


- 1.28 MB
- 16页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'NO.DESCRIPTIONS&NOTESBYDATELISTOFALTERATIONNO.DWGNO.REV.DRAWINGNAMEORDOCUMENTSTITLELISTOFREFERENCEDRAWINGANDDOCUMENTS2014-11-19AISSUEDFORAPPROVALCJDATEREV.DESCRIPTIONDESIGNCHECKAPPROVEBUILDERCOSCO(DALIAN)SHIPYARDCO.,LTDHULLNo.N601/N602CLASSCCSOWNERCHINAOILFIELDSERVICESLIMITED中海油田服务股份有限公司PROJECT9000HP深水供应三用工作船(VS485PSVMKIII)主发电机组、齿轮箱、对外消防泵安装工艺INSTALLATIONPROCEDUREFORDIESELGENERATORENGINE,GEARBOX,FI-FIPUMPDOCNON601-CDS-R-4GY-0003REF.NONASCALESHEETREVSTAUTSNA1/16AIFACOSCO(DALIAN)SHIPYARDCO.LTDNo.80ZhongyuanRoad,GanjingziDistrict,DaLian,LiaoNingProvince,116113,ChinaTel:+8641187117055Fax:+8641187600883Website:www.cosco-shipyard.comThisdrawingordocumentistheintellectualpropertyofCOSCO(Dalian)shipyardCo.,Ltdandmaynotbereproduced,soldorusedinwholeorinpartsforanyproposeswithoutthewrittenapprovalofCOSCO(Dalian)shipyardCo.Ltd.
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/16目录1.说明32.检查33.NO.1,NO.3,NO.4发电机组的安装34.NO.2发电机组、齿轮箱、对外消防泵的安装6变更记录版本号变更条款
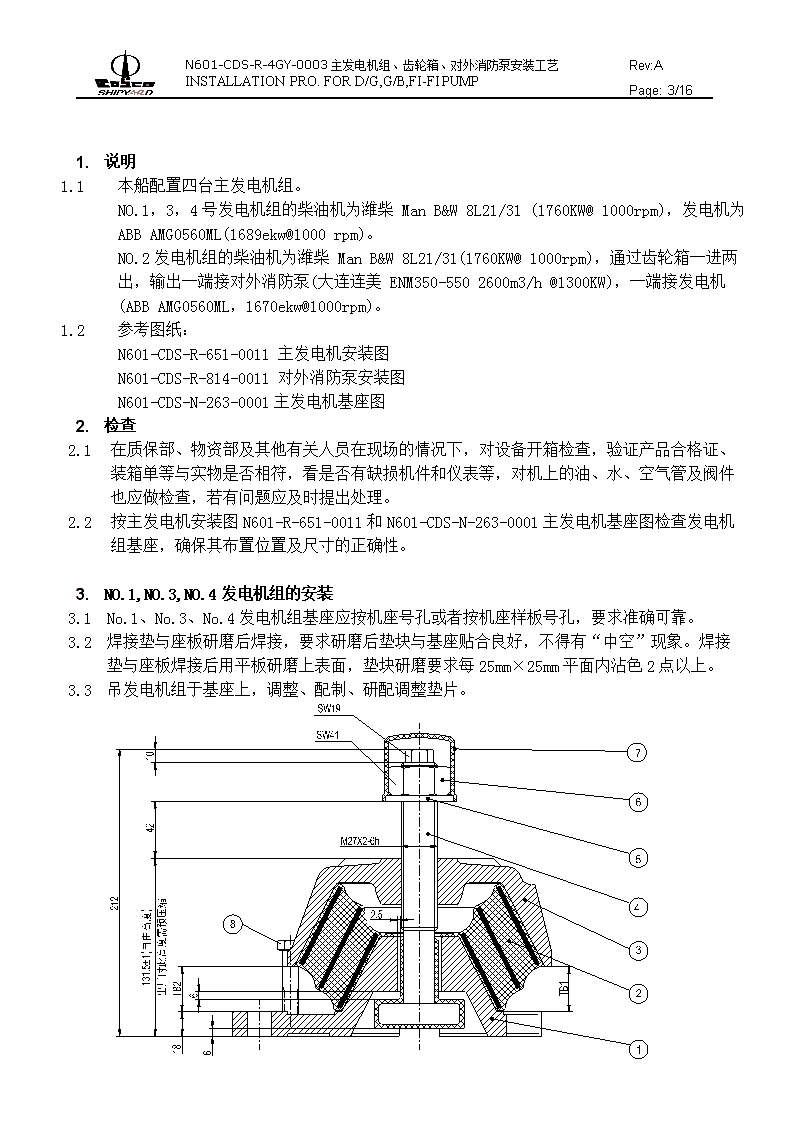
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/161.说明1.11.2本船配置四台主发电机组。NO.1,3,4号发电机组的柴油机为潍柴ManB&W8L21/31(1760KW@1000rpm),发电机为ABBAMG0560ML(1689ekw@1000rpm)。NO.2发电机组的柴油机为潍柴ManB&W8L21/31(1760KW@1000rpm),通过齿轮箱一进两出,输出一端接对外消防泵(大连连美ENM350-5502600m3/h@1300KW),一端接发电机(ABBAMG0560ML,1670ekw@1000rpm)。参考图纸:N601-CDS-R-651-0011主发电机安装图N601-CDS-R-814-0011对外消防泵安装图N601-CDS-N-263-0001主发电机基座图2.检查2.12.2在质保部、物资部及其他有关人员在现场的情况下,对设备开箱检查,验证产品合格证、装箱单等与实物是否相符,看是否有缺损机件和仪表等,对机上的油、水、空气管及阀件也应做检查,若有问题应及时提出处理。