


- 1.42 MB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'化工装备技术应用与发展中外焊接工艺评定方法以及焊接工艺规程和焊接工艺评定的标准体系朱海鹰辛忠智辛忠仁(中国化工装备协会,北京100011)杨智茗(四川省新德机械有限公司,成都610207)摘要:本文阐述了中外五种焊接工艺评定的方法和标准,对焊接工艺规程和焊接工艺评定的国家标准和国际标准体系进行综合分析对比,明确了我国压力容器焊接工艺评定方法类别。关键词:焊接工艺评定焊接工艺规程中外标准压力容器1焊接工艺评定以及相关术语介绍1.4焊接工艺评定报告(PQR)1.1焊接工艺评定按照JB4708,焊接工艺评定报告(PQR)按照JB4708《钢制压力容器焊接工艺评是:记载验证性试验及其检验结果,对拟定的焊定》,焊接工艺评定是:为使焊接接头的基本接工艺规程进行评价的报告。使用性能符合规定,对所拟定的焊接工艺规程按照GB/T19866,焊接工艺评定报告(WPS)进行验证性试验和结果评价。(PQR)是:在焊接工艺评定过程中,记录有关按照GB/T3375《焊接术语》,焊接工艺评试验数据和结果的文件。定是:在新产品、新材料投产前,为制定焊接工2焊接工艺评定方法分类艺规程,通过对焊接方法、焊接材料、焊接参数在GB/T19866《焊接工艺规程及评定的一般等进行选择和调整的一系列工艺试验,以确定获原则》中,将焊接工艺评定方法分为五大类。这得标准规定焊接质量的正确工艺。五大类方法是:1.2焊接工艺规程(WPS)2.1基于焊接工艺评定试验按照JB4708,焊接工艺规程(焊接工艺指该方法规定了如何通过标准试件的焊接和检导书)是:为验证性试验所拟定的,经评定合格验评定焊接工艺。的,用于指导产品施焊的焊接工艺文件。当焊接接头的性能对使用具有关键影响时,按照GB/T3375,焊接工艺规程是:根据焊应采用此方法进行焊接工艺评定。接工艺评定报告,并结合实践经验而制定的直接GB/T19869.1《钢、镍及镍合金的焊接工艺指导生产的技术细节文件。它包括对焊接接头、评定试验方法》规定了钢、镍及镍合金的焊接工母材、焊接材料、焊接位置、预热、电特性、操艺评定试验方法。作技术等内容进行详细的规定,以保证焊接质量2.2基于试验焊接材料的工艺评定的再现。该方法规定了如何通过焊接材料试验评定焊1.3焊接工艺预规程(PWPS)接工艺。按照GB/T19866《焊接工艺规程及评定的一这种评定方法适用于焊接过程中不会明显降般原则》,焊接工艺预规程是:待评定的焊接工低热影响区性能的那些母材。艺规程。GB/T19868.1《基于试验焊接材料的工艺评-18-
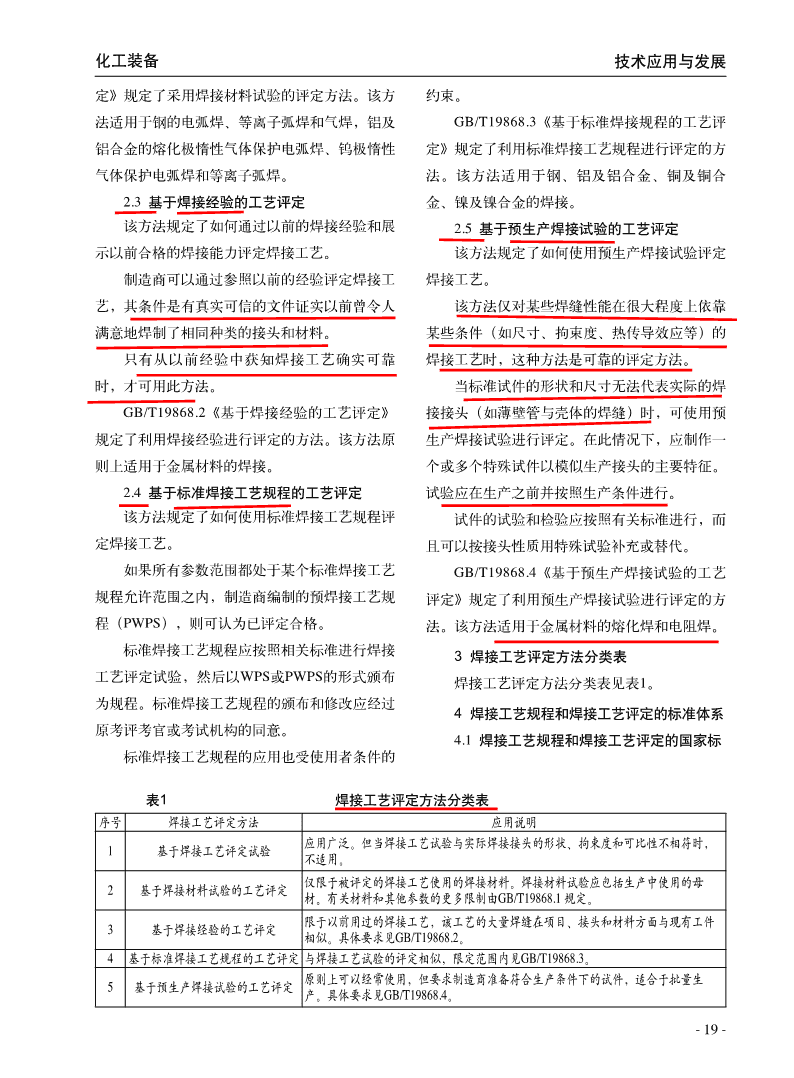
化工装备技术应用与发展定》规定了采用焊接材料试验的评定方法。该方约束。法适用于钢的电弧焊、等离子弧焊和气焊,铝及GB/T19868.3《基于标准焊接规程的工艺评铝合金的熔化极惰性气体保护电弧焊、钨极惰性定》规定了利用标准焊接工艺规程进行评定的方气体保护电弧焊和等离子弧焊。法。该方法适用于钢、铝及铝合金、铜及铜合2.3基于焊接经验的工艺评定金、镍及镍合金的焊接。该方法规定了如何通过以前的焊接经验和展2.5基于预生产焊接试验的工艺评定示以前合格的焊接能力评定焊接工艺。该方法规定了如何使用预生产焊接试验评定制造商可以通过参照以前的经验评定焊接工焊接工艺。艺,其条件是有真实可信的文件证实以前曾令人该方法仅对某些焊缝性能在很大程度上依靠满意地焊制了相同种类的接头和材料。