


- 807.00 KB
- 16页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
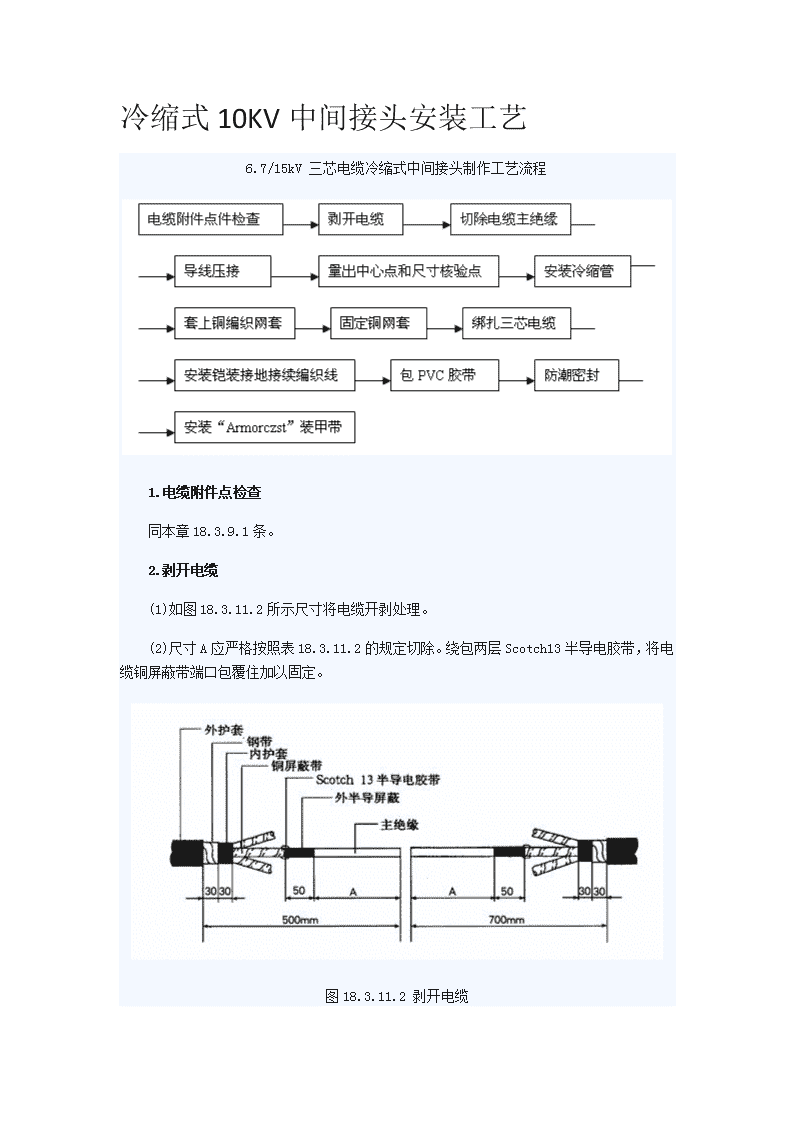
'冷缩式10KV中间接头安装工艺6.7/15kV三芯电缆冷缩式中间接头制作工艺流程 1.电缆附件点检查 同本章18.3.9.1条。 2.剥开电缆 (1)如图18.3.11.2所示尺寸将电缆开剥处理。 (2)尺寸A应严格按照表18.3.11.2的规定切除。绕包两层Scotch13半导电胶带,将电缆铜屏蔽带端口包覆住加以固定。图18.3.11.2剥开电缆
表18.3.11.2 三芯电缆冷缩式中间接头尺寸产口型号电缆尺寸连接管尺寸 A:剥除尺寸(mm)绝缘外径(mm)导体截面(mm2)外径(mm)最大长度(mm)6/10kV(6/6kV)8.7/15kV(8.7/10kV)QS1000-Ⅰ17.7-26.070-15050-15014.2-25.0135120QS1000-Ⅱ22.3-33.2150-240150-24018.0-33.2145125QS1000-Ⅲ28.4-42.0300-400300-40023.3-42.0220 电缆的绝缘外径为选型决定因素,导体截面为参考。 3.切除电缆主绝缘 (1)按1/2接管长+5mm的尺寸切除电缆主绝缘。 (2)从开剥长度较长的一端电缆套入冷缩接头主体,较短的一端套入铜屏蔽编织网套(3)冷缩接头必须安置于开剥较长的一端电缆,拉线端方向,见图18.3.11.3。 图18.3.11.3冷缩接头安置位置 4.导线压接
(1)将导线各穿入压接管1/2,用压钳将导线连接在一起。 (2)压接后如有尖角,毛刺应对接管表面挫平打光并且清洗。按常规方法清洗电缆主绝缘(用所配的CC-3清洁剂)。切勿使溶剂碰到半导电屏蔽层。 如果主绝缘表面有残留半导电颗粒或刀痕,须先用不导电的氧化铝(最大粒度120)。 砂纸打磨处理,不能使打磨后的主绝缘外径小于接头选用范围。 (3)在进行下一步骤前,主绝缘表面必须保持干燥,如有必要用干净的不起毛布进行擦拭。 (4)将P55/R混合剂涂抹在半导体屏蔽层与主绝缘交界处,然后把其余混合剂均匀涂抹在主绝缘表面及接管上。 注意:只能用P55/R混合剂,不能用硅脂!见图18.3.11.4。图18.3.11.4涂抹P55/R混合剂 5.量出中心点和尺寸校验点 测量绝缘端口之间之尺寸C,然后按尺寸1/2C,在接管上确定实际中心点D,然后按300mm在一边的铜屏蔽带上找出一个尺寸校验点E,见图18.3.11.5。图18.3.11.5量出中心点和尺寸校验点
