


- 298.65 KB
- 5页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'学兔兔www.xuetutu.com机械制造文摘——焊接分册焊接现场不锈钢复合板的焊接工艺附加评定方法探讨韩丽娟,税小勇,范绍林,高培刚(1.中冶天工集团有限公司钢构容器公司,山西太原,030008;2.山西省锅炉压力容器监督检验研究院,山西太原,030012)摘要:沿用NB/T47014—2O11《承压设备焊接工艺评定》中“焊接工艺附加评定”这一概念,根据不锈钢复合板的特性与焊接工艺特点,针对化学成分和晶问腐蚀敏感性两方面,围绕评定范围、评定条件、评定因素、评定规则、评定方法、试件形式与尺寸、检验要求与结果评定,提出了相应的焊接工艺附加评定方法。关键词:不锈钢;复合板;晶间腐蚀敏感性;焊接工艺附加评定中图分类号:TG442MethoddiscussionforweldingprocedureadditionalevaluationofstainlesssteelcladplateHanLijuan,ShuiXiaoyong,FanShaolin,GaoPeigang(1.SteelStructuresandPressureVesselsBranchofMCCTiangongGroupCorporationLimited,Taiyuan,030008,China;2.BoilerPressureVesselInspectionInstituteofShanxiProvince,Taiyuan030012,China)Abstract:“Weldingprocedureadditionalevaluation”intheconceptofNB/T47014-2011WeldingProcedureQf—ificationforPressureEquipmentisusedinthispaper.Accordingtothecharacteristicsandweldingprocessofstainlesssteelcladplates,forchemicalcompositionandsusceptibilitytointergranularcorrosion,theweldingprocedureaddi-tionalevaluationhasbeenvenaroundtheevaluationscope,evaluationconditions,evaluationfactors,evaluationrules,assessmentmethodandformoftestsampleandsize,inspectionrequirementsandresultevaluation.Keywords:stainlesssteel;cladplate;susceptibilitytointergranularcorrosion;weldingprocedureadditionalevaluation同的,而NB/T47014一_20l1《承压设备焊接工艺评定》0前言等标准只规定了以力学性能为准则的评定规则及要在现行焊接工艺评定标准NB/T47014--2011《承求,但没有涉及到这方面的内容。