某些条件(如尺寸、拘束度、热传导效应等)的只有从以前经验中获知焊接工艺确实可靠焊接工艺时,这种方法是可靠的评定方法。时,才可用此方法。当标准试件的形状和尺寸无法代表实际的焊GB/T19868.2《基于焊接经验的工艺评定》接接头(如薄壁管与壳体的焊缝)时,可使用预规定了利用焊接经验进行评定的方法。该方法原生产焊接试验进行评定。在此情况下,应制作一则上适用于金属材料的焊接。个或多个特殊试件以模似生产接头的主要特征。2.4基于标准焊接工艺规程的工艺评定试验应在生产之前并按照生产条件进行。该方法规定了如何使用标准焊接工艺规程评试件的试验和检验应按照有关标准进行,而定焊接工艺。且可以按接头性质用特殊试验补充或替代。如果所有参数范围都处于某个标准焊接工艺GB/T19868.4《基于预生产焊接试验的工艺规程允许范围之内,制造商编制的预焊接工艺规评定》规定了利用预生产焊接试验进行评定的方程(PWPS),则可认为已评定合格。法。该方法适用于金属材料的熔化焊和电阻焊。标准焊接工艺规程应按照相关标准进行焊接3焊接工艺评定方法分类表工艺评定试验,然后以WPS或PWPS的形式颁布焊接工艺评定方法分类表见表1。为规程。标准焊接工艺规程的颁布和修改应经过4焊接工艺规程和焊接工艺评定的标准体系原考评考官或考试机构的同意。4.1焊接工艺规程和焊接工艺评定的国家标标准焊接工艺规程的应用也受使用者条件的表1焊接工艺评定方法分类表序号焊接工艺评定方法应用说明应用广泛。但当焊接工艺试验与实际焊接接头的形状、拘束度和可比性不相符时,1基于焊接工艺评定试验不适用。仅限于被评定的焊接工艺使用的焊接材料。焊接材料试验应包括生产中使用的母2基于焊接材料试验的工艺评定材。有关材料和其他参数的更多限制由GB/T19868.1规定。限于以前用过的焊接工艺,该工艺的大量焊缝在项目、接头和材料方面与现有工件3基于焊接经验的工艺评定相似。具体要求见GB/T19868.2。4基于标准焊接工艺规程的工艺评定与焊接工艺试验的评定相似,限定范围内见GB/T19868.3。原则上可以经常使用,但要求制造商准备符合生产条件下的试件,适合于批量生5基于预生产焊接试验的工艺评定产。具体要求见GB/T19868.4。-19-
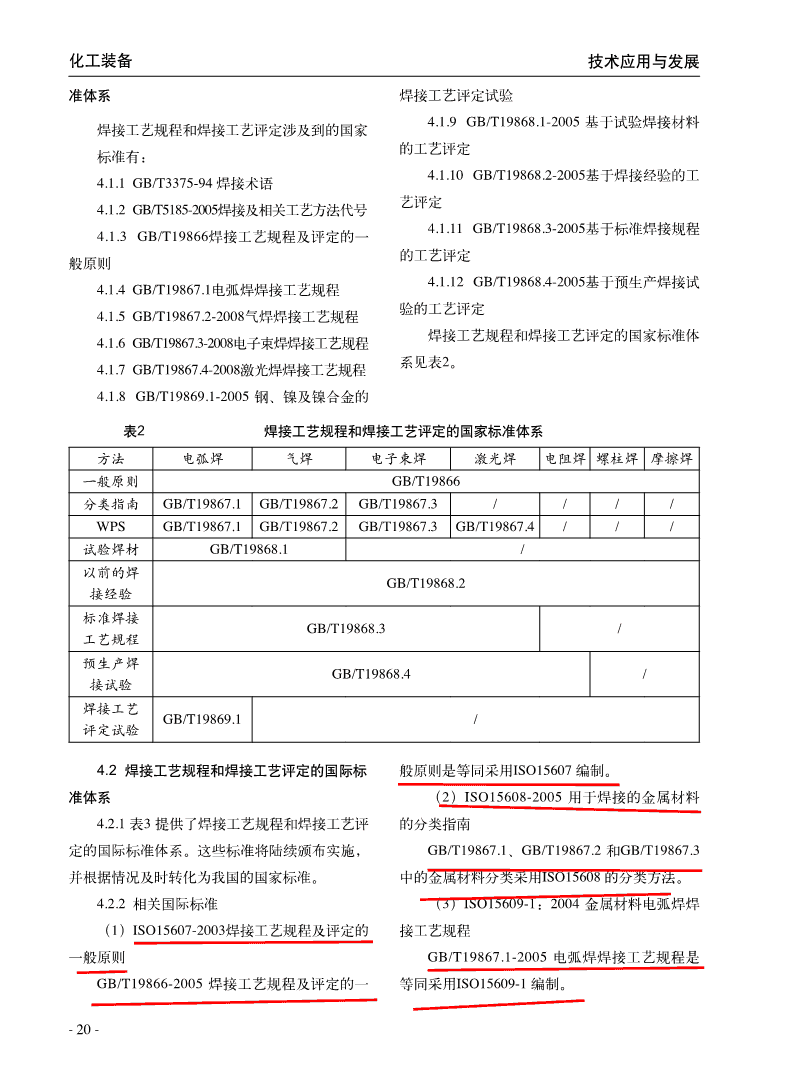
化工装备技术应用与发展准体系焊接工艺评定试验4.1.9GB/T19868.1-2005基于试验焊接材料焊接工艺规程和焊接工艺评定涉及到的国家的工艺评定标准有:4.1.10GB/T19868.2-2005基于焊接经验的工4.1.1GB/T3375-94焊接术语艺评定4.1.2GB/T5185-2005焊接及相关工艺方法代号4.1.11GB/T19868.3-2005基于标准焊接规程4.1.3GB/T19866焊接工艺规程及评定的一的工艺评定般原则4.1.12GB/T19868.4-2005基于预生产焊接试4.1.4GB/T19867.1电弧焊焊接工艺规程验的工艺评定4.1.5GB/T19867.2-2008气焊焊接工艺规程焊接工艺规程和焊接工艺评定的国家标准体4.1.6GB/T19867.3-2008电子束焊焊接工艺规程系见表2。