


- 86.50 KB
- 6页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
一体化A/O生物膜反应器处理生活污水 近年来厌氧处理技术因其耗能少、成本低的特点而逐渐应用于生活污水处理领域,但一般仍需后处理工艺(多采用传统好氧工艺)。笔者将缺氧、好氧段组成一个整体,采用生物膜法使生活污水以升流方式流经两个反应区,将缺氧区厌氧微生物对污水中有机物的降解控制在酸化阶段,产生于缺氧段的发酵产物经好氧段微生物进一步分解、转化以达到去除原水中污染物的目的。根据需要还可将沉淀池出水回流至反应器进水口而形成一体化A/O脱氮工艺。1试验条件1.1试验装置和原水水质 一体化A/O生物膜反应器试验装置见图1。 缺氧区采用70mm球形填料,其堆积体积约为20L;好氧区采用半软性填料(高度为0.70m)。曝气头安装在好氧区底部。 原水采用清华大学学生宿舍区生活污水,其COD为150~600mg/L、SS为100~400mg/L、碱度平均为350mg/L(以CaCO3计),pH值为6.5~7.5,必要时添加工业用葡萄糖以提高原水COD值。 缺氧段反应器接种污泥取自北京高碑店污水处理厂二沉池底泥,接种量为15g/L;好氧段污泥取自污水处理厂回流污泥,接种量为13g/L。1.2试验方法1.2.1反应器的启动 启动初期采用高容积负荷、低水力负荷的运行方式(进水COD约为800mg/L,流量为50L/d),启动3周后直接进生活污水,并将进水流量调至设计流量(100L/d),此时出水COD值平均为47mg/L,标志着启动工作完成。1.2.2试验内容 ①
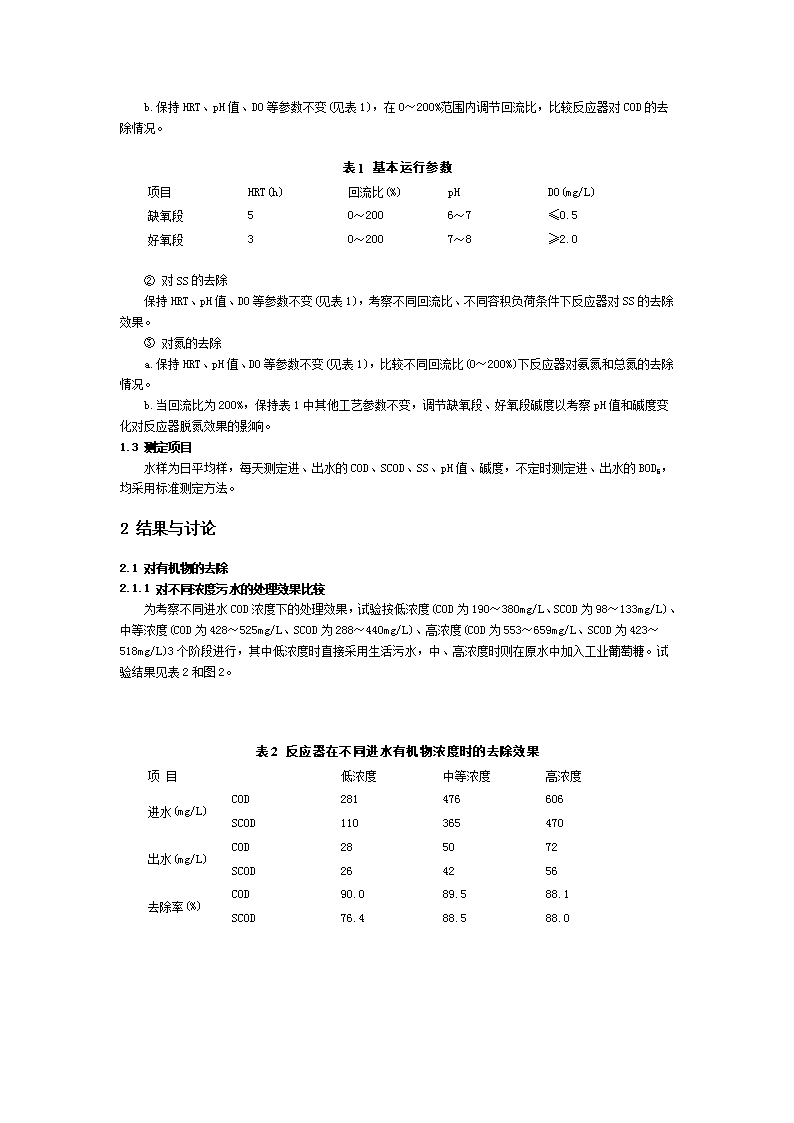
对有机物的去除 a.保持基本运行工艺参数(见表1)不变且无回流,通过改变进水COD浓度来改变系统容积负荷,分别研究各种浓度下反应器对有机物的处理效果。 b.保持HRT、pH值、DO等参数不变(见表1),在0~200%范围内调节回流比,比较反应器对COD的去除情况。表1基本运行参数项目HRT(h)回流比(%)pHDO(mg/L)缺氧段50~2006~7≤0.5好氧段30~2007~8≥2.0 ②对SS的去除 保持HRT、pH值、DO等参数不变(见表1),考察不同回流比、不同容积负荷条件下反应器对SS的去除效果。 ③对氮的去除 a.保持HRT、pH值、DO等参数不变(见表1),比较不同回流比(0~200%)下反应器对氨氮和总氮的去除情况。 b.当回流比为200%,保持表1中其他工艺参数不变,调节缺氧段、好氧段碱度以考察pH值和碱度变化对反应器脱氮效果的影响。1.3测定项目 水样为日平均样,每天测定进、出水的COD、SCOD、SS、pH值、碱度,不定时测定进、出水的BOD5,均采用标准测定方法。2结果与讨论2.1对有机物的去除2.1.1对不同浓度污水的处理效果比较 为考察不同进水COD浓度下的处理效果,试验按低浓度(COD为190~380mg/L、SCOD为98~133mg/L)、中等浓度(COD为428~525mg/L、SCOD为288~440mg/L)、高浓度(COD为553~659mg/L、SCOD为423~518mg/L)3个阶段进行,其中低浓度时直接采用生活污水,中、高浓度时则在原水中加入工业葡萄糖。试验结果见表2和图2。 表2反应器在不同进水有机物浓度时的去除效果项目低浓度中等浓度高浓度进水(mg/L)COD281476606SCOD110365470出水(mg/L)COD285072SCOD264256去除率(%)COD90.089.588.1SCOD76.488.588.0
