


- 62.50 KB
- 6页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'表C1-3技术交底记录工程名称交底部位工程编号日期交底内容:室内蒸汽管道及附属装置安装1范围本工艺标准适用于民用及一般工业建筑蒸汽压力不大于0.8MPa管道及附属装置安装工程。2施工准备2.1材料设备要求:2.1.1管材:碳素钢管、无缝钢管、管材不得弯曲、锈蚀、无飞刺、重皮及凹凸不平现象。2.1.2管件:无偏扣、方扣、乱扣、断丝和角度不标准等缺陷。2.1.3阀门:铸造规矩,无毛刺、裂纹,开关灵活严密,丝扣无损伤,直度和角度正确,强度符合要求,手轮无损伤。2.1.4附属装置:减压器、疏水器、过滤器、补偿器等应符合设时要求,并有出厂合格证和说明书。2.1.5其它材料:型钢、圆钢、管卡子、螺栓、螺母、衬垫、电气焊条等选用符合标准要求。2.2主要机具:2.2.1机具:砂轮锯、套丝机、电锤、台钻、电焊机、煨弯器、千斤顶。2.2.2工具:管钳、压力案、台虎钳、气焊工具、手锯、手锤、活板子、倒链。2.2.3其它:水平尺、錾子、钢卷尺、线坠、小线等。2.3作业条件:2.3.1位于地沟内的干管安装,应在清理好地沟,安装好托吊卡架,未盖沟盖板前安装。2.3.2架空的干管安装,应在管支托架稳固定后,搭好脚手架再进行安装。3操作工艺3.1工艺流程:安装准备→预制加工→卡架安装→管道安装→附属装置安装→试压冲洗→防腐保温→调试验收3.2安装准备:3.2.1认真熟悉图纸,根据土建施工进度,预留槽洞及预埋件。3.2.2按设计图纸画出管路的位置、管径、变经、预留口、坡向、卡架位置画出施工草图。把干管起点、末端和拐弯、节点、预留口、坐标位置等找好。3.3蒸汽管道安装:3.3.1水平安装的管道要有适当的坡度,当坡向与蒸汽流动方向一致时,应采用i=0.003的坡度,当坡向与蒸汽流动方向相反时,坡度应加大到i=0.005~0.01。干管的翻身处及末端应设置疏水器(图l-35)。3.5方型补偿器安装:3.5.1方型补偿器在安装前,应检查补偿器是否符合设计要求,补偿器的三个臂是否在一个水平上,安装时用水平尺检查,调整支架,使方型补偿器位置标高正确,坡度符合规定。
表C1-3技术交底记录3.5.2安装补偿器应做好预拉伸,按位置固定好,然后再与管道相连接。预拉伸方法可选用下斤顶将补偿器的两臂撑开或用拉管器进行冷拉。3.5.5采用千斤顶顶撑时,将千斤顶横放置补偿器的两臂间,加好支撑及垫块,然后启动千斤顶,这时两臂即被撑开,使预拉焊口靠拢至要求的间隙。焊口找正,对平管口用电焊将此焊口焊好,只有当两端预拉焊口焊完后,才可将千斤顶拆除,终结预拉伸。3.5.6水平安装时应与管道坡度、坡向一致。垂直安装时,高点应设放风阀,低点处应设疏水器。3.5.7弯制补偿器,宜用整根管弯成,如需要接口,其焊口位置应设在直臂的中间。方型补偿器预拉长度应按设计要求拉伸,无要求时为其伸长量的一半。3.5.8管道热伸量的计算公式:ΔL=aL(t2-t1)式中ΔL——管道的热伸量(mm);.;a——管材的线膨胀系数(钢管为0.012mm/m·℃);L——管道计算长度(m);t2——热煤温度(℃);t1——管道安装时的温度(℃),一般取-5℃。