4.1.7GB/T19867.4-2008激光焊焊接工艺规程4.1.8GB/T19869.1-2005钢、镍及镍合金的表2焊接工艺规程和焊接工艺评定的国家标准体系方法电弧焊气焊电子束焊激光焊电阻焊螺柱焊摩擦焊一般原则GB/T19866分类指南GB/T19867.1GB/T19867.2GB/T19867.3////WPSGB/T19867.1GB/T19867.2GB/T19867.3GB/T19867.4///试验焊材GB/T19868.1/以前的焊GB/T19868.2接经验标准焊接GB/T19868.3/工艺规程预生产焊GB/T19868.4/接试验焊接工艺GB/T19869.1/评定试验4.2焊接工艺规程和焊接工艺评定的国际标般原则是等同采用ISO15607编制。准体系(2)ISO15608-2005用于焊接的金属材料4.2.1表3提供了焊接工艺规程和焊接工艺评的分类指南定的国际标准体系。这些标准将陆续颁布实施,GB/T19867.1、GB/T19867.2和GB/T19867.3并根据情况及时转化为我国的国家标准。中的金属材料分类采用ISO15608的分类方法。4.2.2相关国际标准(3)ISO15609-1:2004金属材料电弧焊焊(1)ISO15607-2003焊接工艺规程及评定的接工艺规程一般原则GB/T19867.1-2005电弧焊焊接工艺规程是GB/T19866-2005焊接工艺规程及评定的一等同采用ISO15609-1编制。-20-
化工装备技术应用与发展表3焊接工艺规程和焊接工艺评定的国际标准体系方法电弧焊气焊电子束焊激光焊电阻焊螺柱焊摩擦焊一般原则ISO15607分类指南ISO/TR15608不适用ISO/TR15608WPSISO15609-1ISO15609-2ISO15609-3ISO15609-4ISO15609-5ISO14555ISO15620试验焊材ISO15610不适用以前的焊ISO15611ISO15611ISO15611接经验ISO14555ISO15620标准焊接ISO15612/工艺规程预生产焊ISO15613ISO15613ISO15613接试验ISO14555ISO15620焊接工艺ISO15614ISO15614:ISO15614ISO15614:-7、-11ISO14555ISO15620评定试验-1~-10-1、-3、-6、-7-12、-13(4)ISO15609-2:2001金属材料气焊焊接(10)ISO15612:2003基于标准焊接规程工艺规程的工艺评定GB/T19867.2-2008气焊焊接工艺规程是等GB/T19868.3-2005基于标准焊接规程的工同采用ISO15609-2编制。艺评定是等同采用ISO15612编制的。(5)ISO15609-3:2000金属材料电子束焊(11)ISO15613:2004基于预生产焊接试验焊接工艺规程的工艺评定GB/T19867.3-2008电子束焊焊接工艺规程GB/T19868.4-2005基于预生产焊接试验的是等同采用ISO15609-3编制。工艺评定是等同采用ISO15613编制的。(6)ISO15609-4:2000金属材料激光焊焊(12)ISO15614-1:2003金属材料焊接工艺接工艺规程规程及评定—焊接工艺评定试验—第1部分:钢GB/T19867.4-2008激光焊焊接工艺规程是的电弧焊和气焊、镍及镍合金的电弧焊等同采用ISO15609-4编制。GB/T19869.1-2005钢、镍及镍合金的焊接(7)ISO15609-5:2001金属材料摩擦焊焊工艺评定试验是等同采用ISO15614.1编制的。接工艺规程。(13)ISO15614-2:2000金属材料焊接工艺(8)ISO15610:2003基于试验焊接材料的规程及评定—焊接工艺评定试验—第2部分:铝工艺评定和铝合金的电弧焊。GB/T19868.1-2005基于试验焊接材料的工(14)ISO15614-3金属材料焊接工艺规程及艺评定是等同采用ISO15610编制的。评定—焊接工艺评定试验—第3部分:铸铁的电(9)ISO15611:2003基于焊接经验的工艺弧焊焊接工艺试验。评定(15)ISO15614-4:2000金属材料焊接工艺GB/T19868.2-2005基于焊接经验的工艺评规程及评定—焊接工艺评定试验—第4部分:铝定是等同采用ISO15611编制的。和铝合金的电弧焊。-21-
