

- 456.13 KB
- 20页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'滚动轴承湿式溢流球磨机安装工艺摘要球磨机是选矿厂生产的关键设备之一,其运转率和效率常常决定了全厂的生产效率和指标,是生产的“咽喉”环节。本次安装工艺根据我公司承建的蒙古国巴音乌列盖省都兰哈日矿区球磨机安装、内蒙古齐华矿业有限公司选矿厂球磨机安装施工经验编写而成。施工过程中选用滚动轴承湿式溢流型球磨机,型号为Φ2700×3600mm。球磨机主要由给料部、出料部、回转部、机械传动部(如:减速机、小传动齿轮、电机和电控...)等主要部分组成。此次论文分别对球磨机基础放线、垫铁的选择与安装、安装质量技术措施及吊装方案的选择、筒体及大小齿轮和主轴承安装、三项同步电机和电缆及其他电气设备的安装、油系统的安装、试车与验收和环保措施等的编写。关键词:球磨机安装吊装方案试车验收环保措第17页共20页
滚动轴承湿式溢流球磨机安装工艺一、概述0二、工法特点12.1工艺流程简洁清晰12.2工艺控制精度高1三、适用范围1四、工艺原理1五、工艺流程及操作要点15.1工艺流程图15.2基础复核及划线15.3垫铁选用及安装45.4磨机安装质量技术措施及吊装方案的选择45.5主轴承底板安装85.6主轴承安装85.7滚筒安装85.8大齿轮安装95.9小齿轮的安装115.10同步电机和联轴器的安装125.11油系统安装145.12试车与验收14六、安全措施15七、环保措施16参考文献17第17页共20页
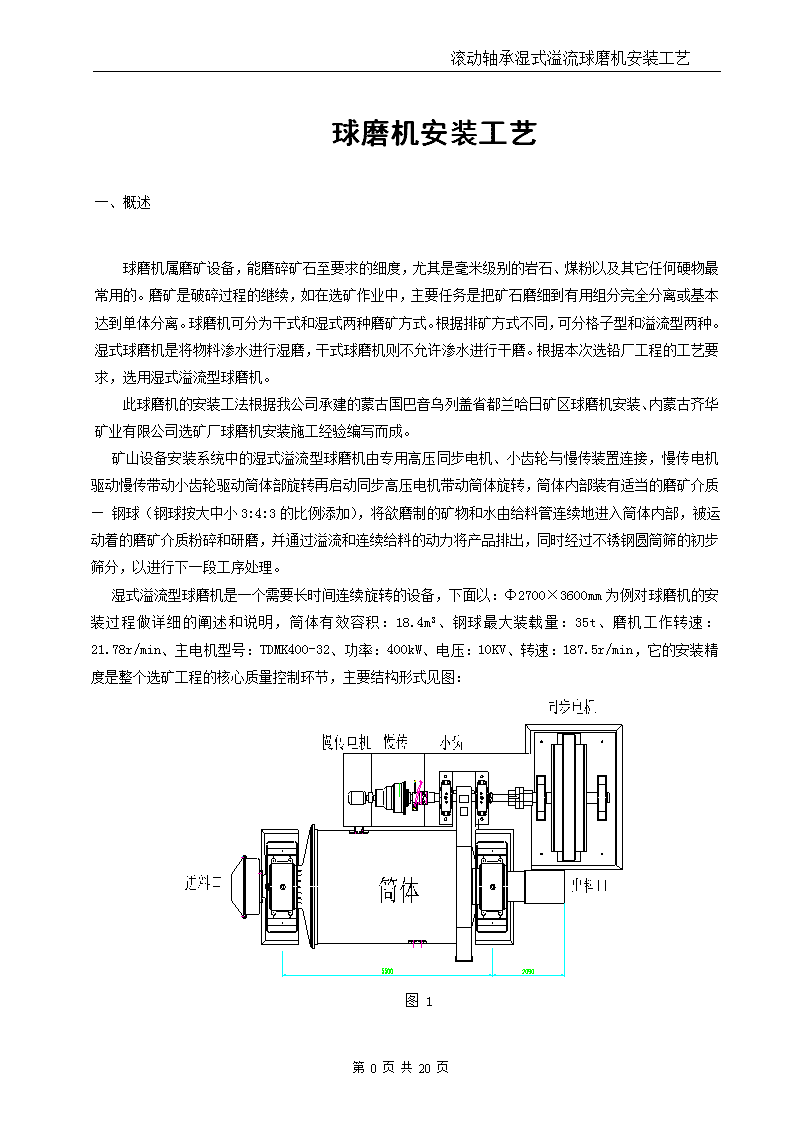
滚动轴承湿式溢流球磨机安装工艺球磨机安装工艺一、概述球磨机属磨矿设备,能磨碎矿石至要求的细度,尤其是毫米级别的岩石、煤粉以及其它任何硬物最常用的。磨矿是破碎过程的继续,如在选矿作业中,主要任务是把矿石磨细到有用组分完全分离或基本达到单体分离。球磨机可分为干式和湿式两种磨矿方式。根据排矿方式不同,可分格子型和溢流型两种。湿式球磨机是将物料渗水进行湿磨,干式球磨机则不允许渗水进行干磨。根据本次选铅厂工程的工艺要求,选用湿式溢流型球磨机。此球磨机的安装工法根据我公司承建的蒙古国巴音乌列盖省都兰哈日矿区球磨机安装、内蒙古齐华矿业有限公司选矿厂球磨机安装施工经验编写而成。矿山设备安装系统中的湿式溢流型球磨机由专用高压同步电机、小齿轮与慢传装置连接,慢传电机驱动慢传带动小齿轮驱动筒体部旋转再启动同步高压电机带动筒体旋转,筒体内部装有适当的磨矿介质—钢球(钢球按大中小3:4:3的比例添加),将欲磨制的矿物和水由给料管连续地进入筒体内部,被运动着的磨矿介质粉碎和研磨,并通过溢流和连续给料的动力将产品排出,同时经过不锈钢圆筒筛的初步筛分,以进行下一段工序处理。