


- 1.72 MB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
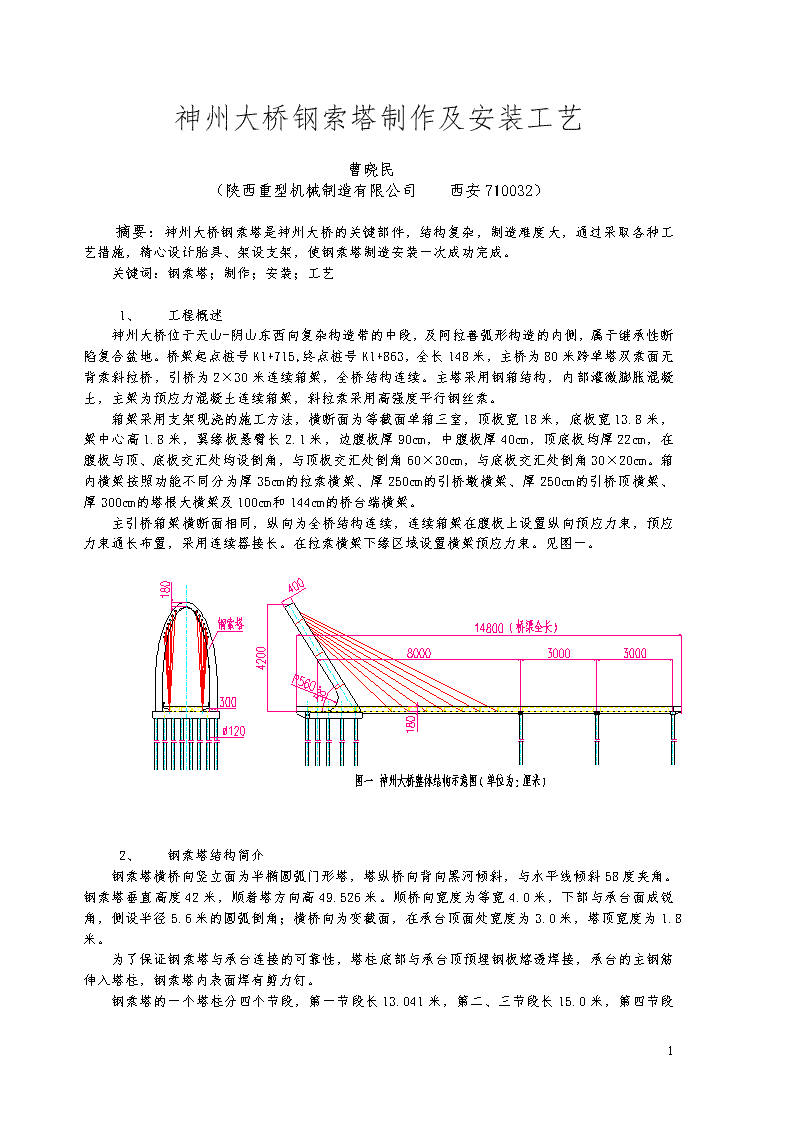
'神州大桥钢索塔制作及安装工艺曹晓民(陕西重型机械制造有限公司西安710032)摘要:神州大桥钢索塔是神州大桥的关键部件,结构复杂,制造难度大,通过采取各种工艺措施,精心设计胎具、架设支架,使钢索塔制造安装一次成功完成。关键词:钢索塔;制作;安装;工艺1、工程概述神州大桥位于天山-阴山东西向复杂构造带的中段,及阿拉善弧形构造的内侧,属于继承性断陷复合盆地。桥梁起点桩号K1+715,终点桩号K1+863,全长148米,主桥为80米跨单塔双索面无背索斜拉桥,引桥为2×30米连续箱梁,全桥结构连续。主塔采用钢箱结构,内部灌微膨胀混凝土,主梁为预应力混凝土连续箱梁,斜拉索采用高强度平行钢丝索。箱梁采用支架现浇的施工方法,横断面为等截面单箱三室,顶板宽18米,底板宽13.8米,梁中心高1.8米,翼缘板悬臂长2.1米,边腹板厚90㎝,中腹板厚40㎝,顶底板均厚22㎝,在腹板与顶、底板交汇处均设倒角,与顶板交汇处倒角60×30㎝,与底板交汇处倒角30×20㎝。箱内横梁按照功能不同分为厚35㎝的拉索横梁、厚250㎝的引桥墩横梁、厚250㎝的引桥顶横梁、厚300㎝的塔根大横梁及100㎝和144㎝的桥台端横梁。主引桥箱梁横断面相同,纵向为全桥结构连续,连续箱梁在腹板上设置纵向预应力束,预应力束通长布置,采用连续器接长。在拉索横梁下缘区域设置横梁预应力束。见图一。2、钢索塔结构简介钢索塔横桥向竖立面为半椭圆弧门形塔,塔纵桥向背向黑河倾斜,与水平线倾斜58度夹角。钢索塔垂直高度42米,顺着塔方向高49.526米。顺桥向宽度为等宽4.0米,下部与承台面成锐角,侧设半径5.6米的圆弧倒角;横桥向为变截面,在承台顶面处宽度为3.0米,塔顶宽度为1.8米。为了保证钢索塔与承台连接的可靠性,塔柱底部与承台顶预埋钢板熔透焊接,承台的主钢筋伸入塔柱,钢索塔内表面焊有剪力钉。钢索塔7