压设备焊接工艺评定》中,焊接[艺评定主要是以焊接在JB4708--2000(<钢制压力容器焊接工艺评定标接头力学性能准则评定焊接工艺,只规定了针对焊接准释义》的“二、标准原理”中提到:“当按照焊接接头力接头的力学性能、弯曲性能、堆焊层的化学成分、换热学性能准则评定焊接工艺时,如果产品有其他使用性管与管板之间焊接接头剪切强度的评定方法。而对于能要求,则由焊接工艺人员按照理论知识和科学实验不锈钢复合板的试件,有时还需要对其覆层的化学成结果来选择条件并规定焊接工艺适用范围。”(虽然JB分和晶间腐蚀敏感性等附加特性进行测定或检验,试4708--2000标准已换版更新,但其评定思想未改变,判件附加特性的影响因素与力学性能的影响因素是不相定准则依然未变。)2014年第1期27
学兔兔www.xuetutu.com焊接现场机械制造文摘——焊接分册为此,施工单位还需要在锅炉压力容器监督检验它特殊检验要求时(在本方法中特指覆层的化学成分机构的监检与帮助下,制定出专门对此的焊接工艺附测定和晶问腐蚀敏感性检验),则必须在进行焊接工艺加评定方法。依据NB/T470l4—2011和GB/T评定同时,增加焊接工艺附加评定;未规定有其它特殊21433--2008((不锈钢压力容器晶间腐蚀敏感性检验》,要求时,则视为设计不要求,可只进行焊接工艺评定,并结合其它相关标准规范,编写了下述方法,作为工程不需进行焊接工艺附加评定。实践的探讨,对于不锈钢复合板焊接接头要求附加特不锈钢复合板制压力容器的焊接工艺附加评定,性(在本方法中特指覆层的化学成分和晶间腐蚀敏感除遵守本方法规定外,还应符合压力容器产品相关标性)时,对焊接工艺附加评定的规则、评定方法、检验方准、技术文件和设计文件的要求。法和结果评价等作出了明确规定。焊接工艺附加评定的评定方法,应根据产品结构特点及技术要求,按照NB/T47O14—2011及其它相应1适用范围标准、技术文件和设计文件制定,并取得有关质量监督本方法规定了不锈钢复合板制压力容器的对接焊部门的认可。缝和角焊缝、耐蚀堆焊焊接接头附加特性(在本方法中本方法中所提到基层和覆层焊缝金属厚度都以母特指覆层的化学成分和晶问腐蚀敏感性)焊接工艺附材中基层和覆层各自厚度为准。加评定的规则、评定方法、检验方法和结果评价。不锈3附加评定因素钢制压力容器可参照对于覆层的相应评定要求进行焊接工艺附加评定。3.1影响覆层化学成分的因素本方法所适用的不锈钢包括奥氏体不锈钢、铁素影响覆层化学成分的因素按照NB/T47014—2011体不锈钢、奥氏体一铁素体双相不锈钢,但不包括马氏中表16“各种焊接方法的堆焊工艺评定因素”的规定体不锈钢、沉淀硬化不锈钢。执行。3.2影响覆层晶间腐蚀敏感性的因素2总则影响覆层晶间腐蚀敏感性的因素分重要因素、规不锈钢复合板制压力容器的设计文件中规定有其则因素和次要因素,见表1。表1影响覆层晶间腐蚀敏感性的焊接工艺附加评定因素①对接焊缝试件的焊接工艺,用于焊件中的对接焊缝、角焊缝或耐蚀堆焊焊缝。▲②单条焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝焊接接头。▲③T字形焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝或T字形焊缝焊接接头。