湿式溢流型球磨机是一个需要长时间连续旋转的设备,下面以:Φ2700×3600mm为例对球磨机的安装过程做详细的阐述和说明,筒体有效容积:18.4m3、钢球最大装载量:35t、磨机工作转速:21.78r/min、主电机型号:TDMK400-32、功率:400kW、电压:10KV、转速:187.5r/min,它的安装精度是整个选矿工程的核心质量控制环节,主要结构形式见图:图1第17页共20页
滚动轴承湿式溢流球磨机安装工艺二、工法特点2.1工艺流程简洁清晰工艺流程简洁、清晰,能有效缩短工期。2.2工艺控制精度高用J2型经纬仪配合卷尺,测量各中心线和尺寸线,用ST200型精密框式水平仪测量设备底板水平,工艺控制精度高。三、适用范围本工法适用于滚动轴承球磨机的安装。四、工艺原理根据球磨机的施工图纸、设备实际尺寸、土建基准点以及中线,确定球磨机主轴承座纵横中心线,以此为基准线采用“主轴承中心线综合测量控制法”用J2型经纬仪配合卷尺,测量各中心线和尺寸线,并划出小齿轮、慢速传、电机的基础中心线,将所有基准线引至基础垂直面,作好标记。然后根据各基础中心线和底板中心线安装底板,配置垫铁,用ST200型精密水平仪测量水平度,以此实现球磨机安装精度控制。五、工艺流程及操作要点5.1工艺流程图(见图5-1所示)5.2基础复核及划线(1)相关人员熟悉图纸及有关技术文件,核对设备底座尺寸与安装图及土建基础是否相符,参与图纸会审及设计交底,编制施工方案,技术员向施工班组下发质检记录和技术交底,让所有施工人员在安装前做到心中有数。第17页共20页
滚动轴承湿式溢流球磨机安装工艺(2)在球磨机安装之前要验收设备基础。根据土建提供的基础中间交接记录,对基础的强度进行简单的目测检查,避免出现马蜂窝和裂口等问题。地脚螺栓孔位置及外形尺寸进行检查,看能不能符合安装要求,特别是预埋地脚螺栓的间距和铅垂度进行复核测量,其偏差应控制在《GB-T50107-2010混凝土强度检验评定标准》的范围内、筒体底座标高和电机、慢传、小齿的标高差与图纸要求的是否在误差范围之内。清理基础表面及螺栓孔内的杂物,地脚螺栓孔内模板必须清理干净(模板无法掏出时会有人在孔内加油然后点着,孔内一旦留有残余油污将影响灌浆料与地脚螺栓孔壁的凝固,一定要杜绝上述情况的发生),复测合格后办理交接手续。编制安装方案设备清点设备基础复核垫铁位置的确认和安放小齿轮、减速箱、主电机、慢传电机基础划线主轴承基础划线筒体底座的安装大齿轮接口间隙、径向和端面跳动筒体、大齿轮安装小齿轮安装、测量大小齿轮间隙减速机、主电机、慢传电机安装单体调试及试车电气安装进出料斗安装油站安装及配管吊装方案确定、钢丝绳、卡环等准备测量工具准备、记录表格制作第17页共20页