的一个塔柱分四个节段,第一节段长13.041米,第二、三节段长15.0米,第四节段长7.734米,其中第一节段在直线上,其余三个节段在椭圆曲线上。第三、第四节段上分别有5个和2个斜拉索锚箱,即每个塔柱有7个锚箱。节段的横截面尺寸为4×3---4×1.8米,断面上除四周带有加劲肋的壁板外,在第四和第三节段塔箱内还设有两道腹板,即第一和第二节段为单箱单室结构,第三和第四节段为单箱三室结构。壁板的厚度分两种,面向黑河的壁板25㎜,第三第四节段面向桥岸壁板为25㎜,其余壁板厚度都为16㎜.壁板和腹板上加劲肋的规格统一为12×180㎜。节段上设置横隔板或横肋板,间距1.5米。横隔板和横肋板厚12㎜,其加劲肋厚10㎜。钢索塔的材料采用Q345qC(GB/T714-2000),总重量近410吨。钢索塔是整个桥梁的关键部件结构复杂,质量要求高,是整桥制造的关键。钢索塔详图如图二。3、钢索塔制造的难点:按照钢索塔的结构特点及其制作的尺寸要求,在制作过程中需控制以下几个关键点。3.1几何尺寸精度的控制由于构件相互连接处尺寸公差要求高,特别是分段之间尺寸公差的控制尤其困难。而且各分段板厚较大,构件尺寸长、大,焊接质量要求高,焊接变形大,构件精度不易控制。采取如下控制措施:3.1.1、认真分析分段构件的变形规律,通过焊接变形试验确定焊接变形量的大小,以确定采取反变形措施;3.1.2、采取理论计算与模拟试验相结合的方法确定各焊缝预留的焊接收缩量,并在生产过程中跟踪测量,及时修正,板单元预留焊接收缩补偿量如表1.7
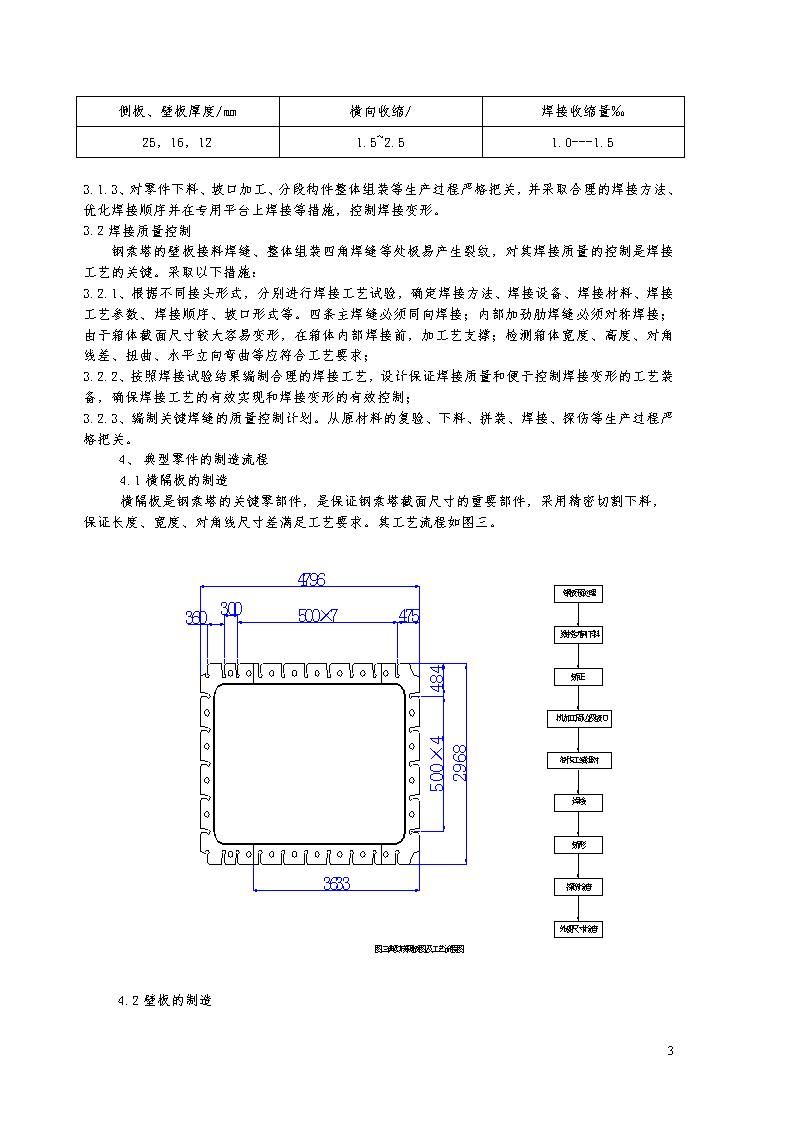
侧板、壁板厚度/㎜横向收缩/焊接收缩量‰25,16,121.5~2.51.0---1.53.1.3、对零件下料、坡口加工、分段构件整体组装等生产过程严格把关,并采取合理的焊接方法、优化焊接顺序并在专用平台上焊接等措施,控制焊接变形。3.2焊接质量控制钢索塔的壁板接料焊缝、整体组装四角焊缝等处极易产生裂纹,对其焊接质量的控制是焊接工艺的关键。采取以下措施:3.2.1、根据不同接头形式,分别进行焊接工艺试验,确定焊接方法、焊接设备、焊接材料、焊接工艺参数、焊接顺序、坡口形式等。四条主焊缝必须同向焊接;内部加劲肋焊缝必须对称焊接;由于箱体截面尺寸较大容易变形,在箱体内部焊接前,加工艺支撑;检测箱体宽度、高度、对角线差、扭曲、水平立向弯曲等应符合工艺要求;3.2.2、按照焊接试验结果编制合理的焊接工艺,设计保证焊接质量和便于控制焊接变形的工艺装备,确保焊接工艺的有效实现和焊接变形的有效控制;3.2.3、编制关键焊缝的质量控制计划。