▲④十字形交叉焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝或T字形焊缝焊接接头。▲⑤板状对接焊缝试件的焊接工艺,用于管状焊件的对接焊缝,或反之。▲接头同种母材(基材、覆材都相同)的试件的焊接工艺,用于焊件中组成的异种母材(覆材相同、基材不同)焊接接▲头。⑦对接焊接接头试件的焊接工艺,用于焊条、母材相同的钢材上堆焊、焊补或返修。▲⑧单条焊缝对接焊接接头试件的焊接工艺,用于单条焊缝对接焊接接头上焊补或返修。▲⑨T字形焊缝对接焊接接头试件的焊接工艺,用于单条焊缝或T字形焊缝对接焊接接头上焊补或返修。▲⑩当十字形交叉焊缝对接焊接接头试件的焊接工艺,用于单条焊缝或T字形焊缝对接焊接接头上焊补或返修。▲282014年第1期
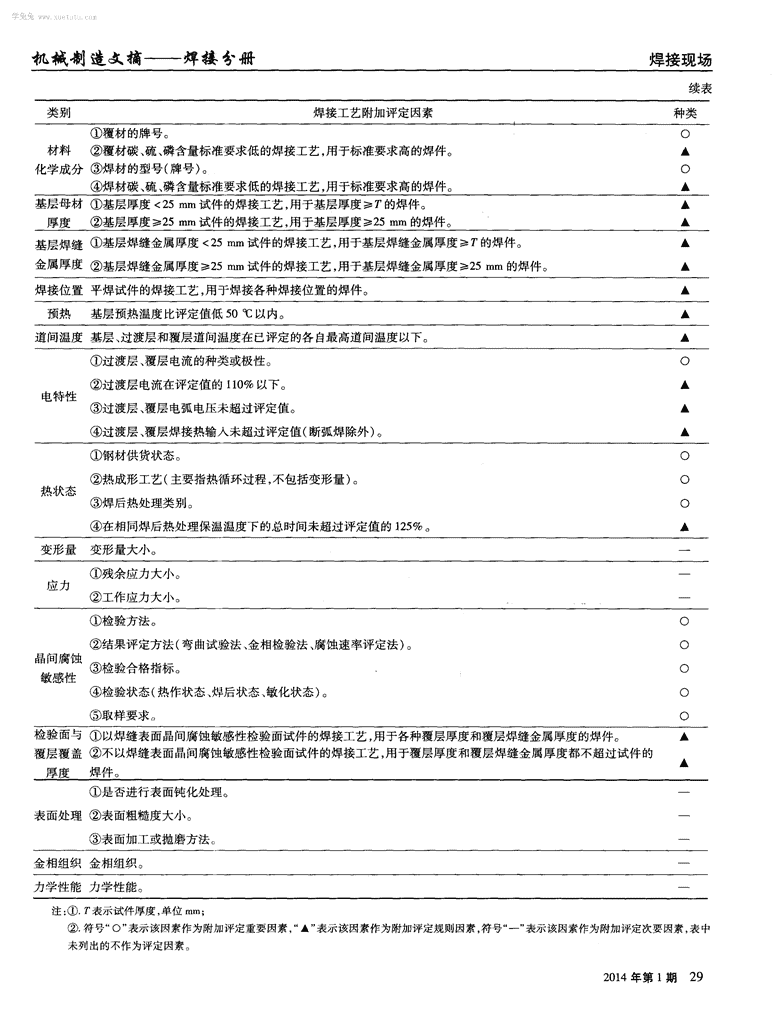
学兔兔www.xuetutu.com机械制造文摘——焊接分册焊接现场①覆材的牌号。o材料②覆材碳、硫、磷含量标准要求低的焊接工艺,用于标准要求高的焊件。▲化学成分③焊材的型号(牌号)。0④焊材碳、硫、磷含量标准要求低的焊接工艺,用于标准要求高的焊件。▲基层母材①基层厚度<25mm试件的焊接工艺,用于基层厚度≥T的焊件。▲厚度②基层厚度>125mm试件的焊接工艺,用于基层厚度I>25mm的焊件。▲基层焊缝①基层焊缝金属厚度<25mm试件的焊接工艺,用于基层焊缝金属厚度≥T的焊件。▲金属厚度②基层焊缝金属厚度>/25mm试件的焊接工艺,用于基层焊缝金属厚度≥25mm的焊件。▲焊接位置平焊试件的焊接工艺,用于焊接各种焊接位置的焊件。▲预热基层预热温度比评定值低50qC以内。▲道间温度基层、过渡层和覆层道间温度在已评定的各自最高道间温度以下。▲①检验方法。o②结果评定方法(弯曲试验法、金相检验法、腐蚀速率评定法)。o③检验合格.o④检验状态(热作状态、焊后状态、敏化状态)。o⑤取样要求。o检验面与①以焊缝表面晶间腐蚀敏感性检验面试件的焊接工艺,用于各种覆层厚度和覆层焊缝金属厚度的焊件。▲覆层覆盖②不以焊缝表面晶间腐蚀敏感性检验面试件的焊接工艺,用于覆层厚度和覆层焊缝金属厚度都不超过试件的厚度焊件。▲①是否进行表面钝化处理。表面处理②表面粗糙度大小。③表面加工或抛磨方法。金相组织金相组织。一力学性能力学性能。一注:①.r表示试件厚度,单位mm;②.符号“0”表示该因素作为附加评定重要因素,“▲”表示该因素作为附加评定规则因素,符号“一”表示该因素作为附加评定次要因素,表中未列出的不作为评定因素。2014年第1期29
学兔兔www.xuetutu.com焊接现场机械制造文摘——焊接分册定。依据对接焊缝试件评定合格的焊接工艺,编制焊接4附加评定规则工艺附加评定的焊接工艺卡。4.1覆层化学成分附加评定规则按本方法规定,对焊接工艺附加评定的焊接工艺卡覆层化学成分附加评定规则按照NB/T47014—进行附加评定。在保证焊接接头力学性能基础上,获得2011中“7耐蚀堆焊工艺评定”的规定执行。晶间腐蚀敏感性符合规定的焊接工艺。以母材覆层厚度作为适用于焊件覆层的最小评定5.2合并评定厚度,以试件覆层焊缝金属厚度作为适用于焊件覆层焊在同一试件上将焊接工艺评定与焊接工艺附加评缝金属的最小评定厚度。定合并进行。