

- 531.00 KB
- 5页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'四川耐特阀门有限公司—工作文件GZ/SNT—55—2011四川耐特阀门有限公司阀门射线检验技术规范一、范围1.依据本公司现有条件,对承压设备材料元件(进行X射线检测及质量分级,主要检测对象为铸钢件的坡口、大面积的补焊、中口、阀座等部位,钢板制作的对接接头,阀门过渡管的环向焊接接头检测,管座角焊缝可以参照进行。包括制造、安装、在用承压设备的检测。2.X射线检测工艺卡按本规程进行编制。3.需进行γ射线检测的产品,进行委外处理。二、检测人中资格1.从事无损检测的人员应按照ISO9712:2005<无损检测人员资格鉴定与认证>进行培训,上岗前进行辐射安全知识培训。符合<特种设备无损检测人员考核与监督管理规则>条件2.检测人员每年进行一次身体检查,矫正视力不低于5.0,3.NDTI级人员接受II级或III级人员的指导。4.根据各自的职责,完成相应的工作内容,按照标准各指导书要求进行,并保证质量。三、设备及器材1.正确的选用设备,提高检测效率,设备型号最大管电压Kv最大管电流mA最大穿透力(AB级)mm辐射角度焦点尺寸许用负荷Kv备注XXH3505350555360°*25°+51*490%自动训机XXQ300530055040°+5°2*390%手动训机2设备训机方法:2.1开机前预热2分钟2.2按下表进行逐渐升压(不大于)相隔时间8-16h2-3天3-21天>21天备注升压速度20kv/min10kv/min4kv/min2kv/min2.3开关机相隔10秒,进行下一管电压训练,训至所使用最高值2.4注意安全防护,配带报警仪,采用有效措施进行屏蔽,控制透照场的范围。2.5设备对不同类型的工件透照应制作相应的暴光曲线,方法见附录1四、胶片按胶片系统的分类(T1,T2,T3,T4)进行,根据透照技术选择合适的类别,公司使用AGFAC7和富士ⅨQ100HD,X射线检测A级和AB级一般采用T3类胶片或更高类别的。B级采用T2类胶片胶片应妥善保管,远离射线源,存放温湿度适宜,避免受压五、增感屏采用金属增感屏------铅(Pb)射线源材料前、后屏厚度mmX射线150Kv-250Kv铅0.02-0.15铅0.02-0.2版本:A/0发布日期:2011-11-255/5
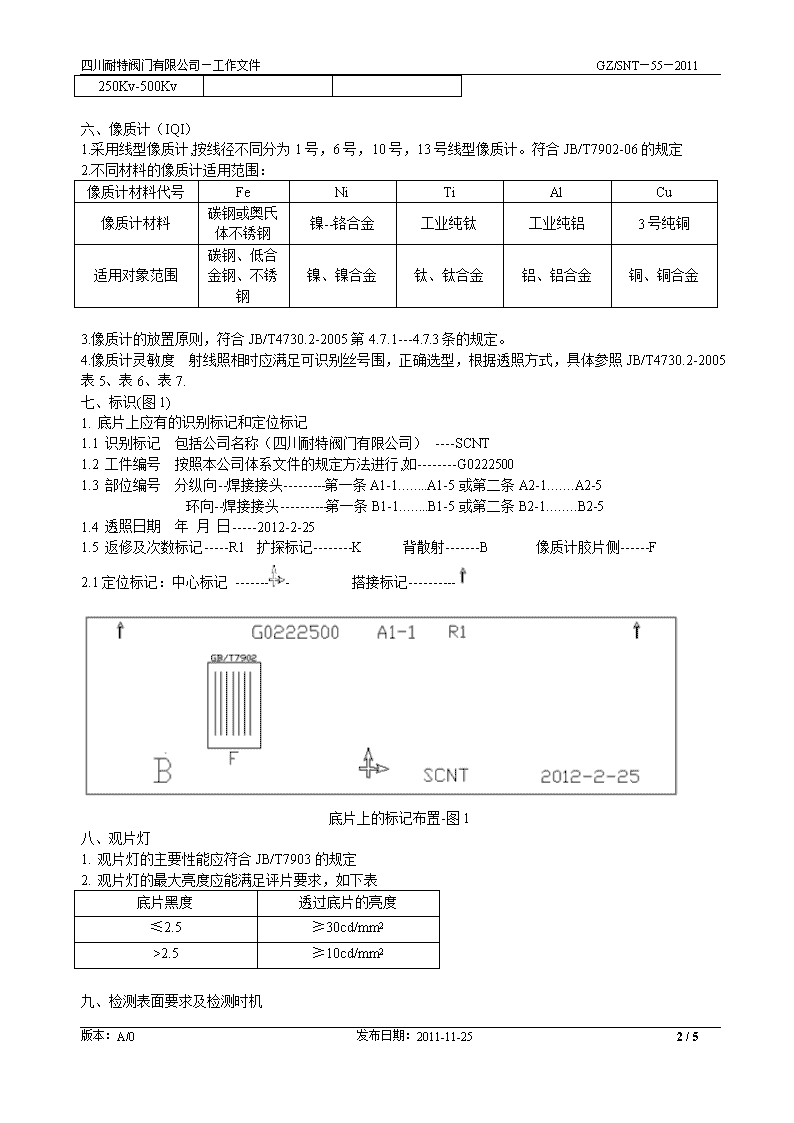
四川耐特阀门有限公司—工作文件GZ/SNT—55—2011X射线250Kv-500Kv六、像质计(IQI)1.采用线型像质计,按线径不同分为1号,6号,10号,13号线型像质计。符合JB/T7902-06的规定2.不同材料的像质计适用范围:像质计材料代号FeNiTiAlCu像质计材料碳钢或奥氏体不锈钢镍--铬合金工业纯钛工业纯铝3号纯铜适用对象范围碳钢、低合金钢、不锈钢镍、镍合金钛、钛合金铝、铝合金铜、铜合金3.