


- 104.70 KB
- 3页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
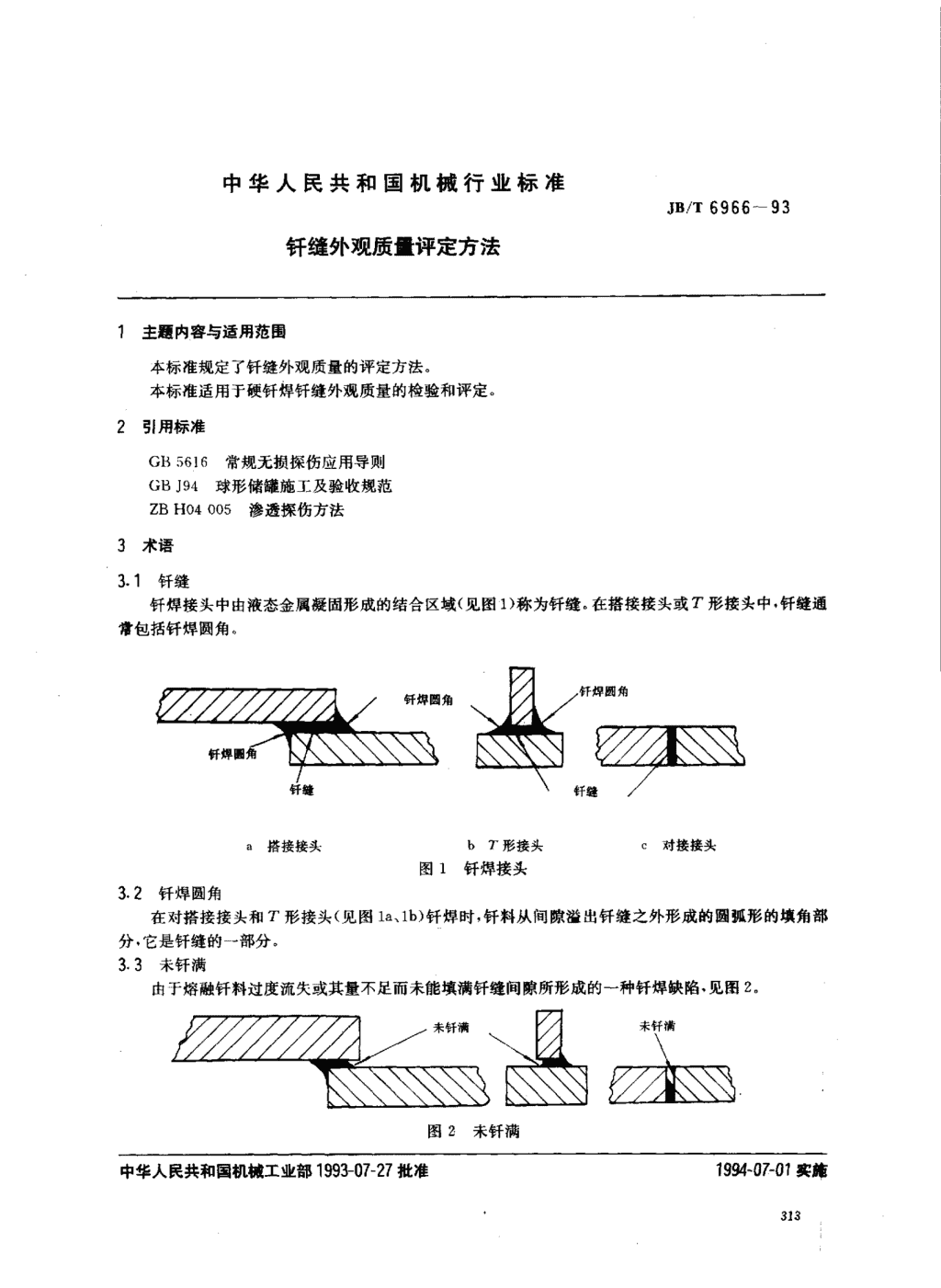
'中华人民共和国机械行业标准JB/T6966一93钎缝外观质t评定方法,主题内容与适用范围本标准规定了钎缝外观质量的评定方法。本标准适用于硬钎焊钎缝外观质量的检验和评定。2引用标准GB5616常规无损探伤应用导则GBJ94球形储罐施工及验收规范ZBH04005渗透探伤方法3术语3.1钎缝钎焊接头中由液态金属凝固形成的结合区域(见图1)称为钎缝。在搭接接头或T形接头中.钎缝通常包括钎焊圆角钎焊圆角钎缝钎缝搭接接头bT形接头e对接接头图1钎焊接头3.2钎焊圆角在对搭接接头和T形接头(见图la,lb)钎焊时,钎料从间隙滋出钎缝之外形成的圆弧形的填角部分,它是钎缝的一部分。3.3未钎满山于熔融钎料过度流失或其量不足而未能填满钎缝间隙所形成的一种钎焊缺陷,见图2.未钎满图2未钎满中华人民共和国机械工业部1993-07-27批准1994-07-01实施
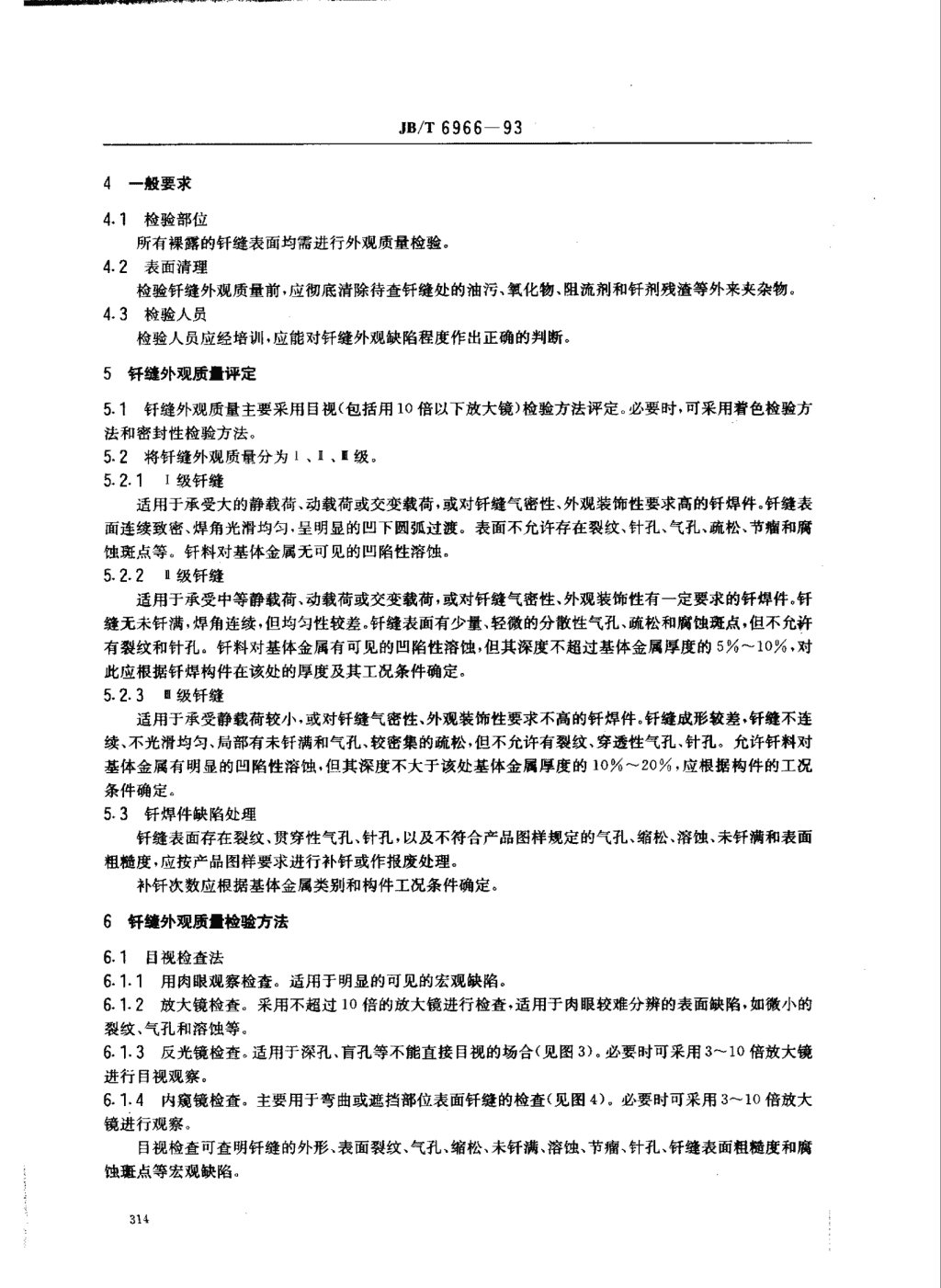
.......叹.目...‘.,.门门.尸甲,,~甲于一兮一~JB/T6966一934一般要求4.1检验部位所有裸露的钎缝表面均需进行外观质量检验。4.2表面清理检验钎缝外观质量前,应彻底清除待查钎缝处的油污、氧化物、阻流剂和钎剂残渣等外来夹杂物。4.3检验人员检验人员应经培训,应能对钎缝外观缺陷程度作出正确的判断。5钎缝外观质,评定5.1钎缝外观质量主要采用目视(包括用10倍以下放大镜)检验方法评定。必要时,可采用着色检验方法和密封性检验方法。5.2将钎缝外观质量分为1、I、1级。5.2.1工级钎缝适用于承受大的静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性要求高的钎焊件。钎缝表面连续致密、焊角光滑均匀,呈明显的凹下圆弧过渡。表面不允许存在裂纹、针孔、气孔、疏松、节瘤和腐蚀斑点等。钎料对基体金属无可见的凹陷性溶蚀。