


- 110.00 KB
- 5页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
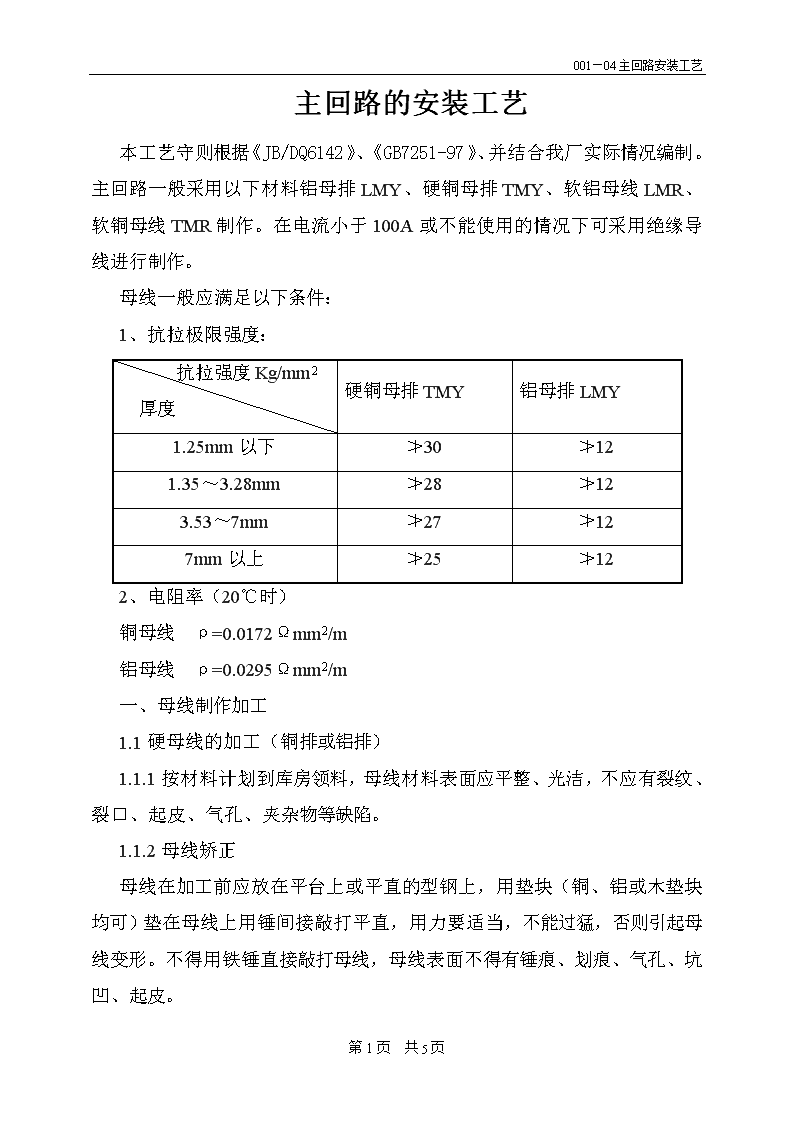
'001—04主回路安装工艺主回路的安装工艺本工艺守则根据《JB/DQ6142》、《GB7251-97》、并结合我厂实际情况编制。主回路一般采用以下材料铝母排LMY、硬铜母排TMY、软铝母线LMR、软铜母线TMR制作。在电流小于100A或不能使用的情况下可采用绝缘导线进行制作。母线一般应满足以下条件:1、抗拉极限强度:抗拉强度Kg/mm2厚度硬铜母排TMY铝母排LMY1.25mm以下≯30≯121.35~3.28mm≯28≯123.53~7mm≯27≯127mm以上≯25≯122、电阻率(20℃时)铜母线ρ=0.0172Ωmm2/m铝母线ρ=0.0295Ωmm2/m一、母线制作加工1.1硬母线的加工(铜排或铝排)1.1.1按材料计划到库房领料,母线材料表面应平整、光洁,不应有裂纹、裂口、起皮、气孔、夹杂物等缺陷。1.1.2母线矫正母线在加工前应放在平台上或平直的型钢上,用垫块(铜、铝或木垫块均可)垫在母线上用锤间接敲打平直,用力要适当,不能过猛,否则引起母线变形。不得用铁锤直接敲打母线,母线表面不得有锤痕、划痕、气孔、坑凹、起皮。第5页共5页
001—04主回路安装工艺1.1.3按照实测尺寸下料,用机械加工方法剪切或手工锯断母线,禁止使用气焊或电焊切断母线。剪切后打磨切口处的毛刺。1.1.4钻孔1.1.4.1冲孔或钻孔,母线连接处的开孔尺寸与搭接方式有关,按母线连接尺寸表进行开孔,开孔后应打磨平整毛刺。1.1.4.2母线连接孔,其直径一般应大于螺栓直径1mm,孔眼加工应保证位置正确、垂直,不歪斜,孔眼间相互距离的误差不应大于0.5mm。1.1.5成形,1.1.5.1按实测母线的走向,用母线折弯机将母线弯曲成所需形状,母线的折弯角度不得小于90°。成形后,弯曲处不应有裂纹或折皱,不平整度不大于1mm。母线的弯曲半径不得小于下表数值:窄边弯宽边弯扭弯弯曲种类母线截面(mm)最小弯曲半径铜铝钢平弯50×5及以下120×10及以下2b2b2b2.5b2b2b立弯50×5及以下120×10及以下1a1.5a1.5a2a0.5a1a圆棒直径16mm及以下直径30mm及以下50mm100mm70mm100mm50mm100mm扭弯扭弯部份的全长不小于母线宽度的2.5倍其中:b为母线的厚度,a为母线的宽度.第5页共5页
001—04主回路安装工艺1.1.5.2母线的弯曲一般进行冷弯,如需要加热时,其温度不得超过下表规定:母线材料加热温度(℃)铝250铜3501.1.6接触面的加工母线之间连接时的接触部份的表面,应加工平整,把表面的污垢清除干净,涂上松香或焊锡膏.浸入锡锅中进行镗锡,使锡附在母线的表面。母线从锡锅中取出时,用抹布擦去表面的浮渣,露出银白色的光洁表面。镗锡处理的长度为母线宽度的2倍。加工后如不立即装配,接触面应用纸包好。1.1.7母线喷漆1.1.7.1经过冲孔、弯曲、镗锡处理后的母排,必须用铅笔画出喷漆线,喷漆线一律规定在搭接处10mm的位置上,尺寸偏差±1mm。1.1.7.2将划好喷漆线的母排,用裁齐边缘的纸和黑胶布沿喷漆线包扎(注意边缘必须整齐,不得有毛边)后,用废旧导线绑扎后送喷漆。1.1.7.3母线涂漆应均匀,无流痕、刷痕起泡、皱纹、漏底等缺陷,接触面不能粘漆,同一元件,同一侧母线涂漆界线应一致,其界线距接触面的距离相差不能超过10mm。一般喷黑漆。1.1.8母线经加工后,其截面的减小值,铜母线不应超过原截面的3%,铝母线不应超过5%。1.1.9对100A以下的主回路采用铜芯绝缘导线时,应按测量尺寸下料,并在两连接端焊接(锡焊)相应电流的铜鼻子。二、母线的安装2.1.1各种相同布置的主母线,分支母线,引下线及设备连接线应对称一致,整齐美观,层次分明。2.1.2第5页共5页