像质计的放置原则,符合JB/T4730.2-2005第4.7.1---4.7.3条的规定。4.像质计灵敏度射线照相时应满足可识别丝号围,正确选型,根据透照方式,具体参照JB/T4730.2-2005表5、表6、表7.七、标识(图1)1.底片上应有的识别标记和定位标记1.1识别标记包括公司名称(四川耐特阀门有限公司)----SCNT1.2工件编号按照本公司体系文件的规定方法进行,如--------G02225001.3部位编号分纵向--焊接接头---------第一条A1-1........A1-5或第二条A2-1.......A2-5环向--焊接接头----------第一条B1-1........B1-5或第二条B2-1........B2-51.4透照日期年月日-----2012-2-251.5返修及次数标记-----R1扩探标记--------K背散射-------B像质计胶片侧------F2.1定位标记:中心标记--------搭接标记----------底片上的标记布置-图1八、观片灯1.观片灯的主要性能应符合JB/T7903的规定2.观片灯的最大亮度应能满足评片要求,如下表底片黑度透过底片的亮度≤2.5≥30cd/mm2>2.5≥10cd/mm2九、检测表面要求及检测时机版本:A/0发布日期:2011-11-255/5
四川耐特阀门有限公司—工作文件GZ/SNT—55—20111.工件表面不得有影响检测的宏观缺陷(如沾砂、凹陷、气孔、砂眼等)——外观检查应合格。2.铸钢件一般在粗加工后进行,以圆整表面,尽量减少工件厚度,提高检测灵敏度3.焊缝余高应符合规定,否则进行打磨修整,4.检测时机:一般在焊后进行,对有延迟裂纹倾向的材料,应在焊后24小时后进行。十、透照布置1.按透照方式分单壁单影、双壁单影、双壁双影的布置方法,如下图中心透照法F=R单壁内偏心F>R双壁单影F=D0双壁单影F>D0单壁外透单壁内偏心F
您可能关注的文档
- gbt 51094-2015 工业企业湿式气柜技术规范
- gbt 51117-2015 数字同步网工程技术规范
- gbt 51125-2015 通信局站共建共享技术规范
- gbt 51147-2015 硝胺类废水处理设施技术规范
- gbt 51146-2015 硝化甘油生产废水处理设施技术规范
- 游泳池、spa--技术规范
- GBT18713-2002太阳热水系统设计、安装及工程验收技术规范
- 第四章 采购清单及技术规范书
- 远东哈里斯程控交换机技术规范(2)
- 政务信息图层建设技术规范
- 装饰石材露天矿山技术规范
- 外观技术规范(参考)
- 网站群部分技术规范
- 网站设计技术规范
- GB50085-2007T 喷灌工程技术规范
- GBT 21023-2007 中文语音识别系统通用技术规范
- GBT 21016-2007 小麦干燥技术规范
- GBT 21141-2007 防沙治沙技术规范
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看