


- 98.00 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
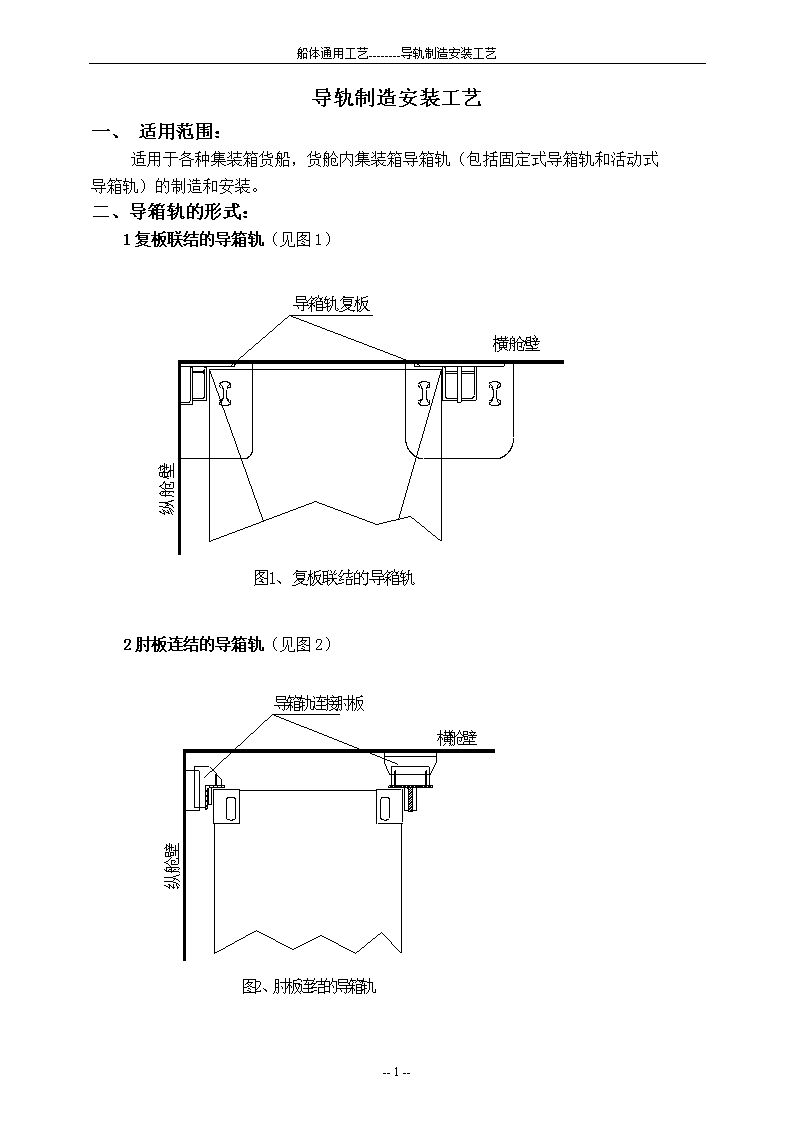
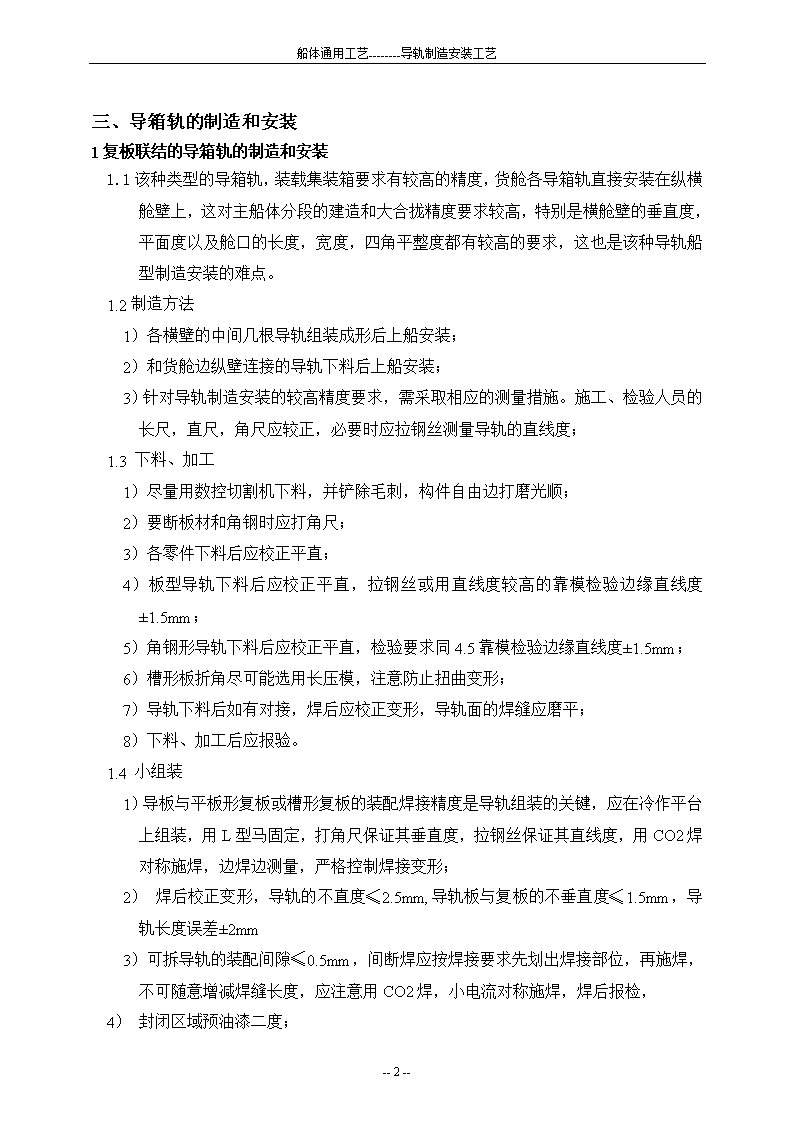
'船体通用工艺--------导轨制造安装工艺导轨制造安装工艺一、适用范围:适用于各种集装箱货船,货舱内集装箱导箱轨(包括固定式导箱轨和活动式导箱轨)的制造和安装。二、导箱轨的形式:1复板联结的导箱轨(见图1)2肘板连结的导箱轨(见图2)--4--
船体通用工艺--------导轨制造安装工艺三、导箱轨的制造和安装1复板联结的导箱轨的制造和安装1.1该种类型的导箱轨,装载集装箱要求有较高的精度,货舱各导箱轨直接安装在纵横舱壁上,这对主船体分段的建造和大合拢精度要求较高,特别是横舱壁的垂直度,平面度以及舱口的长度,宽度,四角平整度都有较高的要求,这也是该种导轨船型制造安装的难点。1.2制造方法1)各横壁的中间几根导轨组装成形后上船安装;2)和货舱边纵壁连接的导轨下料后上船安装;3)针对导轨制造安装的较高精度要求,需采取相应的测量措施。施工、检验人员的长尺,直尺,角尺应较正,必要时应拉钢丝测量导轨的直线度;1.3下料、加工1)尽量用数控切割机下料,并铲除毛刺,构件自由边打磨光顺;2)要断板材和角钢时应打角尺;3)各零件下料后应校正平直;4)板型导轨下料后应校正平直,拉钢丝或用直线度较高的靠模检验边缘直线度±1.5mm;5)角钢形导轨下料后应校正平直,检验要求同4.5靠模检验边缘直线度±1.5mm;6)槽形板折角尽可能选用长压模,注意防止扭曲变形;7)导轨下料后如有对接,焊后应校正变形,导轨面的焊缝应磨平;8)下料、加工后应报验。