6.安装冷缩管见(图18.3.11.6)图18.3.11.6安装冷缩管 (1)在半导电屏蔽层上距离屏蔽层端口X处做一记号,此处为接头收缩起始点。 (2)将冷缩接头对准定位标记,逆时针抽掉芯绳使接头收缩,在接头完全收缩后5min内校验冷缩头主体上的中心标记到校验点E的距离是否确实为300mm,如有偏差,尽快左右移动接头以进行调整。 注意:由于冷缩接头为整体预制式结构,必须进行中心点校验,并且做到准确无误。 (3)照此步骤完成第二、三个接头的安装。 7.套上铜编织网套 在装好的接头主体外部套上铜编织网套,见图18.3.11.7。图18.3.11.7套上铜编织网套 8.固定铜网套(见图18.3.11.8)
图18.3.11.8固定铜网套 (1)用PVC胶带把铜网套绑扎在接头主体上。 (2)用两只恒力弹簧将铜网套固定在电缆铜屏蔽带上。 (3)将铜网套的两端修齐整,在恒力弹簧前各保留10mm。 (4)半重叠绕包两层PVC胶带,将弹簧包覆住。 (5)按同样方法完成另两相的安装。 9.绑扎三芯电缆(见图18.3.11.9)图18.3.11.9绑扎三芯电缆 (1)用PVC胶带将三芯电缆绑扎在一起。(2)绕包一层Scotch2228防水带,涂胶合剂的一面朝外,将电缆衬垫层包覆住。 10.安装铠装接地接续编织线(见图18.3.11.10)
图18.3.11.10安装铠装接地接续编织线 (1)在编织线两端各80mm的范围将编织线展开。 (2)将编织线展开的部分贴附在Scotch2228胶带和钢铠上并与电缆外护套搭接20mm。 (3)用恒力弹簧将编织线的一端固定在钢铠上,搭接在外护套上的部分反折回来一起固定在钢铠上。 (4)同样,编织线的另一端也照此步骤安装。 11.包PVC胶带(见图18.3.11.11) 半重叠绕包两层PVC胶带将弹簧连同铠装一起覆盖住,不要包在Scotch2228防水带上。图18.3.11.11包PVC胶带 12.防潮密封(见图18.3.11.12) 用Scotch2228防水带做接头的防潮密封,从一端护套上距离为60mm(A)开始半重叠绕包(涂胶合剂一面朝里),绕至另一端护套上60mm(B)处。 注:如需将钢带接地与铜屏蔽接地分离,可以先用Scotch2228防水带将整个接头统包一层,从一端内护套上开始到另一端内护套上结束,然后用接地线将两边钢带连接上,最后,再用Scotch2228防水带进行统包。
图18.3.11.12防潮密封 13.安装“Armorcast”装甲带 (1)为使电缆外形整齐,可先用防水胶带填平两边的凹陷处,见图18.3.11.13(1)。图18.3.11.13.(1)安装“Armorcast”装甲带 (2)在整个接头外绕包装甲带,以完成整个安装工作,从一端电缆护套上60mm防水带上开始,半重叠绕包装甲带至对面另一端60mm防水带上,见图18.3.11.13.(2)。图18.3.11.13.(2)安装“Armorcast”装甲带 (3)为保证电缆的质量,做好后,30min内不得移动电缆。18.4导线连接施工工艺 18.4.1工艺流程