化工装备技术应用与发展(16)ISO15614-5:2000金属材料焊接工艺摩擦焊。规程及评定—焊接工艺评定试验—第5部分:钛(23)ISO14555:1998焊接—金属材料的和锆及其合金的电弧焊。电弧螺柱焊。(17)ISO15614-6:2000金属材料焊接工艺5国家标准有关焊接工艺规程的编制、评规程及评定—焊接工艺评定试验—第6部分:铜定和使用和铜合金。国家标准有关焊接工艺规程的编制、评定和(18)ISO15614-8:2002金属材料焊接工艺使用见表4。规程及评定—焊接工艺评定试验—第8部分:管6国家标准有关焊接工艺规程编制和评定流和管-管板接头焊接。程(19)ISO15614-11:2002金属材料焊接工国家标准有关焊接工艺规程编制和评定流程艺规程及评定—焊接工艺评定试验—第11部分:见图1。电子和激光束焊接。7说明(20)ISO15614-12:2000金属材料焊接工7.1综上所述,按照国家标准和国际标准,艺规程及评定—焊接工艺评定试验—第12部分:焊接工艺评定的方法共分为五类:基于焊接工艺点焊、缝焊和凸焊。评定试验;基于试验焊接材料的工艺评定;基于(21)ISO15614-13:2002金属材料焊接工焊接经验的工艺评定;基于标准焊接规程的工艺艺规程及评定—焊接工艺评定试验—第13部分:评定;基于预生产焊接试验的工艺评定。电阻对焊和闪光焊。7.2压力容器焊接工艺评定专业标准(22)ISO15620:2000焊接—金属材料的表4国家标准有关焊接工艺规程的编制、评定和使用活动结果制定预焊接工艺规程PWPS选用其中一种方法做评定以有关评定标准为基础的PQR(包括有效范围)编制焊接工艺以PWPS为基础的WPS或焊接作业指导书生产实施WPS或焊接作业指导书及焊接工艺卡(JB4708)是采用了GB/T19866-2005《焊接工是:GB/T19866-2005焊接工艺规程及评定的一艺规程及评定的一般原则》中基于焊接工艺评定般原则以及GB/T19869.1-2005钢、镍及镍合金的试验的评定方法。焊接工艺评定试验、GB/T19868.1-2005基于试7.3因为各种焊接方法的焊接工艺规程标准验焊接材料的工艺评定、GB/T19868.2-2005基是编制产品焊接工艺(WPS)的基础,因此各种于焊接经验的工艺评定、GB/T19868.3-2005基焊接方法的焊接工艺规程标准也就成为焊接工艺于标准焊接规程的工艺评定、GB/T19868.4-2005评定的基础标准。要进行焊接工艺评定之前,掌基于预生产焊接试验的工艺评定。握和熟悉各种焊接方法的焊接工艺规程标准是焊基础标准是:GB/T19867.1-2005电弧焊焊接技术人员的首要工作。接工艺规程。7.4焊接工艺评定国家标准中的专业标准7.5焊接工艺评定国际标准中的专业标准-22-
