


- 133.50 KB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
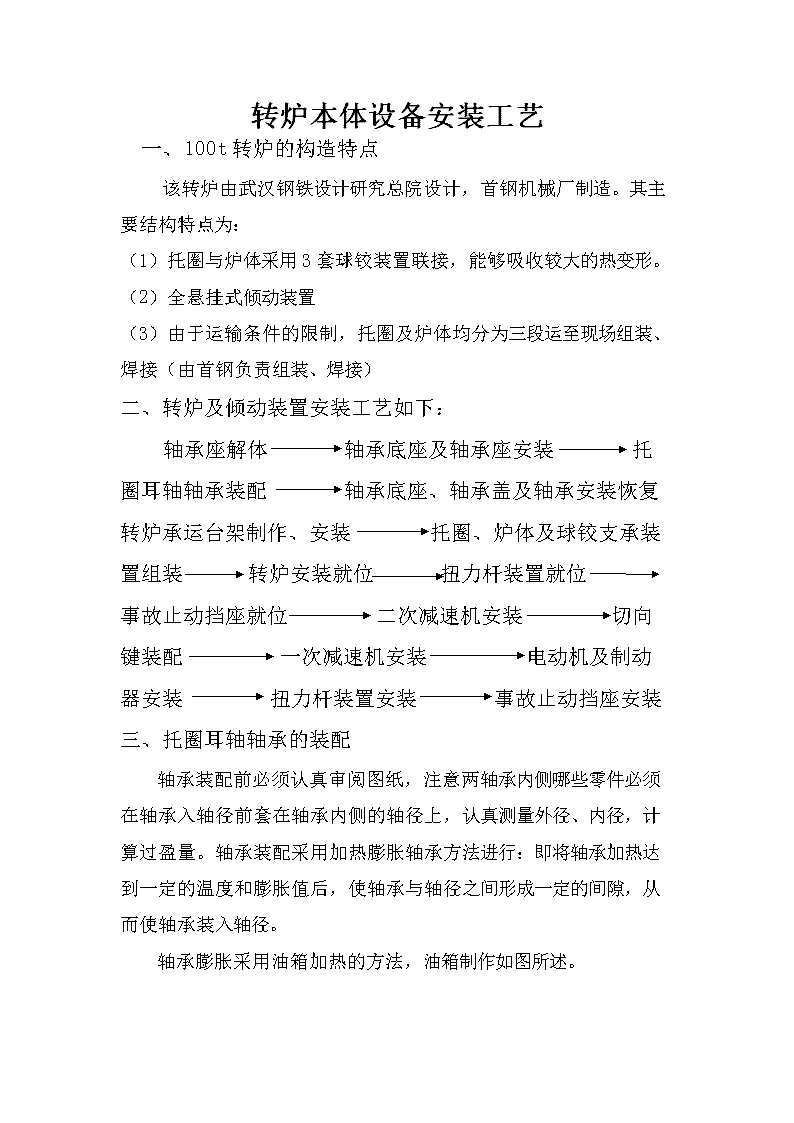
'转炉本体设备安装工艺一、100t转炉的构造特点该转炉由武汉钢铁设计研究 总院 设计,首钢机械厂制造。其主要结构特点为:(1)托圈与炉体采用3套球铰装置联接,能够吸收较大的热变形。(2)全悬挂式倾动装置(3)由于运输条件的限制,托圈及炉体均分为三段运至现场组装、焊接(由首钢负责组装、焊接)二、转炉及倾动装置安装工艺如下:轴承座解体轴承底座及轴承座安装托圈耳轴轴承装配轴承底座、轴承盖及轴承安装恢复转炉承运台架制作、安装托圈、炉体及球铰支承装置组装转炉安装就位扭力杆装置就位事故止动挡座就位二次减速机安装切向键装配一次减速机安装电动机及制动器安装扭力杆装置安装事故止动挡座安装三、托圈耳轴轴承的装配轴承装配前必须认真审阅图纸,注意两轴承内侧哪些零件必须在轴承入轴径前套在轴承内侧的轴径上,认真测量外径、内径,计算过盈量。轴承装配采用加热膨胀轴承方法进行:即将轴承加热达到一定的温度和膨胀值后,使轴承与轴径之间形成一定的间隙,从而使轴承装入轴径。轴承膨胀采用油箱加热的方法,油箱制作如图所述。
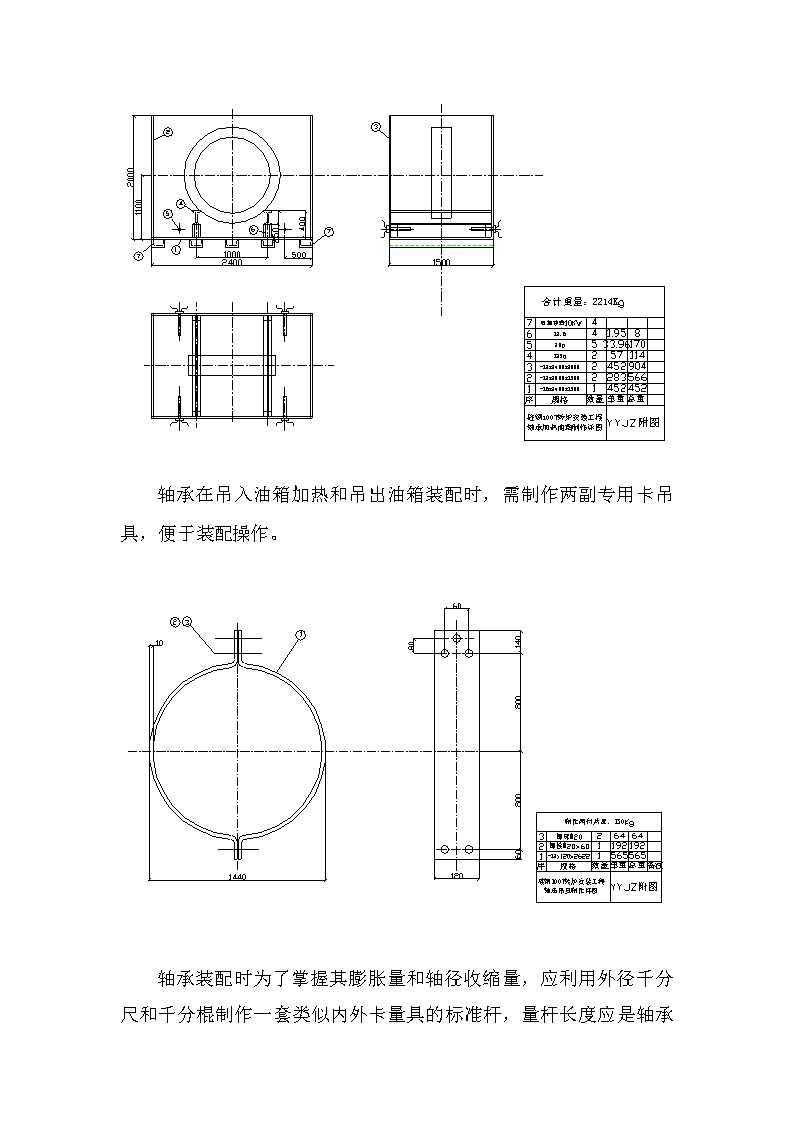
轴承在吊入油箱加热和吊出油箱装配时,需制作两副专用卡吊具,便于装配操作。
轴承装配时为了掌握其膨胀量和轴径收缩量,应利用外径千分尺和千分棍制作一套类似内外卡量具的标准杆,量杆长度应是轴承加热膨胀后的内径尺寸,量杆制作时应用外径千分尺确定其精确度,并由质检员确认后投入使用。另外准备一个电子温度计。轴承与轴径的配合为φ900r7,理论最大过盈量为0.42mm,满足装配的线膨胀量应≥0.5mm,此时轴承加热温度在180℃—200℃左右,轴承加热温度不应超过300℃。用温度计观测油度,当轴承加热到150℃左右时,应用标准量杆检测轴承膨胀情况;并作好记录,以后温度每上升10℃检测一次,直到膨胀量能满足装配要求为止,然后进行装配。装配前应清洗检查轴径表面,不得有破损、凸痕、拉伤、压痕等缺陷,轴径尺寸不应超过设备技术文件规定的允许差范围。