

- 157.50 KB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
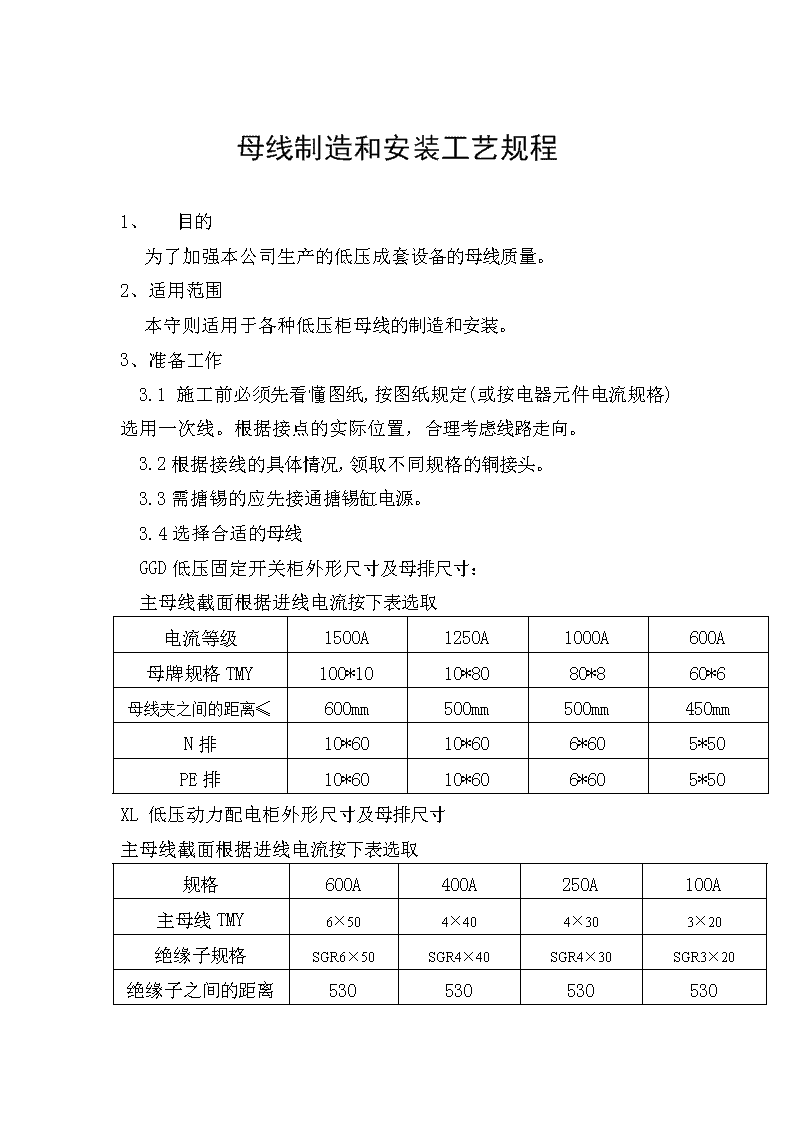
'母线制造和安装工艺规程1、目的为了加强本公司生产的低压成套设备的母线质量。2、适用范围本守则适用于各种低压柜母线的制造和安装。3、准备工作3.1施工前必须先看懂图纸,按图纸规定(或按电器元件电流规格)选用一次线。根据接点的实际位置,合理考虑线路走向。3.2根据接线的具体情况,领取不同规格的铜接头。3.3需搪锡的应先接通搪锡缸电源。3.4选择合适的母线GGD低压固定开关柜外形尺寸及母排尺寸:主母线截面根据进线电流按下表选取电流等级1500A1250A1000A600A母牌规格TMY100*1010*8080*860*6母线夹之间的距离≤600mm500mm500mm450mmN排10*6010*606*605*50PE排10*6010*606*605*50XL低压动力配电柜外形尺寸及母排尺寸主母线截面根据进线电流按下表选取规格600A400A250A100A主母线TMY6×504×404×303×20绝缘子规格SGR6×50SGR4×40SGR4×30SGR3×20绝缘子之间的距离530530530530
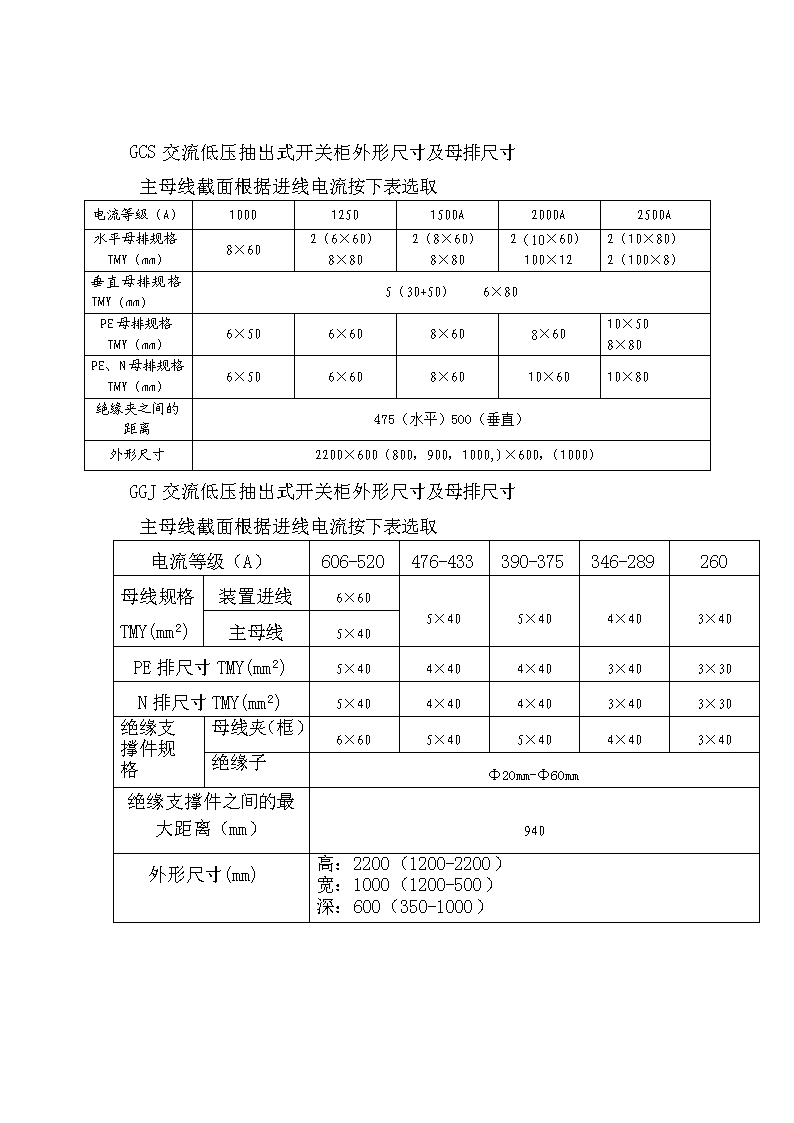
GCS交流低压抽出式开关柜外形尺寸及母排尺寸主母线截面根据进线电流按下表选取电流等级(A)100012501500A2000A2500A水平母排规格TMY(mm)8×602(6×60)8×802(8×60)8×802(10×60)100×122(10×80)2(100×8)垂直母排规格TMY(mm)5(30+50)6×80PE母排规格TMY(mm)6×506×608×608×6010×508×80PE、N母排规格TMY(mm)6×506×608×6010×6010×80绝缘夹之间的距离475(水平)500(垂直)