化工装备技术应用与发展图1国家标准有关焊接工艺规程编制和评定流程图是:ISO15607-2003焊接工艺规程及评定的一7.6压力容器焊接工艺评定的专业标准是:般原则和ISO15614-1:2003金属材料焊接工艺GB/T19866-2005焊接工艺规程及评定的一般原规程及评定—焊接工艺评定试验—第1部分:则和JB4708钢制压力容器焊接工艺评定。钢的电弧焊和气焊、镍及镍合金的电弧焊等以基础标准是:JB/T4709钢制压力容器焊接及ISO15610:2003基于试验焊接材料的工艺规程。评定、ISO15611:2003基于焊接经验的工艺评压力容器焊接工艺评定标准体系中专业标准定、ISO15612:2003基于标准焊接规程的工艺和基础标准是缺一不可的,基础标准用于编制焊评定、ISO15613:2004基于预生产焊接试验的接工艺规程(WPS),而专业标准用于对拟定的工艺评定。焊接工艺规程(WPS)进行验证性试验和结果评基础标准是:ISO15609-1:2004金属材料价。电弧焊焊接工艺规程、ISO15609-2:2001金属7.7虽然有JB/T4709《压力容器焊接规程》材料气焊焊接工艺规程、ISO15609-3:2000金标准,且适用于电弧焊、气焊和螺柱焊等焊接方属材料电子束焊焊接工艺规程、ISO15609-4:法,但仍缺乏压力容器焊接工艺评定的基础标2000金属材料激光焊焊接工艺规程、ISO15609-准,如激光焊、电阻焊、摩擦焊等焊接方法的焊5:2001金属材料摩擦焊焊接工艺规程。(下转第33页)-23-
化工装备技术应用与发展6.3.4安装锁紧螺母;按澳洲标准设计的过滤器的制造填补了国内6.3.5用扭矩扳手组合件Ⅰ拧紧接管,力矩为空白,为承接同类设备提供了技术支持。8N.m;参考文献6.3.6用扭矩扳手组合件Ⅱ拧紧管帽,力矩为[1]AustralianStandardPressurevessels—AS1210-1997.[2]AustralianStandardPressureequipment—ManufactureAS5N.m。4458-1997.7结语[3]AustraliandStandardFinegrained,weldablesteelplatesforpressureequipment—AS1548-2008.采用上述方法圆满完成了海水淡化项目过滤[4]ASME锅炉及压力容器规范(VIII第一册).器的制造,达到了设计要求的各项技术指标。[5]ASME锅炉及压力容器规范(第II卷A篇).DomesticFabricationofFilterAccordingtoAustralianStandardGaoLi(ShanghaiXiandaMersenProcessEquipmentCo.,Ltd.,Shanghai201411)Abstract:Thisarticleexpatiatesonthefabricationofthefilter,whichthematerial,headerforming,weldingstructureandthecriticalcomponentsproducedaccordingonAustralianstandardandthedesignanddrawingrequirementsabroad,introducesthespecialrequirementsofAustralianstandardcomparingwithASMEstandard.Keywords:filter,Australianstandard,substitutematerial,headerforming,weldingstructure,criticalcomponentfabrication(上接第23页)接工艺规程,不能完全满足压力容器焊接工艺评家标准均是等同采用相应的国际标准转化而来定的需要。