5.2.21级钎缝适用于承受中等静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性有一定要求的钎焊件。钎缝无未钎满,焊角连续,但均匀性较差。钎缝表面有少量、轻微的分散性气孔、疏松和腐蚀斑点,但不允许有裂纹和针孔。钎料对基体金属有可见的凹陷性溶蚀,但其深度不超过基体金属厚度的5%-10%,对此应根据钎焊构件在该处的厚度及其工况条件确定。5.2.3.级钎缝适用于承受静载荷较小,或对钎缝气密性、外观装饰性要求不高的钎焊件。钎缝成形较差,钎缝不连续、不光滑均匀、局部有未钎满和气孔、较密集的疏松,但不允许有裂纹、穿透性气孔、针孔。允许钎料对基体金属有明显的凹陷性溶蚀,但其深度不大于该处基体金属厚度的10写-20%,应根据构件的工况条件确定5.3钎焊件缺陷处理钎缝表面存在裂纹、贯穿性气孔、针孔,以及不符合产品图样规定的气孔、缩松、溶蚀、未钎满和表面粗糙度,应按产品图样要求进行补钎或作报废处理。补钎次数应根据基体金属类别和构件工况条件确定。6钎缝外观质,检验方法6.1目视检查法6.1.1用肉眼观察检查。适用于明显的可见的宏观缺陷。6.1.2放大镜检查。采用不超过10倍的放大镜进行检查,适用于肉眼较难分辨的表面缺陷,如微小的裂纹、气孔和溶蚀等6.1.3反光镜检查。适用于深孔、盲孔等不能直接目视的场合(见图3)。必要时可采用3-10倍放大镜进行目视观察。6门.4内窥镜检查。主要用于弯曲或遮挡部位表面钎缝的检查(见图4)。必要时可采用3--10倍放大镜进行观察目视检查可查明钎缝的外形、表面裂纹、气孔、缩松、未钎满、溶蚀、节瘤、针孔、钎缝表面粗糙度和腐蚀斑点等宏观缺陷
JB/T6966一93反光镜光源检查此处钎角图3深孔构件的反光镜检查示意图图4弯曲构件的内窥镜检查示意图6.2渗透检查法适用于I,I级钎缝外观检查,用以判定钎缝表面有无微小的肉眼较难分辨的裂纹、气孔和针孔等缺陷。可按GB5616和ZBH04005中有关规定进行检验。小工件一般采用荧光检验,大工件通常用着色探伤来检查。6.3密封性检查容器钎缝表面若不宜用目视或渗透法检验,可按GBJ94中有关规定进行密封性检查,找出缺陷部位。6.3.1封闭组合件的所有开口,然后给钎焊容器内腔充气(充气压力按产品图样规定),随即将其放人水中,等1-2min后,观察外部钎缝处有无气泡产生6.3.2封闭组合件的所有开口,给钎焊容器内腔充气(充气压力按产品图样规定),并在钎缝外表面涂肥皂水溶液,观察有无气泡出现。