18.4.2导线的切剥 1.剥削线芯绝缘常用工具有电工刀、克丝钳和剥皮钳,可进行削、克及剥削绝缘层。 一般4mm2以下的导线原则上使用剥皮钳,但使用电工刀时,不允许采用刀在导线周围转圈剥削绝缘层的方法以免破坏线芯。 2.剥削线芯绝缘的方法〔见图18.4.2.(2)〕 (1)单层剥法:不允许采用电工刀转圈剥削绝缘层,应使用剥削钳。 (2)分段剥法:一般适用于多层绝缘导线剥削,如编制橡皮绝缘导线,用电工刀先削去外层编织层,并留有12mm的绝缘层,线芯长度随接线方法和要求的机械强度而定。 (3)斜削法:用电工刀以45°倾斜切入绝缘层,当切近线芯时就应停止用力,接着应使刀子倾斜角度为15°左右,沿着线芯表面向前头端部推出,然后把残存的绝缘层剥离线芯,用刀口插入背部以45°角削断。 (a)单层削法 (b)分段削法 (c)斜削法 1.导体;2.橡皮图18.4.2.(2)剥削线芯绝缘的方法 18.4.3单芯铜导线的直接连接,可参照图18.4.3处理,所有铜导线连接后均应挂锡,防止氧化,增加导电率。
图18.4.3单芯铜导线连接 18.4.4多芯铜导线的直接连接可参照图18.4.4处理所有多芯铜导线连接应挂锡,防止氧化增加导电率。
图18.4.4多芯铜导线直接连结 18.4.5LC和YM型安全型压线帽(见图18.4.5)
图18.4.5安全型压线帽 1.铜导线压线帽分为黄、白、红3种颜色,分别适用于1.0~4.0mm2的2~4根导线的连接。其操作方法是:将导线绝缘层剥去8~10mm(按帽的型号决定),清除线芯表面的氧化物,按规格选用配套的压线帽,将线芯插入压线帽的压接管内,若填不实,可将线芯折回头(剥长加倍),直至填满为止,线芯插到底后,导线绝缘层应和压接管平齐,并包在帽壳内,用专用压接钳压实即可。注意:采用LC和YM安全型压线帽一般优于焊包工艺,目前已被广泛使用。 2.铝导线压接操作方法同上。 18.4.6加强型绝缘钢壳螺旋接线纽(简称接线纽) 6mm2及以下的单线芯在用接线纽连接时,把外露的线芯对齐按顺时针方向拧绞,在线芯的12mm处剪去前端,然后选择相应的接线纽按顺时针方向拧紧。要把导线的绝缘部分拧入接线纽的上端护套内,见图18.4.6。
图18.4.6钢壳螺旋接线纽做法 18.4.7导线焊接 铝导线焊接前将铝导线线芯破开顺直合拢,用绑线把连接处做临时绑缠。导线绝缘层处用浸过水的石棉绳包好,以防烧坏。导线焊接所用的焊剂有两种:一种是锌58.5%、铅40%、铜5%的焊剂;另一种是含锌80%、铅20%的焊剂(焊剂成分均为重量比);导线焊好后呈蘑菇状,见图18.4.7。导线截面(mm2)L(mm)16602570358050907010095120 图18.4.7多股铝导线气焊接法 18.4.8铜导线的焊接由于导线的线径及敷设场所不同,因此焊接的方法有以下几种: 1.电烙铁加焊 适用于线径较小的导线的连接及用其他工具焊接困难的场所。导线连接处加焊剂,用电烙铁进行焊接。 2.喷灯加热法