1.4小组装1)导板与平板形复板或槽形复板的装配焊接精度是导轨组装的关键,应在冷作平台上组装,用L型马固定,打角尺保证其垂直度,拉钢丝保证其直线度,用CO2焊对称施焊,边焊边测量,严格控制焊接变形;2)焊后校正变形,导轨的不直度≤2.5mm,导轨板与复板的不垂直度≤1.5mm,导轨长度误差±2mm3)可拆导轨的装配间隙≤0.5mm,间断焊应按焊接要求先划出焊接部位,再施焊,不可随意增减焊缝长度,应注意用CO2焊,小电流对称施焊,焊后报检,4)封闭区域预油漆二度;--4--
船体通用工艺--------导轨制造安装工艺5)导轨面的对接焊缝应磨平,角焊缝磨光;6)导轨组装检验合格后进行预油漆;7)导轨应搁置平稳,防止搁置变形,吊运时也应注意防止变形;8)导轨板前缘中心的上、中、下打洋冲印,并用色漆标明肋位距中,距基线及左右位置,以利于船台安装。1.5船台安装1)主船体货舱区域(包括舱口围)合拢施焊完工,内底板上的集装箱底座安装施焊完工,再安装导箱轨。2)测量并记录各舱口的长、宽尺寸,吊垂线测量并记录各横舱壁的垂直度,测量并记录各舱前、后端横壁与集装箱底座的相对距离尺寸,测量并记录内底板上集装箱底座的安装位置与尺寸。对以上测量结果综合分析,如有问题,应采取相应措施。3)根据内底板上集装箱底座与导轨的相对位置,在各舱内底板两端和横壁下端划出导轨安装线,并打洋冲标记。用激光经纬仪测量将导轨安装线划至舱口。在导轨安装区域预涂防锈漆二度。4)根据测量结果确定内底板和平台上导轨复板厚度并下料安装。由中间向两边逐根吊装导轨,安装1根,测量1根。5)制作一根两端包铁的木样杆,L=2463,上下滑动,检查可拆导轨百的间距≥2463,测量检查无误后可将各导轨点焊牢固,导轨上船安装经检验无误后施焊。所有导面的对接焊缝应磨平,角接焊缝磨光。2肘板连结的导箱轨的制造和安装2.1导箱轨结构对船体制造的要求将集装箱装入货舱内,沿导箱轨堆放,下层集装箱承受其上全部满载集装箱的重量,而集装箱底平面不平度允差为4mm(即三点在同一平面时另一点与该平面的距离)。舱内集装箱的四个箱脚的平面由垫片来调整,垫片之间差值取决于双层底分段的制造和大合拢质量。