


- 36.55 KB
- 6页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'博敏电子股份有限公司岗位规范手册(修订)FPC冲裁
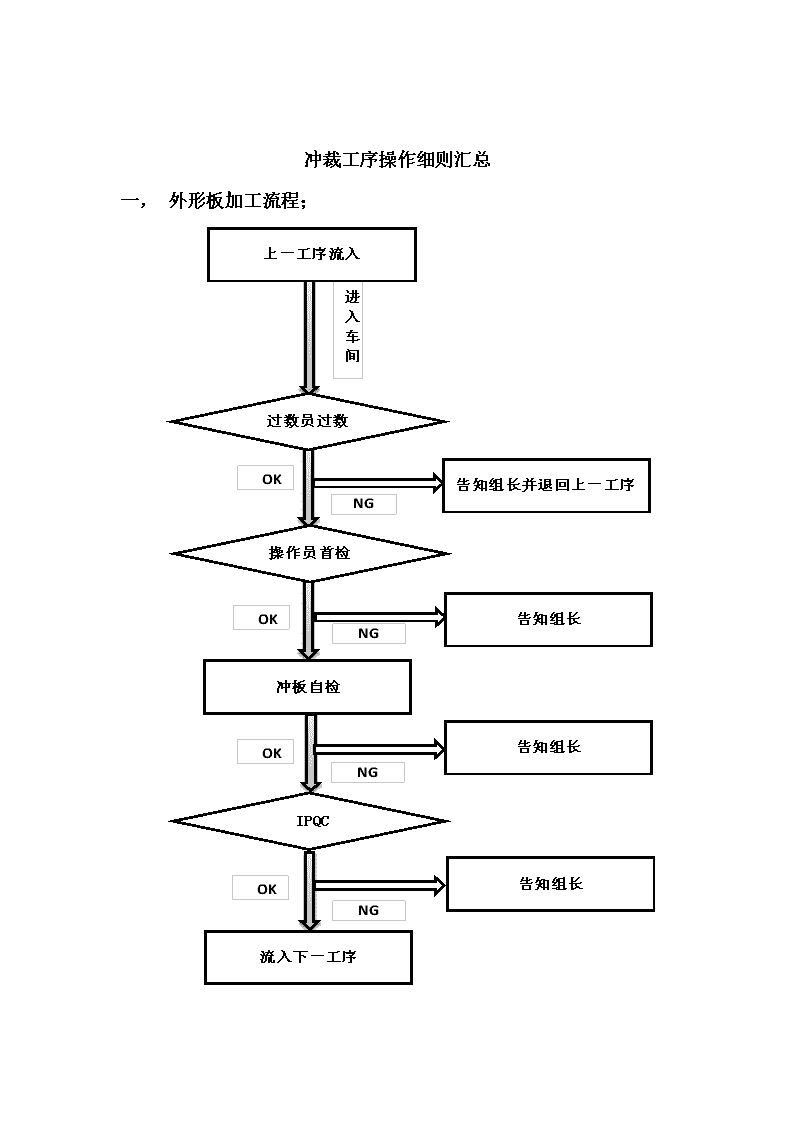
冲裁工序操作细则汇总一,外形板加工流程;
一,外形板员工操作细则汇总;1,过数员在过数应当点清数目,不容许出现过数当中板子褶皱现象,如果发现上一工序有板子褶皱现象应当及时反映。本工序操作员在操作时出现叠板混乱现象,应通知组长立即做出改善。(外形板报废危险等级:三星)2,过数员在过数当中应当注意以下几点:项目后果目的对策流程单的数目是否与实际相否,胶框内的板数不能大于五十,是否流程卡数字按顺序进入我工序出现丢板现象;外形板被压伤数据准确,避免无谓的品质风险通知上工序立即改良,否则拒收流程单上流入时间、流出时间、操作员、IPQC是否签字上一工序不良板出现在我工序,然后冲出外形后失去返工机会计算加工时间、防止上一工序不良板流入本工序。拒收,同时要求上工序出具上工序ipqc已检证明,同时ipqc主管必须签字证明在収板过程中及时记录收板时间与送板人,出板时间与出板人出现丢板责任无法明确明确责任,防止外形板在本工序停留时间过久,同时便于本工序生产排序及时记录出板,进板时间,不签字拒绝収板収板员在収板当中应当大致检查外形板,项目:外形板金面是否氧化、擦伤、压伤上一工序的不良不能及时改善界定工序间责任,同时通知上一工序通知组长与上工序进行沟通,同时拍照留底,同时通知上工序IPQC全检
过数员应当监督外形板在本工序流通当中,必须流程卡与板一起流通禁止出现外形板与流程卡分离外形板混周期、出现品质问题不能及时准确的追查到责任人、操作时间导致累计性报废。防止外形板混周期,在调整周期时,出现等板现象,影响交期。最快速度寻找到品质问题责任人,立即做出改善当外形板进入本工序时,将流程单贴在相应外形板的胶框外部胶垫颜色是否为统一的绿色发生交叉污染防止药水等交叉污染通知上工序立即改善,否则拒收外形板3,操作员在冲新料号的外形板必须测量外形板的二次元。操作员冲板前必须进行首检。(外形板报废危险等级:五星)4,外形板冲板前自检项目:金面氧化、金面擦花,金面压伤与划伤、外形板外观是否压伤、胶纸与离型纸贴合是否贴正,靶冲是否冲歪、定位孔是否堵孔、是否忘贴胶纸、离型纸。冲床是否滴油,模腔内是否有沾有机油。(外形板报废危险等级:五星)5,外形板加工过程中每4set对模腔进行清洁,外形板每冲3set进行自检。(外形板报废危险等级:五星)6,冲板时镊子要夹住外形板边缘防止夹伤外形板金面与线路,冲板时定位针要完全插入定位孔内防止冲偏,外形板在模腔内要摆放平整。(外形板报废危险等级:五星)7,外形板冲板后自检项目:外形板外观压伤、金手指偏、未冲透现象、外形板沾油、金面氧化、金面压伤、金面擦伤、冲偏、堵孔、披锋毛刺、槽位不一如出现上述情况,立即通知组长分析原因,防止积累性报废。(外形板报废危险等级:五星)8,冲板后外形板应当整齐摆放,防止外形板褶皱。单pcs板放入塑料袋,在放入时,轻拿轻放,防止意外板的弯折。每50张板放入一
个胶框。(外形板报废危险等级:三星)3,操作员在冲板时必须佩带手指套,不能裸手拿板。(外形板报废危险等级:三星)三、辅料操作加工流程:
一,辅料加工员工操作细节:(上接外形板员工操作细则汇总)3,员工在分条当中正确使用分条机,分条时覆盖膜不能超过3张一叠,否则容易导致报废;(辅料报废危险等级:五星)4,员工冲辅料8张自检一次,员工自检项目:外形毛刺、未冲透、漏开窗、冲偏、冲坏。(辅料报废危险等级:五星)5,及时清理废料尤其是刀模(屏蔽膜、胶纸等废料必须冲一次清理一次)(辅料报废危险等级:五星)6,刀模垫板应当及时更换,防止冲不透。(辅料报废危险等级:五星)7,辅料冲完后应当摆放整齐,便于清理与过数员点数;8,冲辅料时,定位销钉应当完全插入定位孔当中;9,辅料加工后废料应当保留并摆放整齐(屏蔽膜、胶纸、FR4、PI)主管审核:部门经理审核:日期:'