6.3.3在钎缝外表面涂白奎粉,随后向钎焊容器内注煤油,等5-10min后,观察白噩粉的变色情况。若在涂白坐粉的一面上出现油痕。则该处被判定为缺陷区。密封性检查若发现钎缝处有渗漏,必须进行补钎补钎次数和报废处理应按产品图样规定进行6.4检查结果记录记录检查结果,在记录纸上必须注明缺陷的类型、位置、大小、数量和评定级别附加说明本标准由机械工业部哈尔滨焊接研究所提出并归口。本标准由航空航天部703所、西安航空发动机公司负责起草。本标准主要起草人邱惠中、任耀文'
您可能关注的文档
- JBT5926-2005振动时效效果评定方法.pdf
- JBT6567-1993刀具摩擦焊接质量要求和评定方法.pdf
- JBT6567-2006刀具摩擦焊接质量要求和评定方法.pdf
- JBT6568-1993拉刀切削性能综合评定方法.pdf
- JBT6568-2006拉刀切削性能综合评定方法.pdf
- JBT6641-1993滚动轴承残磁及其评定方法.pdf
- JBT6642-1993滚动轴承零件圆度误差测量及评定方法.pdf
- JBT6642-2004滚动轴承零件圆度和波纹度误差测量及评定方法.pdf
- JBT6916-1993在役高压气瓶声发射检测和评定方法.pdf
- JBT7050-1993滚动轴承清洁度及评定方法.pdf
- JBT7050-2005滚动轴承清洁度评定方法.pdf
- JBT7051-1993滚动轴承零件表面粗糙度测量和评定方法.pdf
- JBT7051-2006滚动轴承零件表面粗糙度测量和评定方法.pdf
- JBT7528-1994铸件质量评定方法.pdf
- JBT7589-1994高压电机绝缘结构耐热性评定方法.pdf
- JBT7667-1995在役压力容器声发射检测评定方法.pdf
- JBT7858-1995液压元件清洁度评定方法及液压元件清洁度指标.pdf
- JBT7858-2006液压件清洁度评定方法及液压件清洁度指标.pdf
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测