对于固定20英尺集装箱,在一个箱子范围内调平,在对混载时,由于箱子与箱子横向有连接件的影响,要求同一舷的40英尺集装箱平面范围内在同一平面上。因此在确定船体建造原则工艺时,要考虑导箱轨的形式对船体制造精度的要求。固定20英尺集装箱导箱轨时,双层底分段四角水平±10,船台合拢四角水平±8,导箱轨为混载时双层底分段四角水平±6,船台合拢四角水平±5。2.2导箱轨的划线--4--
船体通用工艺--------导轨制造安装工艺导箱轨是集装箱船特有的重要结构,其构造复杂,安装要求高。导箱轨与主船体结构要求有良好的力传递,并要求保持导箱轨之间的间距,导箱轨与垫片的垂直度等,这就要求导箱轨在船台上进行安装,假如由于进度上的原因无法在船台安装则须在船台上划线,当船体主体合拢及仓口围板装焊结束后即可划线。划线完毕,下水后进行安装。用激光经纬仪根据船台斜度划出基准平面,然后开导箱轨的角尺线。2.3制造和安装固定集装箱导轨的中间格棚结构在平台胎架组合成整体(左右舷分开合拢),其他独立式导箱轨也单独组成,搭接肘板均在在船上散装。导箱轨上的拉杆眼板在导箱轨合拢时安装,水平拉杆上的眼板待斜撑安装时焊时。导箱轨在箱角位置的肘板安装位置准确性将确保今后船上安装的结构连续性。导箱轨的安装在船上划线结束后,在上甲板舱口四周处安装定位肘板,以确保导箱轨的垂直度和位置的正确性,先安装格棚结构、双排导箱轨及四角的导箱轨结构,后安装水平拉杆及斜撑,最后安装垫片。四、导箱轨的验收按导箱轨技术要求进行测量,测量导箱轨的纵方向长度、横方向宽度、导箱轨垂直度、垫片的不平度、对角线误差及导箱轨本身不平度。集装箱外轮廓与导轨间隙纵向12227横向2625±2,2465±2导轨垂直度横向±3、纵向±4每箱位导轨对角线≤7mm。集装箱进行吊装试验。试验时船舶状态要首尾吃水差不大于2m,横倾不大于3℃,并用集装箱逐格吊装使其顺利到达内底,并检查箱底平而后不平度及检查导箱轨与垫片的垂直度。--4--'