按主发电机安装图N601-R-651-0011和N601-CDS-N-263-0001主发电机基座图检查发电机组基座,确保其布置位置及尺寸的正确性。3.NO.1,NO.3,NO.4发电机组的安装3.13.23.3No.1、No.3、No.4发电机组基座应按机座号孔或者按机座样板号孔,要求准确可靠。焊接垫与座板研磨后焊接,要求研磨后垫块与基座贴合良好,不得有“中空”现象。焊接垫与座板焊接后用平板研磨上表面,垫块研磨要求每25mm×25mm平面内沾色2点以上。吊发电机组于基座上,调整、配制、研配调整垫片。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/163.43.5将垫块按编号准确的对号就位,发电机完全落到调整垫上。在螺栓未旋紧前,用塞尺检查减振垫底座和调整垫之间的间隙,要求0.05mm塞尺允许局部塞入深度不大于10mm,宽度不大于15mm,允许不超过3处。减振垫安装要求及把紧力矩见下方。减振器的安装按照厂家安装指导:(减振器:T60-CB型隔振器)a).拆去防油罩(件8)、螺母(件7)、垫圈(件6)。b).将每个减振器用限位螺栓(件5)与设备安装孔相连,然后安装垫圈(件6)和螺母(件7)。c).设备载荷缓慢加载于减振器上,然后将减振器的四条预压缩螺栓(位于TB1/2位置)拆除。d).检查限位螺栓是否可以自由转动,如转动困难,可将设备稍稍吊起,适当减小减振器载荷,直至限位螺栓可以自由转动。e).当设备载荷全部加载至减振器时,调节限位螺栓,逆时针旋转至最上端,再顺时针将限位螺栓旋转两圈,使限位螺栓(件5)底平面与底板的距离T为6mm。也可采用随机附件中的塞规进行控制;f).把减振器与设备底座相连,静载48小时。g).测量减振器位置TB1/2尺寸,要求见第2.3项。h).减振垫与发电机基座连接螺栓5和垫圈6,螺母7的拧紧力矩为500N/m;注意:把紧螺母7时,用扳手将限位螺栓顶部的六角头固定,保证在拧紧螺母的同时,限位螺栓的位置保持固定。i).减振垫基座4孔螺栓拧紧力矩为205N/m。j).检查螺栓旋紧扭矩,旋紧后螺帽平面用0.05mm塞尺检验,应插不进。(油服建造技术要求)
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/163.63.73.8No.1、No.3、No.4发电机组定位完成后,静置48小时测量减振器位置TB1/2尺寸,需要测量并与推荐负荷高度比较。减振器要求:发电机组的所有减振垫高度差不大于2mm,每一个减振垫的两侧高度尺寸TB1和TB2偏差不大于0.5mm,倾斜角不大于0.5°。准确测量所有垫块的厚度尺寸,加工并编号所有调整垫块。把紧机座螺栓后要测量拐挡差值,对于输出端飞轮侧拐档差值为-0.18~+0.12mm;其他缸拐挡差值为±0.12mm。(且需满足中海油服建造要求与台架试验报告数值偏差在±0.02mm以内)详见下图:检查拐档差值,采用专用百分表测量,其数值应与制造厂的出厂数值接近,误差在±0.02mm范围内,如果相差较大,则要分析原因并重新调整垫片。(油服建造技术要求)发电机组安装后,接地线安装到位。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/161.NO.2发电机组、齿轮箱、对外消防泵的安装4.14.24.3No.2柴油机侧基座应按机座号孔或者按机座样板号孔,要求准确可靠。焊接垫与座板研磨后焊接,要求研磨后垫块与基座贴合良好,不得有“中空”现象。