


- 5.38 MB
- 44页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS点击此处添加ICS号点击此处添加中国标准文献分类号Q/CDT托克托发电公司企业标准Q/CDTITKTPC1070309—201280CHTA/4SPZ型汽动给水泵技术标准点击此处添加标准英文译名点击此处添加与国际标准一致性程度的标识2013-05-31发布2013-06-15实施托克托发电公司发布
Q/CDTITKTPC1070309—2012目次前言III1 范围12 规范性引用文件13 术语与定义14 概述14.1 简介14.2 筒体、泵芯和转子24.3 轴承24.4 机械密封34.5 平衡装置34.6 联轴器35 设备参数36 零部件清册57 检修工具及材料97.1 常用工器具97.2 量具107.3 材料117.4 专用工具118 检修特殊安全措施118.1 汽动给水泵解体前的安全措施118.2 汽动给水泵解体阶段的特殊安全措施128.3 汽动给水泵检查修理阶段的特殊安全措施128.4 汽动给水泵回装阶段的特殊安全措施129 维护保养129.1 日常维护129.2 小修139.3 大修1310 检修工序及质量标准1510.1 检修工序流程图1510.2 泵的解体1710.3 给水泵的回装2611 检修记录3211.1 水泵轴承检修记录3340
Q/CDTITKTPC1070309—201211.2 轴承温度及振动3311.3 其他技术参数3311.4 叶轮与轴的配合紧力3311.5 叶轮与密封环的配合间隙3411.6 叶轮与导叶套的配合间隙3411.7 轴瓦与轴的径向配合间隙3411.8 平衡装置各部间隙3511.9 轴套、联轴器配合3511.10 膨胀器长度测量计算3511.11 转子与静子的间隙3511.12 泵大盖螺栓测量数据3611.13 联轴器及机械密封3611.14 联轴器找正记录3711.15 备品备件检验记录3712 汽动给水泵试运记录38附录A(规范性附录) 联轴器找正方法3940
Q/CDTITKTPC1070309—2012前言本标准是按照Q/CDT-ITKTPC219002-2013(企业标准编写规范)给出的规则起草。本标准由托克托发电公司技术标准专委会提出。本标准由托克托发电公司设备部归口。本标准起草部门:设备部。本标准主要起草人:王刚、黄辉东、王玉和、徐军锋。本标准审核人:杨国春。本标准审定人:孙惠海。本标准批准人:孟繁逵。本标准2013年06月首次发布。40
Q/CDTITKTPC1070309—201280CHTA/4SPZ型汽动给水泵技术标准1 范围本标准规定了80CHTA/4SPZ型汽动给水泵技术标准的概述、设备参数、零部件清册、检修专用工器具、检修特殊安全措施、检修工序及质量标准、检修记录等相关的技术标准。本标准适用于托克托发电公司#11、#12机组80CHTA/4SPZ型汽动给水泵的技术管理工作。2 规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。《电业安全工作规程》《80CHTA、QG400/300汽动给水泵组设备图纸及说明书》3 术语与定义下列术语与定义适用于本技术标准。无。4 概述4.1 简介80CHTA/4SPZ型汽动给水泵由小汽轮机驱动,泵的流量压力通过改变小汽轮机转速进行调节。前置泵由电机驱动,用于提升汽动给水泵入口压力。前置泵入口与除氧器给水箱连接,出口采用连接管与汽泵入口连接。前置泵入口前设置有粗过滤器,出口连接管上设置有精过滤器。80CHTA/4SPZ型汽动给水泵型式为筒形双壳体卧式多级离心泵,由沈阳水泵厂制造。基本参数为流量1275m3/h,扬程2273m,转速150~6050r/min。主要部件包括泵筒体、泵盖以及具有轴向分段的泵芯,检修时泵芯可整体抽出和装入。该型号泵共有4级叶轮,转子采用2个径向滑动轴承支撑,另有一个扇形块推力轴承使转子轴向定位。轴向推力采用平衡盘以及位于自由端的推力轴承进行平衡,平衡管接于精过滤器前。轴封型式为机械密封。轴承及TFH125型联轴器的润滑油由机组透平油系统供给,汽动给水泵结构见图1。40