将焊锡放在锡勺内,然后用喷灯加热,焊锡融化后即可进行焊接。加热时要注意温度;温度过高刷锡不饱满;温度过低刷锡不均匀。焊接完成后必须用布将焊接处的焊剂及其他污物擦净。 18.4.9铜铝导线连接 1.2.5mm2及以下单股铝线与多股铜芯软线接头,将铜软线刷锡后缠绕在铝线上,缠5圈后将铝导线弯曲180°,用钳子夹紧。 2.单股铝线与单股铜线连接,铜线应挂锡可采用螺旋压接帽连接。 3.多股铝线与多股铜线连接时,应采用铜铝压接连接管。见图18.4.9(3)。4.多股铝线与设备,电器连接时,均应采用铜铝过渡板压接。如无铜铝过渡板,可用铜排制作,一端与设备或电气连接,一端与铝线端子连接,自制连接板必须挂锡。
注:①铜管要求含铜量达99.9%(YB75-60-2号铜)以上的软铜管,退火后强度不大于190N/mm2。 铝部件要求含铝量达99.5%(YB79-60-2号铝)以上的铝棒车削。 ②两部件压接前,须用60%的锌粉油膏与油石将接合部分除去氧化层,使其表面粗糙度达6.3, 再涂一层清洁的锌粉油膏,随后将铝部件用木榔头打进铜件内,然后在压膜内加147~294kPa压力, 3min后脱模。 ③管中心偏移允许±0.15mm,管的弯曲度每米不大于3/1000。 ④管径公差E、D为-0.15,e、d为+0.15。 ⑤与导线压接前,铝端应作退火处理。 图18.4.9(3)多股铝线与多股铜线连接 18.4.10套管连接 套管已被普遍采用,但套管的选型应与导线配套,不论是铜芯线或铝芯线,压接前均应除去氧化膜,使其导电率好,压接钳可选用局部压接或整体压接,导线插入管内均应涂导电脂,可防止氧化,提高导电率,套管压坑或整体压接的模数由产品实际情况或由设计定。 18.4.11接线端子压接
1.多股导线可采用与导线同材质且规格相应的接线端子。削去导线的绝缘层,不要碰伤线芯,清除套管,接线端子孔内的氧化膜,涂导电脂将线芯插入,用压接钳压紧,导线外露部分应小于1~2mm。 2.导线与平压式接线柱连接 (1)单芯线连接:用一十字机螺丝压接,盘圈开口不宜大于2mm。按顺时针方向压接。 (2)多股铜芯软线用螺丝压接时,应将软线芯做成单眼圈状,刷锡后,将其压平再用螺丝加垫紧牢固。 (3)导线与针孔式接线桩连接:把要连接的线芯插入接线桩针孔内,导线裸露出针孔1~2mm,针孔大于导线直径1倍时需要折回头插入压接。 3.导线包扎 首先用橡胶绝缘带从导线接头处始端的完好绝缘层开始,缠绕1~2个绝缘带宽度,以半幅宽度重叠进行缠绕,在包扎过程中应可能收紧绝缘带。最后在绝缘层上缠绕1~2圈,在进行回缠。采用橡胶绝缘带包扎时,应将其拉长2倍后再进行缠绕。然后用黑胶布包扎,包扎时要衔接好,以半幅宽度边压边进行缠绕,同时在包扎过程中收紧胶布,导线接头处两端应用黑胶布封严。 18.5.1各种电路,设备,器具进行绝缘电阻测试时应选用适合电压等级的兆欧表。 18.5.2电气器具未安装前进行线路绝缘遥测时,首先将灯头盒内导线分开,开关盒内导线连通。遥测应将干线和支线分开,一人遥测,一人应及时读数并记录。摇动速度应保持在120r/min左右,读数应采用1min后的读数为宜。 18.5.3电气器具全部安装完在送电前进行遥测时,应先将线路上的开关,刀闸,仪表,设备等用开关全部置于断开位置,遥测方法同上,确认绝缘遥测无误后再进行送电试运行。'