4.2覆层晶间腐蚀敏感性附加评定规则焊接工艺评定规则应按NB/T47014--2011的规不符合适用的任何一个规则因素(种类标识▲)所定;焊接工艺附加评定规则按照本方法中的规定执行。述情况后,需重新进行焊接工艺附加评定。6试件的形式与尺寸改变任何一个重要因素(种类标识o)后,需重新进行焊接工艺附加评定。焊接工艺附加评定采用对接焊缝全焊透试件,可采改变次要因素(种类标识一)后,不需重新进行焊用单条焊缝、T字形焊缝或十字形交叉焊缝试件。试件接工艺附加评定。的形式、数量与尺寸应当满足制备试样的要求,并应当符合NB/T470l4—2011和GB/T21433--2008的规定,5评定方法且应同时满足设计文件和相应试验标准的规定。试件5.1分别评定形式与尺寸见图1。按照NB/T47014--2011的规定进行焊接工艺评试件焊缝断面形式如图2所示。)】J】JJJJJ,J,】】】】J】】】互1.一一三§一一.1L旦砌_.jLIfL型一望旦m一.L三(a)单条焊缝试件(b)T字形焊缝试件(c)十字形交叉焊缝试件图1焊接工艺附加评定试件形式与尺寸示意图互哥一7.2无损检测无损检测(按JB/T4730)不得有裂纹,检测方法应采用射线检测和渗透检测。7.3化学成分测定板状试件在焊接接头长度方向中间位置,或力学性能试验和弯曲试验取样后的备用位置进行化学成分测定。基层直接在覆层焊接接头焊态表面上进行测定,或从图2焊接工艺附加评定试件焊缝断面示意图焊接接头表面制取屑片。测定部位应包括焊缝区、熔合区,各取一处。7检验要求与结果评定覆层熔敷金属的主要合金元素的含量不得低于覆7.1外观检查层材料标准规定的下限值,并且同时满足设计文件的外观检查不得有裂纹。规定,若无规定时应当符合焊材标准要求。302014年第1期
学兔兔www.xuetutu.com机械制造文摘——焊接分册焊接现场其余按照NB/T47014--2011中“7耐蚀堆焊工艺这也是对实践应用的探讨,希望能经得起实际工程的评定”的规定执行。检验。7.4晶间腐蚀敏感性检验参考文献覆层晶间腐蚀敏感性检验按照GB/T21433--2008的规定执行。[1]全国压力容器标准化技术委员会,GB/T21433--2008不试样的截取与试样的数量、形式、尺寸、受检试样锈钢压力容器晶间腐蚀敏感性检验[s].北京:中国标准出版社,2008:状态、加工方法、检验方法选择以及检验结果的评定应[2]中国石油化工集团公司施工技术淄博站,SH/T3527—当符合GB/T21433--2008的规定,不锈钢晶间腐蚀试2009石油化工不锈钢复合钢焊接规程[S].北京:中国石验方法应符合GB/T4334--2008《金属和合金的腐蚀化出版社,2010.不锈钢晶间腐蚀试验方法》的要求,且应当同时满足设[3]全国压力容器标准化技术委员会,NB/T47014--2011承计文件和相应试验标准的规定。压设备焊接工艺评定[S].北京:新华出版社,2011.[4]中国机械工程学会焊接学会.焊接手册(第3版)·第28结论卷材料的焊接[M].北京:机械工业出版社,2007.压力容器产品焊接的基础质量是焊接接头的使用[5](美)利波尔德(Lippold,J.C.),(美)科特基(Kotecki,D.性能和焊接缺陷,当进行不锈钢复合板焊接时,覆层的J.)著,陈剑虹译.不锈钢焊接冶金学及焊接性[M].北京:化学成分和金相组织是保证耐蚀性能的基础,只有通机械工业出版社,2008.