焊接垫与座板焊接后用平板研磨上表面,垫块研磨要求每25mm×25mm平面内沾色2点以上。吊No.2柴油机于基座上,测量柴油机机座与船体结构基座垫块厚度,加工、研配。要求研磨后垫块与基座贴合良好,不得有“中空”现象。垫片与机座平面结合检验在底脚螺栓未旋紧前进行,要求0.05mm塞尺插入深度不超过10mm,结合面应大于70%,且色油检测分布均匀。将垫块按编号准确的对号就位,发电机完全落到调整垫上。在螺栓未旋紧前,用塞尺检查减振垫底座和调整垫之间的间隙,要求0.05mm塞尺允许局部塞入深度不大于10mm,宽度不大于15mm,允许不超过3处。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.44.5减振器的安装按照厂家安装指导:(减振器:T90-HA型隔振器)a).拆去防油罩(件8)、螺母(件7)、垫圈(件6)。b).调整调节螺母(件9),使调节螺母上平面与顶盖上平面键间距离H为20mm。c).将每个减振器用限位螺栓(件5)与设备安装孔相连,然后安装垫圈(件6)和螺母(件7)。d).设备载荷缓慢加载于减振器上,然后将减振器的四条预压缩螺栓(位于TB1/2位置)拆除。e).检查限位螺栓是否可以自由转动,如转动困难,可将设备稍稍吊起,适当减小减振器载荷,直至限位螺栓可以自由转动。f).当设备载荷全部加载至减振器时,调节限位螺栓,逆时针旋转至最上端,再顺时针将限位螺栓旋转两圈,使限位螺栓(件5)底平面与底板的距离T为6mm。也可采用随机附件中的塞规进行控制;g).把减振器与设备底座相连,静载48小时。h).测量减振器位置TB1/2尺寸,要求见第3.3项。i).减振垫与发电机基座连接螺栓5和垫圈6,螺母7的拧紧力矩为1980N/m;注意:把紧螺母7时,用扳手将限位螺栓顶部的六角头固定,保证在拧紧螺母的同时,限位螺栓的位置保持固定。j).减振垫基座4孔螺栓拧紧力矩为335Nm。柴油机侧定位完成后,静置48小时测量减振器位置TB1/2尺寸,需要测量并与推荐负荷高度比较。减振器要求:发电机组的所有减振垫高度差不大于2mm,每一个减振垫的两侧高度尺寸TB1和TB2偏差不大于0.6mm,倾斜角不大于0.5°。准确测量所有垫块的厚度尺寸,加工并编号所有调整垫块。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.64.74.84.9把紧机座螺栓后都要测量拐挡差值,对于输出端飞轮侧拐档差值为-0.18~+0.12mm;其他缸拐挡差值为±0.12mm。(且需满足中海油服建造要求与台架试验报告数值偏差在±0.02mm以内)详见下图:检查拐档差值,采用专用百分表测量,其数值应与制造厂的出厂数值接近,误差在±0.02mm范围内,如果相差较大,则要分析原因并重新调整垫片。(油服建造技术要求)减振垫把紧力矩见下图。齿轮箱与发电机侧船厂基座尺寸核对,号孔或者按机座样板号孔,要求准确可靠。焊接垫与座板研磨后焊接,要求研磨后垫块与基座贴合良好,不得有“中空”现象。焊接垫与座板焊接后用平板研磨上表面,垫块研磨要求每25mm×25mm平面内沾色2点以上。柴油机侧定位完成后,齿轮箱和发电机侧吊装,按照厂家要求对中柴油机与齿轮箱的高弹,并按对中后情况调整、配制、研配发电机调整垫片。根据高弹厂家安装要求,调整齿轮箱与发电机整体的首尾位置,满足高弹长度方向尺寸要求207.8±0.5mm。如下图。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.9.1根据厂家对中要求,调整高弹叉口、外圆值。