


- 687.18 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'甲板机械安装工艺规程N295/296/297/298第5页共16页6A412001FB标记Symb.数量Qty.修改单号Rev.No.签名Signat.日期Date标记Symb.数量Qty.修改单号Rev.No.签名Signat.日期Date工程ProjectN295/296/297/298图号Draw.No.6A412001FB图名Subject锚系安装工艺规程InstallprocedureforBoweranchorhandling设计Design校对Check工程号ProjectNo.DN0071/72/73/74设计阶段DesignPhase施工设计Productiondesign标检Stad.Ch审核Verify
甲板机械安装工艺规程N295/296/297/298第5页共16页6A412001FB大连中远船务工程有限公司COSCO(DALIAN)SHIPYARDCO.,LTD.比例Scale质量kg船级ClassLR版本Rev.0总页Total7页数Sheet1锚系安装工艺规程 Boweranchorhandlinginstallprocedure1、参考图纸Referencedocuments船体专业824/834分段工作图船体专业826/836分段工作图826HA001HA826、836分段铁舾件安装图F31FF141FF艏楼甲板舾装件安装图F21FF141FF水手长间舾装件安装图2、安装施工前准备2.1、准备经纬仪、角度尺、样冲、线锤等安装工具。2.2、为了保证安装精度,需选择熟练工人进行此项工作。2.3、数据保证实测,并提交检验人员。☆3、锚链筒及锚链舱制作精度(本项对于整个锚系的精度控制至关重要)由于锚链筒由两部分组成,对合拢时精度影响很大,现对锚链筒制作完工精度要求如下:锚链筒锚链舱圆度:±1mm±5mm垂直度:±2mm±2mm同心度:≤3mm≤3mm对接面的水平度:±0.1mm±0.1mm4、安装工序:4.1824/834分段锚系附件安装工艺要求。4.1.1保证分段胎架水平度,并提供一个水平面,进行测量4.1.2根据船体工作图纸,利用经纬仪精确定位锚台外板处中点定位。保持左右对称,误差不得大于1mm。4.1.3用铅锤将锚链舱中心点与锚台外板处中心点反馈到水平面上,
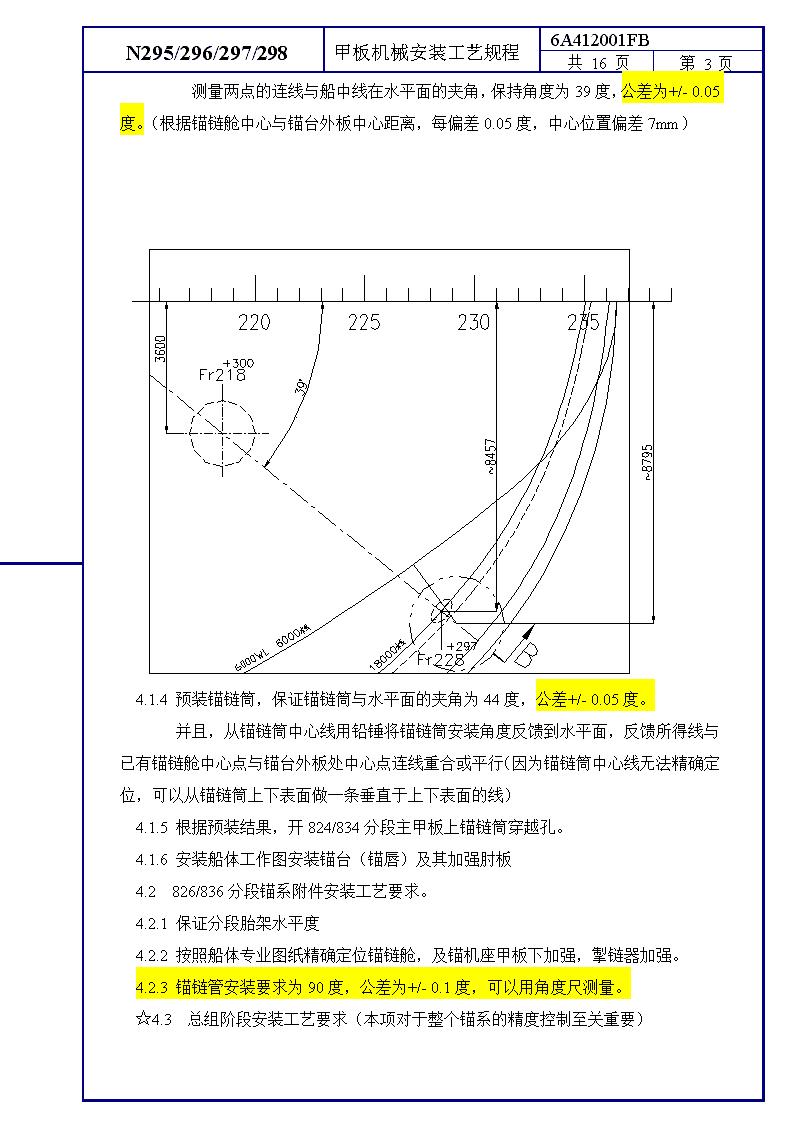