装配时耳轴摆放应基本呈水平,装配时应将轴承吊平正,尽量做到孔心对准轴心,轴承套入轴径时,除有人负责找平找正轴承外,左右两侧各配备一名装配工,每人准备一根100×200长1400mm的方木板,装配时将方木竖直压住轴承向里堆,并准备两把8磅大锤,必要时锤击方木,使轴承压向轴径根部。轴承装入轴径后,应及时装配轴底座及轴承盖,密封环等部件,装配时应将零部件清洗干净,调整好间隙,然后加油封盖。四、100t转炉整体安装方案转炉本体设备不能直接用起重机械安装到位,须利用两台钢水罐车并在一起,安装承运台架,将托圈、炉体和支撑装置按设计要求组装于承运台架上,然后用50吨卷扬挂设3×3滑轮组,缓慢地将钢水罐车及转炉设备拉运到位。由于钢水罐车的承载能力只有150吨,而需要一次承运的设备重量大于300吨,故需两台钢水罐车连起来才能承运转炉设备,因此,承运台架相应作的较大。
安装设备时,承运台架与托圈之间需设置4台200吨液压千斤顶,使托圈耳轴中心高度较设计高出50—100mm(此时轴承及轴承上下箱体已装配好),当转炉设备运到安装位置后,缓慢的降低液压千斤顶,使轴承箱轻轻地落于轴承座上,然后进行就位及安装。制作安装承运台架时,各部件焊缝必须按要求施焊,要保证焊缝质量。承运台架传力于钢水罐车两侧的箱型梁上,应将罐车上平面影响承运台架底梁安装的挡板割去,切割下来的挡板要保管好,安装完后原样恢复。4台液压千斤顶安装于承运台架的4根支撑梁上,液压千斤顶与梁面之间应完全接触,并加焊挡铁,将液压千斤顶定位于梁上(每台千斤顶均布4块挡铁)。液压千斤顶运到现场后,应进行检查调整,确认设备完好后再安装于承运台
架上。并准备好四套相同厚度的垫板,液压千斤顶往上顶的同时,将垫板置于液压千斤顶旁边,作为安全装置。另外由于托圈重心位置偏向长耳轴侧,因此垂直于耳轴方向的两台液压千斤顶偏向长轴方向500mm(如前页图所示)托圈吊上承运台架之后应用经纬仪检查其纵向中心线与转炉中心线重合情况。炉体吊装于托圈上之前,应将3套球铰支撑装置安装到托圈上,并先拆卸装于炉体上的径向支撑座(拆卸时必须编号)。因炉体落位时坐于球铰支座上,为加强炉体的稳定性,必须安装炉体径向支撑装置后,才能运送组装好的转炉设备。五、转炉倾动装置的安装转炉倾动装置包括:4台一次减速机及一台二次减速机、扭力杆装置和事故止动挡座等。