滚动轴承湿式溢流球磨机安装工艺图5-1为验证每个地脚螺栓位置的正确程度,除了控制地脚螺栓间的图示尺寸外,还应控制地脚螺栓间的对角线尺寸。地脚螺栓尺寸误差在±2mm以内,并测量地脚螺栓的铅垂度,使其误差在1/100长度以内。(3)为了把球磨机准确地安装在设计位置上,使其达到所要求的纵横坐标位置和要求的标高,应按图5-2所示位置埋设中心标板和基准点。图5-2永久中心标板、永久基准点图在图示位置装8块中心标板,以4号和7号中心标板控制球磨机纵向中心线;以2号和6号、3号和5号中心标板控制两个主轴承座横向中心线;在图示同步电动机基础附近埋设一个标高基准点,用以控制球磨机的标高。在附近选择最能反映基础沉降特征且便于观测的点作为沉降点。(4)按球磨机的安装图纸进行划线,以球磨机纵横中心线为基准划出轴承座、小齿轮、减速机、电机的基础中心线。所有基准线都应引到基础垂直面上,并作好标记(见图5-3)。2mmm+1.001mmm2mm图5-3第17页共20页
滚动轴承湿式溢流球磨机安装工艺5.3、垫铁选用及安装1、平垫板和斜垫板准备球磨机运转的动负荷和静负荷全由垫铁承受,所以垫铁的选择是相当重要的。垫铁总承力面积计算:A=C(Q1+Q2)/R式中Q1=129.73kgf=1297.3N;C—安全系数,取C=2.5;R—C20,R=20N/mm2;Q2—从手册中查得每根M64地脚螺栓的紧固力,为187600~268000N,取其平均值为227800N;Q2=8×227800=1822400N则A=2.5×(1297.3+1822400)/20=227962(mm2)每根地脚螺栓旁放两组垫铁,则每块垫铁面积:A0=A/2n=227962/16=14248(mm2)从垫铁规格中取宽90mm,长180mm,其面积为16200mm2,可用。2、按基础中心线及球磨机安装图纸的尺寸,结合设备实际尺寸以及底座加劲板对垫铁位置的影响来确定垫铁实际位置,并在基础上画出垫铁位置,凿平处理。3、按照薄在上厚在下最薄在中间的顺序,将垫铁(片)组放置在基础或同等水泥浆料上(垫铁均匀的分布在地脚螺栓两侧),用水平仪检查垫铁的水平。每在地脚螺栓应有二个垫铁组,且在不影响二次灌浆的情况下,尽量靠近地脚螺栓;每组垫铁一般不超过三块,一平二斜;相邻两垫铁组间的距离宜为500~1000mm;设备底座有接缝处的两侧各垫一组垫铁。垫铁组的放置采用压浆法,设备找平后,垫铁应露出设备底座边缘,平垫铁为10~30mm,斜垫铁为10~50mm,垫铁组进入底座的长度应超过设备地脚螺栓的中心。且每一组垫铁均应被压紧。4、使用精密水平仪,确定主轴承基座底板的高度,并用此数据使所有垫片组达到标准高度。5.4磨机安装质量技术措施及吊装方案的选择1、设备安装应符合国家规范的相关技术要求,详见表5-1。第17页共20页