001—04主回路安装工艺接至各个电器的分支母线及电器间的连线,除必要的弯曲外,应尽量减少弯曲数。2.1.3分支母线与主母线的连接处应保持垂直。2.1.4母线搭接连接时,其接触部份和长度应等于或大于母线的宽度。原则按下表连接:2.1.5用螺栓连接母线,当母线平放时,螺栓由下向上穿。在其它情况下,螺帽应置于维护侧,所有螺栓两侧均应加垫圈,并在螺帽侧加弹簧垫。连接母线用的螺栓、螺帽、垫圈应是精制或半精制的。2.1.6母线相互之间连接或母线与电器端子连接时,不应在其接点施加任何外力,应在自由状态下连接。2.1.7母线在绝缘子上固定时,若工作电流大于1500A时,每相母线的支持铁构、夹板等金具,应不使其成为闭合磁路。2.1.8母线支持夹板与支持绝缘子间的固定,应平整牢固,不应使其所支持的母线受到任何机械应力。2.1.9当母线工作电流大于1000A,且两固定端距离1.3m以上时,中间应加装母线夹件(用绝缘板制作)或用绝缘子支撑。2.1.10母线的固定装置应无显著的棱角,以防尖端放电。2.1.11母线上连接二次线路,一律钻φ6mm孔,用M5mm螺丝连接。2.2母线的排列及色标见表:当母线按此相序排列造成母线配制困难时,其相序排列可不按本规定排列。组别色标颜色母线安装相互位置垂直排列水平排队列前后排列(A)L1黄上左远(B)L2绿中中中(C)L3红下右近零线或中性线浅兰色较下方较右方较近方保护接地线黄绿双色最下方最右最近正极棕色上左远第5页共5页
001—04主回路安装工艺负极兰色下右近2.3.1中性导体截面积规定:如果相导线的截面积大于10mm2,中性导体载流量等于相导线载流量的一半,其截面积最小为10mm2;如果相导线的截面积等于或小于10mm2,中性导体载流量等于相导线载流量。2.3.2保护导体(PE)的截面积规定:相导线的截面积相应保护导体的最小截面积S≤16S16<S≤351635<S≤400S/2400<S≤800200S>800S/4PE最小截面积为10mm2,PE导线不需绝缘。2.3.3如果需要提供用于中性导体、保护导体和中性保护导体出入的连接设施,它们应该安置在相导线的附近。第5页共5页'
您可能关注的文档
- 黑龙江瑞兴科技股份有限公司企业标准--zpw-2000r型自动闭塞设备施工安装工艺标准--室外设备安装
- 卫生洁具安装工艺标准
- 铝门窗设计制作安装工艺规范(凯信德)
- 室内燃气管道安装工艺_1
- 预制外墙板安装工艺标准
- 锅炉受热面安装工艺标准
- 谈热水供应系统的安装工艺流程论文
- 浅谈消化池搅拌器的安装工艺技术论文
- 太浦河泵站工程多叶拍门制造与安装工艺论文
- 沉箱陆上气囊移运、半潜驳7#浮坞出运及安装工艺在烟台港西港区油品码头工程中的应用
- 电气设备安装工艺标准
- otis最新无脚手架安装工艺
- 给排水工程施工、安装工艺技术要求
- 悬吊装配式顶棚安装工艺
- 钢屋架安装工艺标准
- 除尘器制作与安装工艺
- 008_消声器制作与安装工艺
- 柴油发电机安装工艺