外形尺寸2200×600(800,900,1000,)×600,(1000)GGJ交流低压抽出式开关柜外形尺寸及母排尺寸主母线截面根据进线电流按下表选取电流等级(A)606-520476-433390-375346-289260母线规格TMY(mm2)装置进线6×605×405×404×403×40主母线5×40PE排尺寸TMY(mm2)5×404×404×403×403×30N排尺寸TMY(mm2)5×404×404×403×403×30绝缘支撑件规格母线夹(框)6×605×405×404×403×40绝缘子Φ20mm-Φ60mm绝缘支撑件之间的最大距离(mm)940外形尺寸(mm)高:2200(1200-2200)宽:1000(1200-500)深:600(350-1000)
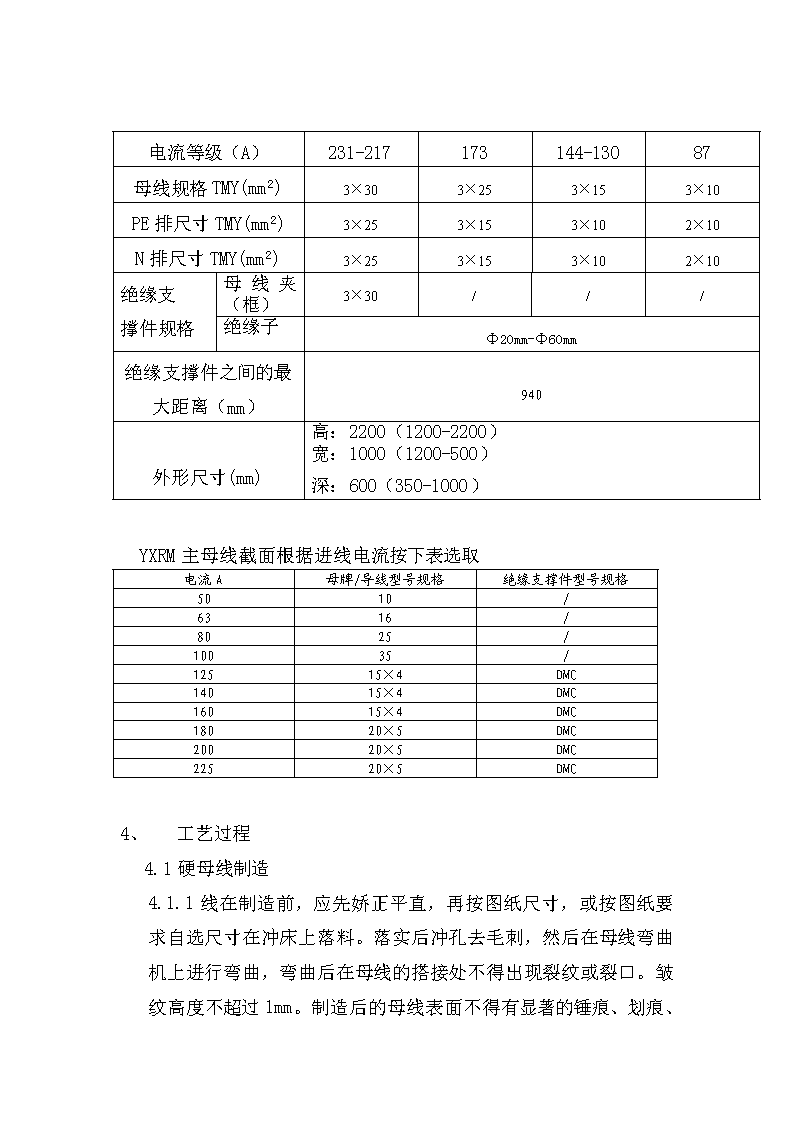
电流等级(A)231-217173144-13087母线规格TMY(mm2)3×303×253×153×10PE排尺寸TMY(mm2)3×253×153×102×10N排尺寸TMY(mm2)3×253×153×102×10绝缘支撑件规格母线夹(框)3×30///绝缘子Φ20mm-Φ60mm绝缘支撑件之间的最大距离(mm)940外形尺寸(mm)高:2200(1200-2200)宽:1000(1200-500)深:600(350-1000)YXRM主母线截面根据进线电流按下表选取电流A母牌/导线型号规格绝缘支撑件型号规格5010/6316/8025/10035/12515×4DMC14015×4DMC16015×4DMC18020×5DMC20020×5DMC22520×5DMC4、工艺过程4.1硬母线制造4.1.1线在制造前,应先娇正平直,再按图纸尺寸,或按图纸要求自选尺寸在冲床上落料。落实后冲孔去毛刺,然后在母线弯曲机上进行弯曲,弯曲后在母线的搭接处不得出现裂纹或裂口。皱纹高度不超过1mm