滚动轴承湿式溢流球磨机安装工艺表5-1湿式溢流型球磨机(滚动轴承)安装规范安装项目安装精度测量方法单位数值一般规定①纵、横向中心线极限偏差mm±3以中心标板为基准用钢盘尺测量②安装标高极限偏差mm±5以标高基准点用精密水准仪测量主轴承底盘①两底盘中心线间的距离Lmm±3用钢盘尺测量,距离较长时用弹簧秤拉直钢尺②两底盘的纵向轴线CC与DD应在同一直线上,其偏差不应大于mm1.0按中心标板用钢盘尺测量两底盘的横向中心AA与BB平行度偏差为mm0.50/1000③主轴承座底盘的安装水平度不应大于mm0.20/1000用框式水平仪或水准仪测量④两底盘的相对标高偏差,且进料端高于出料端mm0.5用水准仪或液体连通器测量⑤主轴承与底盘四周应均匀接触,局部间隙不大于mm0.1用塞尺测量③两侧的侧间隙的总和宜为轴颈直径的mm1.5/1000-2/1000用游标卡尺测量筒体、端盖①筒体直线度偏差不应大于筒体总长的mm1/1000用框式水平仪或水准仪测量②筒体两端的圆度偏差不应大于筒体直径的mm1.5/1000用百分表测量齿圈①齿圈端面与筒体法兰应紧密贴合,间隙不应大于mm0.15用塞尺测量第17页共20页
滚动轴承湿式溢流球磨机安装工艺②拼合齿圈对接处的间隙不应大于mm0.10用塞尺测量③拼合处节距其允许偏差应为模数±0.005用内径千分尺测量④齿圈的径向圆跳动,每米节径应不大于mm0.25用百分表测量⑤齿圈的端面圆跳动,每米节径应不大于mm0.35用百分表测量传动装置①传动轴和电动机轴的同轴度不应大于mm0.3用百分表测量②传动轴和电动机轴的安装水平度不应大于mm1.0/1000用框式水平仪测量③传动轴轴线与球磨机轴线的平行度偏差,每米不应大于mm0.15用百分表测量④大齿圈与小齿圈啮合的齿侧间隙应符合:中心距
您可能关注的文档
- 空调制冷机组安装工艺
- 银行安装工艺 microsoft word 文档
- 灯具安装工艺标准
- 螺旋桨和艉轴拂配预装安装工艺
- 14工业管道支吊架预制安装工艺
- 004_风管及部件安装工艺
- 机械设备安装工艺标准
- 008管内穿绝缘导线安装工艺
- 热水锅炉安装工艺
- 预制钢筋混凝土隔墙板安装工艺标准(432-1996)
- 电梯机房机械设备安装工艺标准
- 预制外墙板安装工艺标准
- kv单芯电缆头安装工艺规范及试验规范
- 有线电视共用天线系统安装工艺标准(installation standard of catv common antenna system)
- 环形被动防护施工安装工艺
- 锅炉受热面安装工艺标准
- 广播系统安装工艺标准
- pe-rtii预制直埋保温管施工安装工艺
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看