3.6套筒补偿器安装(图l-38):3.6.1套筒补偿器(见图l-38)应安装在固定支架近旁,并将外套管一端朝向管道的固定支架,内套管一端与产生热膨胀的管道相连接。3.6.2套筒补偿器的预拉伸长度应根据设计要求,设计无要求时按表l-20要求预拉伸。预拉伸时,先将补偿器的填料压盖松开,将内套管拉出预拉伸的长度,然后再将填料压盖紧住。3.6.3套筒补偿器安装前,安装管道时应将补偿器的位置让出,在管道两端各焊一片法兰盘,焊接时要求法兰垂直于管道中心线,法兰与补偿器表面相互平行,加垫后衬垫应受力均匀。套筒补偿器预拉长度表表1-20补偿器规格(mm)152025324050657580100125150拉出长度(mm)2020303040405656595959633.6.4套筒补偿器的填料,应采用涂有石墨粉的石棉盘根或浸过机油的石棉绳,压盖的松紧程度在试运行时进行调整,以不漏水、不漏气,内套管又能伸缩自如为宜。3.6.5为保证补偿器的正常工作,安装时必须保证管道和补偿器中心线一致,并在补3.7.3补偿器安装前管道两侧应先安好固定卡架,安装管道时应将补偿器的位置让出,在管道两端各焊一片法兰盘,焊接时要求法兰垂直于管道中心线,法兰与补偿器表面相互平行,加垫后衬垫应受力均匀。3.7.4补偿器安装时,卡架不得吊在波节上。试压时不得超压,不允许侧向受力,将其固定牢。3.7.5波形补偿器如须加大壁厚,内套筒的一端与波形补偿的壁焊接。安装时应注意使介质的流向从焊端流向自由端,并与管道的坡度方向一致。
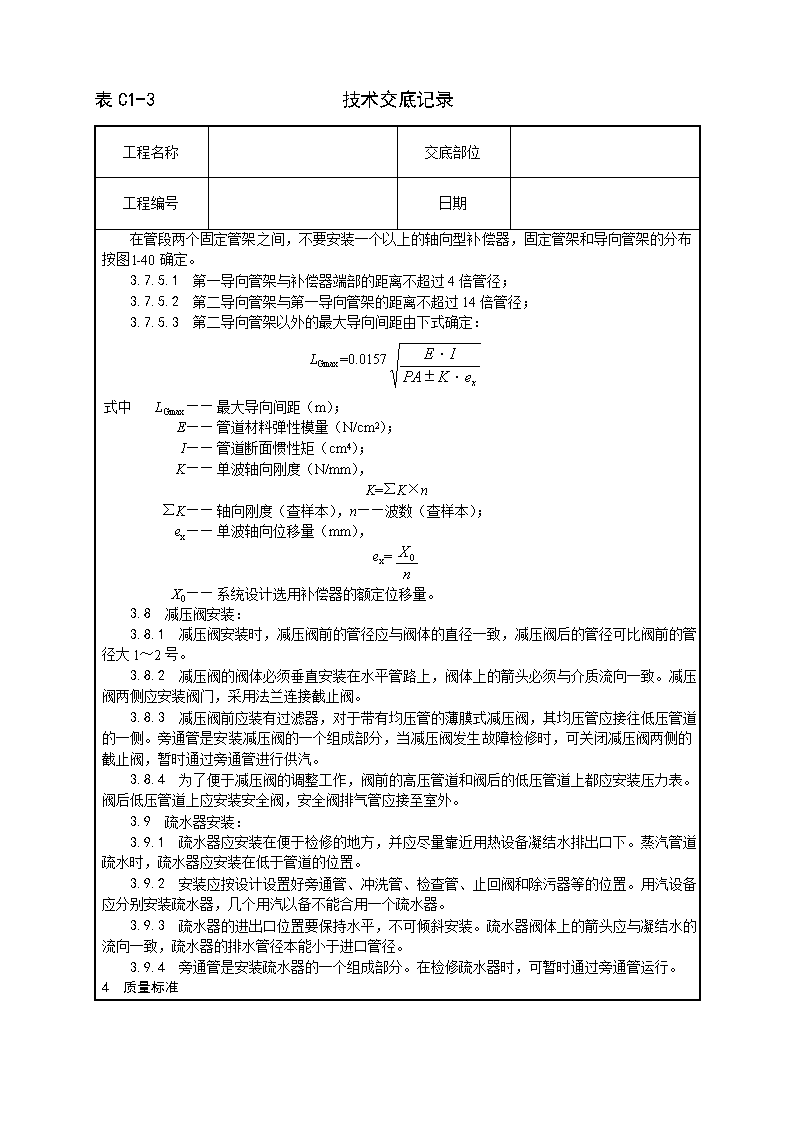
表C1-3技术交底记录在管段两个固定管架之间,不要安装一个以上的轴向型补偿器,固定管架和导向管架的分布按图l-40确定。3.7.5.1第一导向管架与补偿器端部的距离不超过4倍管径;3.7.5.2第二导向管架与第一导向管架的距离不超过14倍管径;3.7.5.3第二导向管架以外的最大导向间距由下式确定:LGmax=0.0157式中LGmax——最大导向间距(m);E——管道材料弹性模量(N/cm2);I——管道断面惯性矩(cm4);K——单波轴向刚度(N/mm),K=∑K×n∑K——轴向刚度(查样本),n——波数(查样本);ex——单波轴向位移量(mm),ex=X0——系统设计选用补偿器的额定位移量。3.8减压阀安装:3.8.1减压阀安装时,减压阀前的管径应与阀体的直径一致,减压阀后的管径可比阀前的管径大1~2号。3.8.2减压阀的阀体必须垂直安装在水平管路上,阀体上的箭头必须与介质流向一致。减压阀两侧应安装阀门,采用法兰连接截止阀。3.8.3减压阀前应装有过滤器,对于带有均压管的薄膜式减压阀,其均压管应接往低压管道的一侧。旁通管是安装减压阀的一个组成部分,当减压阀发生故障检修时,可关闭减压阀两侧的截止阀,暂时通过旁通管进行供汽。3.8.4为了便于减压阀的调整工作,阀前的高压管道和阀后的低压管道上都应安装压力表。阀后低压管道上应安装安全阀,安全阀排气管应接至室外。