以柴油机法兰为基准,调整齿轮箱位置,使得高弹柴油机输出法兰与齿轮箱连接法兰的偏移值(ΔXr)为±0.5mm;叉口值(ΔXa)为±0.25mm;角度偏差值(ΔXw)为±0.05°;(因实际情况为冷态校中,考虑到齿轮箱工作温度对轴系的影响,偏移值(ΔXr)需相应消去该抬升值。)注意:高弹对中时,弹性块需拆下。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.9.2船厂采用盘百分表的方式校中:Xwmax=R*tan(△X)=R*tg0.05°=174*0.0008727=0.1519mm
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.9.3需考虑温度对齿轮箱轴线影响如下:垂直方向上:齿轮箱输入轴(即柴油机与齿轮箱连接轴)及输出轴(与对外消防泵连接轴):
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/16竖直方向上,齿轮箱输出轴(与对外消防泵连接轴):
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.104.114.11.1水平方向上,齿轮箱输出轴(与对外消防泵连接轴):综合上述考虑,调整好后,进行柴油机高弹输出与齿轮箱输入法兰外圆与叉口交验。发电机组安装后,接地线安装到位。定位对外消防泵,按照厂家要求对中齿轮箱与对外消防泵的高弹。根据高弹厂家安装要求,调整对外消防泵的首尾位置,满足高弹长度方向尺寸要求299.6±0.5mm。如下图。
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.11.2根据厂家提供对中要求,调整高弹叉口、外圆值。以齿轮箱输出法兰为基准,调整对外消防泵底座,使得齿轮箱高弹输出法兰与对外消防泵连接法兰的偏移值(ΔXr)为±0.5mm;叉口值(ΔXa)为±0.25mm;角度偏差值(ΔXw)为±0.05°;(考虑到齿轮箱工作温度对轴系的抬升的影响,偏移值(ΔXr)及叉口值(ΔXa)需相应消去该抬升值及水平方向轴线偏移值。)修正值与温度关系见上方4.8.3.
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.11.3同上,船厂采用盘百分表的方式校中。Xwmax=R*tan(△X)=R*tg0.05°=164.5*0.0008727=0.1436mm
N601-CDS-R-4GY-0003主发电机组、齿轮箱、对外消防泵安装工艺Rev:AINSTALLATIONPRO.FORD/G,G/B,FI-FIPUMPPage:16/164.124.134.14进行齿轮箱高弹输出与对外消防泵输入法兰外圆与叉口交验。把紧各挡块定位螺栓,把紧高弹连接螺栓。焊接垫与座板研磨后焊接,要求研磨后垫块与基座贴合良好,不得有“中空”现象。焊接垫与座板焊接后用平板研磨上表面,垫块研磨要求每25mm×25mm平面内沾色2点以上。测量对外消防泵基座与船体结构基座调整垫块厚度,加工、研配调整垫块。要求研磨后垫块与基座贴合良好,不得有“中空”现象。垫片与机座平面结合检验在底脚螺栓未旋紧前进行,要求0.05mm塞尺插入深度不超过10mm,结合面应大于70%,且色油检测分布均匀。准确测量所有垫块的厚度尺寸,加工并编号所有调整垫块。将垫块按编号准确的对号就位,对外消防泵完全落到调整垫上。在螺栓未旋紧前,用塞尺检查对外消防泵底座和调整垫之间的间隙,要求0.05mm塞尺允许局部塞入深度不大于10mm,宽度不大于15mm,允许不超过3处。把紧底脚螺栓,把紧力矩1100Nm。'