。制造后的母线表面不得有显著的锤痕、划痕、气孔、凹坑及起皮等缺陷,母线接触面应平整光洁、无毛刺,需搪锡的母线在上述结束后进行。4.1.2多片母线的弯曲程度应一致。母线开始弯曲处与支持夹板之间的距离不得大于母线两支持点之间距离L的四分之一。但不得小于50mm,与母线连接位置的距离不应小于30mm,如下所示。4.1.3母线扭转90°时,其扭转部分的长度不应小于母线宽度的2.5倍,如右图所示:4.1.4母线连接孔眼的直径大于螺栓直径1mm,钻孔应垂直,不歪斜,孔眼间中心距离的误差不应大于0.5mm,钻孔后去毛刺,并在冲床上压平。4.1.5铜母线搪锡。搪锡前,应先进行酸洗。在酸洗溶液中浸泡10~15秒,以去除油污等杂质,然后再将母线需搪锡的部位浸入氯化锌溶液中,之后再放入搪锡缸中(搪锡缸温度控制在240±10℃)。轻轻转动母线,目测四边均匀搪锡,厚壁一致。搪锡完毕后,用清洁粗布擦去表面杂质,再用清水冲洗,待冷却干燥后,按要求上漆。4.1.6
交直流低压低压柜的母线漆色一律为黑色,并在其醒目位置贴上相色标纸,粘贴位置应整齐、一致。(动力箱中母线颜色应符合GB2681-81《电工成套装置中的导线颜色》的规定)。母线四边均应涂漆,与联结处二侧相距为5mm,并无挂漆现象,母线涂漆后,漆色应均匀,无流痕、起皮、皱纹等缺陷。母线平弯弯曲半径为1.5~2b(b为母线厚度);立弯弯曲半径为1~2a(a为母线宽度).4.2硬母线安装4.2.1母线排列安装应横平竖直、层次分明、整齐美观,固定应平整、牢固,且不应使其受到额外的应力。4.2.2母线搭接时,接触面应保持清洁,搭接处应能自然吻合。不得有因吻合不良而使电器端子受到额外的应力。4.2.3铜、铝母线若采用导电胶搭接的,其操作工艺应按下述进行。4.2.3.1铜母线在搭接前,其接触面应用钢丝刷轮进行打磨去除氧化层,并用干净的棉纱沾上无水酒精擦拭干净,干燥后均匀涂上一层厚约0.2mm的导电胶,然后接触面重合,并将螺母拧紧(但不应使接触面过紧变形)。