3.9疏水器安装:3.9.1疏水器应安装在便于检修的地方,并应尽量靠近用热设备凝结水排出口下。蒸汽管道疏水时,疏水器应安装在低于管道的位置。3.9.2安装应按设计设置好旁通管、冲洗管、检查管、止回阀和除污器等的位置。用汽设备应分别安装疏水器,几个用汽以备不能合用一个疏水器。3.9.3疏水器的进出口位置要保持水平,不可倾斜安装。疏水器阀体上的箭头应与凝结水的流向一致,疏水器的排水管径本能小于进口管径。3.9.4旁通管是安装疏水器的一个组成部分。在检修疏水器时,可暂时通过旁通管运行。4质量标准
表C1-3技术交底记录4.1保证项目:4.1.1隐蔽管道和整个蒸汽系统的水压试验结果,必须符合设计要求和施工规范规定。检验方法:检查系统或分区(段)试验记录。4.1.2管道固定支架的位置和构造必须符合设计要求和施工规范规定。检验方法:观察和对照设计图纸检查。4.1.3伸缩器、减压器、疏水器、阀门的安装位置必须符合设计要求,预拉伸、调压后压力必须符合施工规范规定。检验方法:对照设计图纸检查和检查预拉伸记录、调压记录。4.1.4管道的对口焊缝处及弯曲部位严禁焊接支管,接口焊缝距起弯点、支、吊架的边缘必须大于50mm。检验方法:观察和尺量检查。4.1.5除污器过滤网的材质、规格和包扎方法必须符合设计要求和施工规范规定。检验方法:解体检查。4.1.6蒸汽供应系统竣工时,必须检查吹洗质量情况。检验方法:检查吹洗记录。4.2基本项目:4.2.1管道的坡度应符合设计要求。检验方法:用水准仪(水平尺)拉线和尺量检查。4.2.2碳素钢管道的螺纹连接应符合以下规定:螺纹清洁、规整,无断丝或缺丝,连接牢固。管螺纹根部外露螺纹2~3扣,接口处无外露油麻等缺陷。检验方法:观察或解体检查。4.2.3碳素钢管道的焊接应符合以下规定:焊口平直度,焊缝加强面符合设计规范规定,焊口面无烧穿,裂纹和明显结瘤、夹渣及气孔等缺陷,焊波均匀一致。检验方法:观察或用焊接检测尺检查。4.2.4减压器、疏水器、阀门安装应符合以下规定:型号、规格耐压强度和严密性试验结果符合设计要求和施工规范规定,安装位置、进出口方向正确,连接牢固紧密,启闭灵活,朝向便于使用,表面洁净。检验方法:手扳检查和检查出厂合格证、试验单。4.2.5管道支(吊托)架及管座(墩)的安装应符合以下规定:构造正确,埋设平正牢固,排列整齐,支架与管道接触紧密。检验方法,观察和手扳检查。4.2.6安装在墙壁和楼板内的套管应符合以下规定:楼板内套管顶部高出地面不少于20mm,底部与天棚面齐平,墙壁内的两端套管与饰面平,固定牢固,管口齐平,环缝均匀。检验方法:观察和尺量检查。4.2.7管道、箱类和金属支架涂漆应符合以下规定:油漆种类和涂刷遍数符合设计要求,附着良好,无脱皮,起泡和漏涂,漆膜厚度均匀,色泽一致,无流淌及污染现象。检验方法:观察检查。