从原材料的复验、下料、拼装、焊接、探伤等生产过程严格把关。4、典型零件的制造流程4.1横隔板的制造横隔板是钢索塔的关键零部件,是保证钢索塔截面尺寸的重要部件,采用精密切割下料,保证长度、宽度、对角线尺寸差满足工艺要求。其工艺流程如图三。4.2壁板的制造7
壁板是钢索塔箱型结构的外围板,是整个钢索塔的重要部件,其尺寸及拼接焊缝质量的好坏关系着整个钢索塔的质量。其典型结构及工艺流程如下。5、钢索塔节段的制造钢索塔整个由8节段组成,左右两侧每两节对称,总共8节段发现场组对。5.1、T1,T2节段在拼好的平台上进行组装,组装时以壁板作基准组对横隔板、横肋板、纵向加劲肋、前后侧板、另一壁板使其成整体,并在端口加井字形工艺支撑,测量外形尺寸及对角线尺寸应符合工艺要求。组对过程见照片。5.2、T3,T4节段在拼好的组装胎具上进行组装,组装时以侧板作基准组对横隔板、纵向加劲肋、前后壁板、横肋板、两个中腹板、横肋板、锚固箱、另一侧板使其成整体,并在端口加井字形工艺支撑,测量外形尺寸及对角线尺寸应符合工艺要求。组对过程见照片7
。6、整体试拼装:为了确保钢索塔现场的安装质量,检查各节段的尺寸状况,结合厂内场地情况,我们对整个钢索塔分两部分进行了试拼装。如图所示。第一步,试拼时按图五左侧先拼T1-T2-T3-T4-T4五块,垫支平整后测量各种尺寸,应符合图纸及工艺文件的规定。第二步按图五右侧拼T4-T4-T3-T2-T1五块,同样垫支平整后测量各种尺寸,应符合图纸及工艺文件的规定。需要注意的是T4-T4两块必须参与试拼两次。只有这样才能保证整体配合尺寸。7、现场架设及吊装7.1、现场支架搭设钢索塔第一节重量52.4077吨,第二节重45.49吨,第三节重66.784吨,第四节重39.14吨,7
钢索塔安装采用汽车起重机起吊,采用钢管支架对钢索塔进行临时支撑(临时支撑支架设计如图),立撑采用∮273×8,横连杆采用槽钢22a。立撑顶平放横梁,横梁采用双拼槽钢24,每侧宽出钢管50㎝,在钢索塔底端连接梯形箱体楔块,采用M16螺栓连接,楔块下加工高34㎝钢板箱,以便钢索塔临时微调。立柱底端基础采用扩大C25混凝土基础,混凝土底铺设30㎝厚三七灰土垫层,四边各宽出基础20㎝.钢索塔立柱设计高度37.8564米,最低10.0804米,根据每节重心布设钢管支架位置。第一节不设钢管支架,塔架在高16米与28.5米处顺桥向。横桥向设置钢丝风缆绳,以抵抗横向风力。根据钢管立柱平面坐标,采用全站仪对钢管支架精确放线,并控制设计高度。钢索塔支架加工误差控制在3㎜以内。如图六及照片所示。7