从表2和图2可以看出,进水有机物浓度的提高主要体现在溶解性有机物部分,随着原水COD提高,出水的COD、SCOD浓度也相应上升,但即使进水COD在600mg/L左右,出水仍能保持在100mg/L以下。原水COD浓度与反应器出水COD浓度经过拟合得到一条曲线(表达式见式1)。通过这条曲线可以根据进水有机物浓度初步预测在试验运行条件下反应器出水有机物的大致浓度。 y=0.0002x2-0.0336x+21.347 (1) R2=0.9892式中x——进水有机物浓度,mg/L y——出水有机物浓度,mg/L R——相关系数2.1.2不同回流比对有机物处理效果的影响 将沉淀池出水回流至反应器进水口,考察COD去除率随回流比变化的情况(见表3)。 表3不同回流比时COD的去除情况回流比(%)进水COD(mg/L)缺氧段出水COD(mg/L)缺氧段去除率*(%)出水COD(mg/L)好氧段去除率(%)总去除率(%)50357.8257.031.749.154.185.8100313.4166.98.350.675.583.8150430.8193.818.846.370.589.3200371.8189.18.240.281.089.2注:*考虑了沉淀池污泥回流对原水的稀释作用。 由表3可以看出,提高回流比有利于反应器对有机物的去除,尤其对好氧段去除率的提高较为明显,但对COD的总去除率影响甚微。原水BOD5值为100~160mg/L,出水BOD5值为6~14mg/L(平均为8.3mg/L),回流比的改变对出水BOD5值的影响也不显著。2.2对SS的去除 反应器好氧段采用生物膜法保证了出水SS值较低。进水SS为230~495mg/L(平均410mg/L)时,在正常运行条件下出水外观清澈良好,SS一般难以检出(从未超过10mg/L),绝大多数情况下对SS去除率能够保证高于95%。2.3对氮的去除 将沉淀池出水回流到进水口可形成“前置式反硝化生物脱氮系统”,污水中的含氮有机物在缺氧段被异养微生物氨化,在好氧段中由硝化菌将氨氮硝化,最后NO2-和NO3-随沉淀池出水回流到缺氧段,再由反硝化菌将它们还原为N2以提高脱氮效果。
2.3.1回流比对氨氮去除效果的影响 试验过程中以生活污水为原水(COD平均为334mg/L,氨氮平均为32.3mg/L),而氨氮的去除效果随反应器设置的回流比不同而有所变化(见表4)。 表4不同回流比时对氨氮的去除效果回流比(%)进水氨氮(mg/L)出水氨氮(mg/L)去除率(%)034.410.968.210039.010.074.415029.28.4771.020032.08.2274.3 由表4可以看出,将出水回流有利于氨氮的去除。回流比增加到100%,对氨氮的去除率比没有回流时有明显提高;继续加大回流比对提高氨氮去除率没有显著效果。