表C1-3技术交底记录4.3允许偏差项目:室内蒸汽管道及附属装置安装允许偏差及检验方法见表1-21。室内蒸汽管道及附属设备安装允许偏差及检验方法表1-21项次项目允许偏差检验方法1水平管道纵、横每1m管径小于或等于100mm管径大于100mm0.51用水平尺、直尺、方向弯曲(mm)全长(25m以上)管径小于或等于100mm管径大于100mm不大于13不大于25拉线和尺量检查 立管垂直度(mm)每1m全长(5m以上)2不大于10吊线和尺量检查椭圆率Dmax-Dmin管径小于或等于100mm10/1003弯管Dmax管径大于100mm8/100用外卡钳和尺量折皱不平度管径小于或等于100mm管径大于100mm454减压器、疏水器、除污器、蒸汽喷射器几何尺寸(mm)5尺量检查5管道厚度(mm)+0.1δ-0.05δ用钢针刺入保温层和尺量检查保温表面平整度卷材或板材(mm)涂沫或其它(mm)510用2m靠尺和楔形塞尺检查注:Dmax、Dmin分别为管子最大外径及最小外径;δ为管道保温层厚度。5成品保护5.1安装好的管道不得用做吊拉负荷及做支撑,也不得蹬踩。5.2搬运材料、机具及施焊时,要有具体防护措施,不得将已做好的墙面和地面脏污、砸坏。5.3各种附属装置及器具,应加装保护盖或挡板等保护措施。阀门的手轮卸下保管好,竣工时统一装好。6应注意的质量问题6.1管道安装坡度不够或倒坡。原因是管道安装前未调直,局部有折弯(死弯),标高测量不准而造成局部倒坡或坡度不均匀,托吊架间距过大,造成局部管道塌腰。6.2系统不热。原因是系统中存有空气及疏水不利,蒸汽干管反坡,无法排除干管中的沿途凝结水。疏水器失灵,蒸汽或凝结水管在返弯或过门等处,未安装排气阀门及低点排水阀门。6.3
表C1-3技术交底记录立管不垂直。主要因支管尺寸不准,拉、推立管造成,或主管做完堵洞时,管道未吊线造成。6.4附属装置不平正。原因是稳装时角度不准,及支管尺寸不准确。6.5套管在过墙两侧或顶板下外露。原因是套管过长或钢套管没焊架铁。6.6试压及调试时,管道被堵塞。主要是安装时预留口没装临时堵,掉进杂物造成。7应具备的质量记录7.1材料设备应有出厂合格证。7.2材料设备进场的验收和复试记录。7.3蒸汽导管预检记录。7.4蒸汽立管预检记录。7.5伸缩器的预拉伸记录。7.6蒸汽管道的单项试压记录。7.7蒸汽管道的系统试压记录。7.8管道隐蔽记录。7.9管道系统的冲洗记录。7.10系统试调的记录。技术负责人:交底人:接交人:'
您可能关注的文档
- 电机定子槽楔安装工艺流程
- 提高发电厂小口径管道安装工艺标准的措施
- 压力管道支吊架预制安装工艺标准-3页-已按zhxp修改
- 给排水工程施工安装工艺大全
- 整装锅炉安装工艺63393
- 舱口围制作及安装工艺作业指导书
- 室内装饰工程安装工艺流程
- 楼梯扶手安装工艺标准(942-1996)
- 成套配电柜、动力开关柜(盘)安装工艺标准
- 9000dwt 襟翼舵安装工艺-ok
- gpon用户引入部分安装工艺标准
- 无框玻璃门安装工艺及质量标准
- 无框玻璃门安装工艺及质量标准
- 建筑分项工程施工工艺标准--钢、木框扇玻璃安装工艺标准(911-1996)
- 201自动扶梯安装工艺标准[1]
- 硬pvc塑料门窗安装工艺标准(805-1996)(又称塑钢门窗)
- 公路桥梁伸缩缝安装工艺及技术要求
- 011_制冷管道安装工艺