7.2、吊装工艺方法:施工现场运输道路占车位置畅通无障碍,地面平整。支车位置地耐力不小于8t/㎡。塔柱第一节段、第二节段采用160吨汽车吊单机主吊、35吨汽车吊尾部调整吊装就位;塔柱第三、第四节段采用160吨汽车吊和200吨汽车吊双机抬吊就位。如图为第三、第四节段吊装吊车站位示意图。7.3、现场焊接现场焊接全部采用CO2气体保护焊进行,内侧焊完后,外侧碳弧气刨清根后再焊,焊接工艺规范参数按照工艺规定进行。现场最后一道焊缝焊前应检查错边量,满足要求后方可焊接。因为桥梁所在地温差大,两个钢索塔柱日照方向不同,变形不一致,现场观测T4-T4之间最大错边量达60㎜.因此这道焊缝只有等两边日照一致时,错变量满足要求后,突击焊接,这一点是必须注意的。8、结束语钢索塔通过按照以上工艺制造和安装,取得了满意效果。为类似桥梁钢索塔制造积累了经验。该项目获得国家建筑质量“鲁班奖”。参考文献1、《焊接手册》机械工业出版社2、GB50017-2003钢结构设计规范3、GB50205-2001钢结构工程施工质量验收规范4、《钢结构》2010年第4期作者简介:曹晓民,男,1963年出生,焊接高级工程师,邮箱:CXM1207.@163.com7'
您可能关注的文档
- 016_开关、插座安装工艺18724
- 017配电板及户表板的安装工艺
- 408室外供热管道及配件安装工艺标准
- 007_低压电缆头制作安装工艺65028
- 018 配电板及户表板的安装工艺
- 004_风管及部件安装工艺
- 重力倒臂式吊艇架装置安装工艺规范
- 032_预制钢筋混凝土隔墙板安装工艺99916
- 建筑分项工程施工工艺标准--玻璃幕墙安装工艺标准(927-1996)
- 007_低压电缆头制作安装工艺
- 402室内热水辅助设备安装工艺标准
- 轴流式水轮机埋件安装工艺导则
- 配电板及户表板的安装工艺标准
- 厅门安装工艺大全
- 028_预制外墙板安装工艺
- 灯具安装工艺标准
- 玻璃幕墙安装工艺技术标准
- 铝门窗设计制作安装工艺规范(凯信德)