其安装应在转炉就位安装后进行,并且扭力杆装置及事故止动挡座已就位。其工艺顺序是:二次减速机安装切向键装配一次减速机安装电动机及制动器安装扭力杆装置安装事故止动挡座安装在2003年8月份时,首钢机械厂就来电讯问倾动机的发货形式,考虑到现场实际安装情况,我方决定二次减速机整体发货。转炉倾动机构运到现场后全部由加料跨行车卸车运到转炉附近,利用50T卷扬在长轴正上方17.4m平台梁下,挂一套4×4滑车组,用165/40T行车副钩吊起二次减速机,然后用滑轮组在空中接钩,缓慢地吊运至安装位置附近。在装配过程中,利用悬挂的游锤对二次减速机大齿轮轮毂端面进行锤击(须垫一块钢板),直到装配到位。
然后进行切向键的安装。首先,测量切向键与键槽的配合尺寸,并检查键与键槽表面应无损伤、毛刺和凸凹痕迹等缺陷。一付切向键由下部定位键及上部装入键组成,组合公称尺寸:厚度t=70mm,宽度b=235.925mm。尺寸t及所有倒角、螺孔M30以及键长度等均按图纸要求在制造厂完成,唯有键宽度在制造出厂的成品键留有现场加工余量(共约2mm),安装时根据现场设备的实际情况研磨,但必须保证过盈量0.281mm。安装时先将研磨好的键置于事先准备好的液氮中,30分钟后取出来检测一次,若不能满足装配要求再放入液氮中,直到满足装配要求。安装时要快速同步装入两对键,并且用游锤打紧至计算深度,整个安装过程不能超过3min。接下来便可进行一次减速机和扭力杆等设备的安装。六、其它部件安装转炉的主体设备安装完成以后,再安装托圈和炉体的冷却水管、炉体的挡渣板及防热罩,旋转接头及底吹氩配管。七、100t转炉设备安装中所出现的一些问题(1)首钢机械厂在对转炉本体进行组装、焊接时,将出钢口对着长轴的方向,导致我方耗费大量人力、物力将转炉摆至正确位置。(2)在转炉随承运台架进入8.5m平台前,由于传动侧轴承底座有一些倾斜,导致轴承底座低于8.5m平台面,而且钢水罐车又不能退回去,结果只能用千斤顶将底座顶起来,方才顺利进入平台区域。(3)球铰支承装置的挡座架的焊接必须符合图纸设计要求,并且必须进行超声波探伤。由于开始焊接时急于抢进度,导致了部分焊缝返工。
(4)二次减速机和一次减速机联接的螺栓,在工作中容易松动,漏油较严重。对于第4项,既有设备本身的制造原因,也有施工人员的安装原因。'