氨氮经硝化、亚硝化产生的NO3-、NO2-在好氧区也有明显增高(见图3,取样口的编号0代表原水,1代表缺氧区出口,2代表好氧区20cm处,3代表好氧区60cm处,4代表沉淀池出水)。2.3.2回流比对总氮去除的影响 有机氮在A/O反应器的缺氧区降解为氨氮,并与原水中的氨氮一起在好氧段进行硝化、亚硝化反应。当采用回流运行时有占氮总量[R/(R+1)]的NO3-、NO2-随沉淀池出水回流进入缺氧区而被反硝化菌利用还原为N2。假设以上过程中各种形态氮的转化率都能达到100%,在此理想状态下A/O工艺对总氮的去除率η为: η=R/(R+1)×100% (2) 式中η——去除率 R——回流比 根据式(2)可以计算出对应于不同的回流比反应器对总氮去除率的理论值,与试验数据进行比较的结果见表5。 从表5可以看出,随回流比增大总氮实际去除率也随之提高,这与理论值的变化趋势相符。由于A/O工艺缺氧段的反硝化主要以回流水中的NO-3、NO2-为原料,所以好氧段的硝化反应效率也会直接影响总氮去除效果。
表5不同回流比时的总氮去除效果回流比(%)总氮理论去除率(%)η=R/(R+1)×100%总氮实际平均去除率(%)进水总氮(mg/L)出水总氮(mg/L)1005040.440.825.420066.757.345.420.92.3.3pH值和碱度对脱氮效果的影响 按照生活污水中有40mg/L氨氮被氧化成NO3-(碱度/氨氮=8.85)来计算,好氧反应区内硝化反应正常进行需要碱度为354mg/L(以CaCO3计),而进入好氧段的污水中碱度平均为210mg/L,可见原水经过缺氧段处理后碱度不能满足硝化反应的需要,理论上生活污水中需要投加144mg/L的CaCO3(相当于153mg/L的Na2CO3)。当回流比为200%时投加Na2CO3以满足碱度需求的前后对照试验见图4。 由图4可见,碱度是硝化过程中的一个重要影响因素,如果碱度控制不当会对氨氮去除产生不利影响。 除了回流比、pH值和碱度等因素外,DO浓度对脱氮效果也有着较大影响。因缺氧段的反硝化菌是异养兼性厌氧菌,所以缺氧区内的DO浓度控制在0.5mg/L以下就不会影响其内部微生物正常的繁殖代谢。对于好氧区,DO高有利于有机物降解和氨氮的硝化,因硝化菌是强好氧菌,应保证好氧区DO浓度控制在2~4mg/L。3结论 ①升流式一体化A/O反应器对城市生活污水的处理效果良好,在温度为10~30℃、停留时间为8h的情况下正常运转的反应器对COD平均去除率为83%,BOD5平均去除率为91%,对SS平均去除率>95%,对氨氮平均去除率为71%。在回流比为200%时对总氮平均去除率为57%,随着回流比增大则反应器抗冲击负荷能力增强,对有机物、氨氮、总氮的去除率有所增加。综合考虑增大回流比带来的能耗问题,最佳回流比为200%。 ②为保证好氧区硝化菌的活性,DO应保持在2~4mg/L,应通过投加碳酸盐碱度控制pH值在7.5~8.5;缺氧区DO应保持在0.5mg/L以下,pH值应控制在6以上。 ③该工艺结构紧凑、占地小、处理成本较低。 ④
该工艺耐有机物冲击负荷,工作稳定简单、运行管理容易,而且可根据不同需要调整运行方式,适应性强。 ⑤好氧区因采用生物膜法而无污泥上浮现象,污泥产量少,在污泥回流情况下沉淀池可数月不排泥。