甲板机械安装工艺规程N295/296/297/298第5页共16页6A412001FB测量两点的连线与船中线在水平面的夹角,保持角度为39度,公差为+/-0.05度。(根据锚链舱中心与锚台外板中心距离,每偏差0.05度,中心位置偏差7mm)4.1.4预装锚链筒,保证锚链筒与水平面的夹角为44度,公差+/-0.05度。并且,从锚链筒中心线用铅锤将锚链筒安装角度反馈到水平面,反馈所得线与已有锚链舱中心点与锚台外板处中心点连线重合或平行(因为锚链筒中心线无法精确定位,可以从锚链筒上下表面做一条垂直于上下表面的线)4.1.5根据预装结果,开824/834分段主甲板上锚链筒穿越孔。4.1.6安装船体工作图安装锚台(锚唇)及其加强肘板4.2826/836分段锚系附件安装工艺要求。4.2.1保证分段胎架水平度4.2.2按照船体专业图纸精确定位锚链舱,及锚机座甲板下加强,掣链器加强。4.2.3锚链管安装要求为90度,公差为+/-0.1度,可以用角度尺测量。☆4.3总组阶段安装工艺要求(本项对于整个锚系的精度控制至关重要)
甲板机械安装工艺规程N295/296/297/298第5页共16页6A412001FB4.3.1进行搭载时,优先考虑824/834锚链舱与826/836锚链舱的对接精度,对接缝的角度控制在0.05度范围内。同心度控制在1mm范围内。可以通过塞尺测量角度。因为tan0.05°=0.00087锚链筒直径为1800mm,即最大允许间隙为1.5mm4.3.2如果分段搭载时,公差超出上述要求,需要对合拢缝进行微调,来满足此要求。4.3.3安装锚链筒上半部分,对接缝的角度控制在0.1度范围内。同心度控制在1mm范围内。可以通过塞尺测量角度。因为tan0.05°=0.00087锚链筒直径为750mm,即最大允许间隙为0.65mm4.3.4根据锚链筒的实际位置,开艏楼甲板锚链筒开孔。4.4安装锚机及系泊绞车锚机及系泊绞车安装部分参见6A412001FB甲板机械安装工艺规程。4.5安装锚链锚链参见锚链配置图,涂装及标记标准参见GB553-83。4.6安装锚系附件
甲板机械安装工艺规程N295/296/297/298第5页共16页6A412001FB4.6.1安装掣锚索,掣锚索眼板及支座焊接位置甲板下要有加强。4.6.2安装锚链筒盖4.6.3安装锚链管盖4.6.4安装锚锤及锚锤支架4.6.5安装备用肯特卸扣4.7研配掣链器4.7.1将滚轮闸刀掣链器吊装上船,吊装时,检验产品规格是否为本船使用。本船规格为:73CB/T3844-2000本船掣链器底座含大量荒料。4.7.2对应甲板下加强,临时封固掣链器。4.7.3检查锚链穿过掣链器的情况。4.7.4保证锚链筒中心,掣链器滚轮中心,锚链链轮中心在同一平面内。4.7.5本船锚机出链角度为15.3度,根据厂家图纸要求,不得小于10度。4.7.6保证锚链进入锚链筒位置在锚链筒中心位置,不碰撞锚链筒筒壁。4.4.7通过切割掣链器底座荒量,保证上述两条要求外,需保证肯特卸扣水平通过掣链器滚轮,掣链器研配到位后,在锚拉紧的情况下,掣链器闸刀距离锚链立环距离约2cm左右。4.4.8完工交验后,焊接掣链器。4.8安装系泊件4.7.1按照艏楼甲板区域安装图及艉部甲板舾装件安装图定位系泊件。4.7.2通过拉线,定位羊角滚轮高度。4.7.3完成焊接。'