[6]韩丽娟,范绍林,税小勇.16MnR+OCrl8Ni9不锈钢复合板过相应的焊接工艺控制,才能保证焊接接头性能达到的焊接[J].现代焊接,2008(5):43—45.耐蚀要求。有了正确的评定方法,才能预防焊件产生不良的后果,就能很好地保障产品的焊接接头性能和收稿日期:2013—11—09.质量。本方法以国家现行标准规范为依托,根据不锈韩丽娟简介:1968年出生,工程师,本科学历,主要从事压力容钢复合板的特性与焊接工艺特点,针对化学成分和晶间腐蚀敏感性两方面,提出了焊接工艺附加评定方法,器与钢结构焊接制造的相关质量管理和培训工作。压水堆蒸气发生器横向支撑墙体托架焊接工艺及实践解天俊,张荣俭,郑东宏(国核工程有限公司,山东海阳265116)B,属高强度低合金可耐大气腐蚀结构钢。托架母材的O前言厚度分别为4in(101.6mm)、2.5in(63.5mm)、3in蒸气发生器(下文中简称SG)是压水堆主设备,起到(76.2mm),设计图纸标明上部托架为角焊缝,中部和了核能和热能的交换作用,其横向支撑主要有上、中、下三下部托架为全熔透焊接接头。中部和下部托架受现场套,如图1所示,每套支撑均由托架与蒸汽发生器房间的安装位置限制,坡口形式只能加工成单边V形,熔敷金墙体进行焊接连接。蒸汽发生器在工作状态下通过焊缝属填充量大,焊接作业周期长。传递载荷至墙体,托架按照设计分级,属于质保等级、安全为确保托架焊接质量,合理的焊接工艺和现场实等级、抗震等级均为1级的核级支承件。施方案是关键,本文重点介绍SG托架焊接工艺的技术SG托架母材设计材质为ASTMA588Gr.A或Gr.准备和现场焊接工艺及产生问题的分析和处理。2014年第1期31'
您可能关注的文档
- 桥梁混凝土中钢筋锈蚀评定方法研究
- 钢-混凝土组合梁桥维修加固质量检验评定方法研究
- 钻芯法检测桥梁混凝土强度的评定方法探讨
- 关于gbt 2217.2-2008 工业过程控制系统用阀门定位器 第2部分 气动输出智能阀门定位器性能评定方法
- 关于gbt 86.1-2007 工业过程控制系统用电动和气动模拟图纸记录仪 第1部分:性能评定方法
- 关于gbt 86-1988 工业过程测量和控制系统用电动和气动模拟记录仪和指示仪性能评定方法
- 关于jbt 7857-1995 液压阀 污染敏感度评定方法
- 关于jbt 7858-1995 液压元件 清洁度评定方法及液压元件清洁度指标
- 关于jbt 8222-1999 工业过程测量和控制系统用电动和气动模拟计算器 性能评定方法
- 理解电力变压器故障模式重要度的模糊评定方法
- 飞机典型结构腐蚀损伤容限评定方法研究
- 薄壁回转体廓形误差评定方法的研究
- 2013年实验操作技能考试知识要点及考查评定方法
- 电能表标准装置测量不确定度评定方法与表示
- SYT 0452-2002 油气管道焊接工艺评定方法
- GBT3386.1-2007-工业过程控制系统用电动和气动模拟图纸记录仪第1部分:性能评定方法.pdf
- JB∕T 7814-2014 频率信号输出型转速传感器性能评定方法
- JB∕T 13246-2018 冲天炉能耗评定方法
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测