相比之下,在焊接工艺评定标准体系的。今后根据实际情况将焊接工艺规程和评定方中,国际标准比国内标准体系要健全。面的国际标准陆续、及时转化为我国国家标准。7.8值得注意的是,目前,焊接工艺评定国ChineseandForeignWeldingProcedureQualificationMethod,StandardSystemofWeldingProcedureSpecificationandWeldingProcedureQualificationZhuHai-ying,XinZhong-zhi,XinZhong-ren(ChinaChemicalIndustrialEquipmentAssociation,Beijing100120)YangZhi-ming(SichuangXindeMachineryCo.,Ltd.,Chengdu610207)Abstract:ThispaperdiscussesChineseandForeign5kindsofweldingprocedurequalificationmethods&standards.Bycomparingandanalyzingtheweldingprocedurespecificationandweldingprocedurequalificationnationalandinternationalstandardssystem,itpointsoutthedeficiencyoftheclassificationmethodaboutweldingprocedurequalificationnationalstandardsonpressurevessel.Keywords:weldingprocedurequalification,weldingprocedurespecification,ChineseandForeignstandard,pressurevessel-33-'
您可能关注的文档
- 焊接工艺评定方法.doc
- GBT 18271.3-2000 过程测量和控制装置 通用性能评定方法和程序 第3部分:影响量影响的试验.pdf
- 在役油气输送管道体积型缺陷安全评定方法.pdf
- 基于大跨径桥梁健康监测的桥梁技术评定方法研究.pdf
- 公路工程质量评定方法的理论及数值分析.pdf
- 基于模糊层次综合评价法的梁桥健康评定方法研究.pdf
- 对于MTT 259—1991《煤炭可浮性评定方法》的探讨.pdf
- 桥梁技术状况评定方法分析与比较.pdf
- 桥梁静载试验校验系数及优化评定方法研究.pdf
- 差压补偿液位测量的不确定度评定方法研究.pdf
- 煤炭可选性评定方法探讨.pdf
- 专用检测设备评定方法指南.doc
- 道路工程质量检验与评定方法概述.ppt
- 锚杆无损检测评定方法.doc
- 工业控制计算机系统工业控制计算机基本平台第2部分:性能评定方法,GB_T26806.2-2011.pdf
- 齐纳二极管安全栅第2部分:性能评定方法,GB_T30241.2-2013.pdf
- 柴油机燃油滤清器 油_水分离效率的评定方法,GB_T35348-2017.pdf
- 柴油机喷油泵供油角度自动提前器总成可靠性评定方法、试验方法、故障分类及判定规则,JB_T12030-2015.pdf
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测