4.2.3.2铝母线在搭接前,其接触面应用钢丝刷轮进行打磨去除氧化层,立即涂上厚约0.05~0.1mm的导电胶,再用钢丝刷轻轻擦拭后,用干净的棉纱擦净导电胶,之后再均匀涂上一层约0.2mm的导电胶,然后将接触面重合,并将螺母拧紧。4.2.3.3如无钢丝刷轮,可用细砂布打磨代替。4.2.3.4对多根并联的母线,钢丝刷无法伸进去打磨时,可将砂布贴在薄本条上进行打磨,其余仍按第4.2.3.1和4.2.3.1项进行。4.2.3.5涂敷工具应保持清洁,涂层可用油灰刀刮平,但涂层厚度应保持在0.2mm左右.4.2.3.6
导电胶应涂在母线有效搭接接触面内,且导电胶不必涂得太厚,以免浪费;拧紧螺母后,接触面边缘挤出的少量导电胶不必擦掉。4.2.4接触面连接应紧密、可靠,用0.05×10mm 的塞尺,在任何方向插入母线搭接面的深度;母线宽度在60mm及以上者,不得超过6mm;在60mm以下者,不得超过4mm。4.2.5母线与母线搭接后,其接触面积为母线宽度的乘积,如40mm的母线和60mm的母线搭接后,其接触面积为40×60mm。对于平行搭接的母线,其接触面积应大于单根母线截面积的4倍。4.2.6母线应尽量少搭接与弯曲,一般情况应避免相互交叉。4.2.7母线用螺栓连接时,如母线平置,贯穿螺栓应由下往上穿,在其它情况下,螺母应置于维护侧,螺栓拧紧后,螺栓不得陷在螺母内,螺栓露出螺母应为1~8牙,螺栓的两侧均应有垫圈,在螺母侧还应装有弹簧垫圈或锁紧螺母,螺母有倒角的朝外侧,垫圈的光洁面朝外侧,相邻螺栓的垫圈间应有3mm以上的净距。4.2.8母线安装后,若悬空长度超过100mm的中间应加一绝缘夹板,超过150mm的应加二块绝缘夹板,以防止母线晃动,母线在无弯曲面的平直方向上,100mm的不平直度为2mm。4.2.9母线固定装置应无显著的棱角,以防尖端放电。4.2.10交直流母线的不同极的裸露载流部分之间及裸露载流部分与未经绝缘的金属体之间的电气间隙和爬电距离应不少于下表1规定:额定绝缘电压UIV电气间隙爬电距离300
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看