装方案。本导则就是采用这一安装方案。如果厂房内桥式起重机可以投入使用,或起重机械起重量足够大,可以采用分段或整体吊装方案。C2(4.3.2)关于转轮室上环与座环上环间距的确定问题。长江委信息研究中心馆藏13
轴流式水轮机埋件安装工艺导则DL/T5037-94这个问题,影响因素较多,较准确地定量较困难。它受设备结构和材质、安装工艺、混凝土成分与浇筑工艺、测量设备与工艺等因素影响。而其中混凝土浇筑工艺,对同一电站的不同机组,差异较大。葛洲坝19台机组的统计资料,转轮室上环与座环上环的相对高差,浇混凝土后变化为-2.04~+1.6lmm,其中有9台机组相对高差增大了。变化的特点是:不均匀的局部升与降。从安装工艺来看,在底环下面加垫比磨转轮室上环(或底环,或导水叶)要容易得多。因此,本工艺导则从这点出发,仅考虑上述相对高度的减小值。C3(4.3.3和4.4.3)座环上环与固定导叶的连接,在制造厂找正,井钻铰销钉孔。安装时,按销钉定位即可连接。过去,西津电站安装时,固定导叶在安装现场找正方位,增加了安装的难度和强度,也没有减少制造厂的工作量。因而,本工艺导则介绍固定导叶销钉定位的方式,较为合适。C4(4.4.3)按通常的惯例,转轮室安装是作为设备的第一个安装部件,方位和中心找正是以机组的设计X、Y轴线为基准,找正转轮室制造厂刻出的+X、-X、+Y、-Y刻线。座环安装是第二个安装部件,方位和中心粗调是以第一个安装部件——转轮室的+X、-X、+Y、-Y刻线为基准。因而,座环调整结果,相对于机组的设计X、Y轴线来说,刻线偏差就有可能超过表2中心与方位的允许值。尽管这对整个机组安装影响不大,但毕竟是属于“超差”。所以,本工艺导则认为要考虑刻线偏差的方向,避免误差累加超差。C5(7.1)从防止座环变形出发,混凝土钢筋与座环搭焊,另一端“应”为自由端,是有“必要的”。否则,应有专门措施,防止座环因焊接钢筋而变形变位。C6(图4)“金属蜗壳安装”用虚线。因为是有金属蜗壳时才有此项。对于混凝土蜗壳,则无此项工作。附加说明:本工艺导则由电力部水电开发与农村电气化司提出。本工艺导则由电力部水电站水轮机标准化技术委员会归口。本工艺导则由葛洲坝工程局机电建设公司负责起草。本工艺导则起草人赵仕儒。长江委信息研究中心馆藏13'
您可能关注的文档
- 音视频系统设计-ktv系统的施工安装工艺要求
- 室内塑料排水管道安装工艺(1)
- 室内消防气体卤代烷灭火系统管道及设备安装工艺大全
- 椭圆形风管及部件制作安装工艺标准
- 武昌鱼桥钢管拱安装工艺
- 接触网中锚安装工艺陕振岗修改(孙立聘
- -五金安装工艺施工组织设计方案
- 室内铸铁排水管道安装工艺(1)
- 液压电梯安装工艺
- 电梯安装工艺_secret
- 雨水管、变形缝制作安装工艺标准
- 护窗筋的标准材料规格及制作安装工艺
- 配电柜安装工艺标准
- 014_电动机及其附属设备安装工艺.doc
- 电气安装工艺实习报告
- 【经管励志】住宅楼防盗门的安装工艺
- 【经管励志】塑料踢脚板安装工艺标准(946-1996)
- 【经管励志】挂镜线、贴脸板、压缝条安装工艺标准(944-1996)