Q/CDTITKTPC1070309—2012图1 80CHTA/4SPZ型汽动给水泵1.1 筒体、泵芯和转子泵筒体采用优质碳素结构钢锻造而成,筒体与液流相接触的内表面,由奥氏体焊层来防冲及腐蚀,泵的进出水接管以及位于泵轴心线高度上的泵脚均焊接在筒体上,采用用双头螺栓与台板固定。筒体内装有泵芯,泵盖与泵体采用金属缠绕垫密封,吐出端轴封和平衡装置均安置在泵盖上。泵芯是由吸入段、中段、叶轮及相应的导叶以及泵轴等部件组成,壳体内部零件均采用刚性密封,泵盖与末级导叶之间设有热胀补偿器,用以补偿运行中由于温度变化而使筒体与泵芯之间产生的热胀差。在泵芯的第二级叶轮位置设有中间抽头,由中段向外壳体引出,焊接于泵的外壳体上。转子由一个耐腐蚀的铬钢轴和四个铬钢单吸叶轮组成。叶轮按顺序热装在轴上,相邻两级叶轮键错开120°,并使用卡环使其轴向地朝向吸入端固定在轴上,以用来保证在最恶劣的不稳定的条件下的对中和密封。1.2 轴承80CHTA/4SPZ型汽动给水泵采用两个可以互换使用的mGF型四油楔滑动径向轴承支撑转子。在吐出侧径向轴承后设置有推力轴承,用以承受两个方向的轴向负荷。推力轴承可以固定转子的轴向位置,同时承受平衡装置未能平衡的剩余的部分轴向推力。其工作原理是轴向力先通过流体动力形成的润滑油膜从推力轴承盘传递到轴承扇形块上,然后驱动端方向的轴向力通过扇形块支撑环、测力环和挡环传递到轴承体上,自由端的轴向力则由轴承体上的轴承端盖双头螺栓承受。扇形块支撑环后的测力环上装有传感器,保证了支撑环连同扇形块在推力轴承盘一起在荷载作用下能自身调整到与推力盘平行,从而保证推力盘整个圆周都承受压力。40
Q/CDTITKTPC1070309—2012径向轴承与推力轴承均采用强制润滑。径向轴承润滑油通过轴承体的侧面孔进入环形腔,然后通过轴瓦孔送进轴瓦的油槽的。推力轴承润滑油通过孔进入推力盘和轴承扇形块之间的两边间隙,推力盘和轴外圆的间隙设有轴封环(挡油环)密封。推力轴承所需的润滑油流量可以通过设置在轴承端盖上可调的节流孔进行调节。1.1 机械密封由于泵运行时具有很高圆周速度,故采用机械密封密封壳体伸出的轴。为延长机械密封的使用寿命,在密封室内通入密封水,使动环和静环配合面之间形成一个非常薄的液膜,润滑机封动静环,并带走动静环在高速运转中产生的热量。密封水通过闭式的冷却管路进行循环。每个机械密封都配有一个冷却器用以冷却闭式管路的循环水,以及两个磁性过滤器以净化水质。除此之外,围绕着密封室还设置有一个冷却室用来冷却密封室内的密封水。1.2 平衡装置80CHTA/4SPZ型汽动给水泵的平衡装置由平衡盘、平衡套和平衡套支撑环组成。在平衡盘、平衡套和平衡套支撑环之间存在三个间隙,即平衡盘与平衡套之间的径向间隙、平衡盘和支撑环之间的径向间隙,平衡盘与平衡套之间的轴向间隙。其中平衡盘与平衡套之间的轴向间隙是可变的,另外两个径向间隙是不变的。当平衡盘和平衡套之间的可变间隙过于狭窄时,平衡盘实际承受整个泵的吐出压力,使平衡盘和转子移向吐出段,继而使间隙宽度增加。当间隙过宽时,通过不变的节流间隙的增速平衡水将导致此间隙压差的增加,因此作用在平衡盘上的推力随之减少,继而使转子移向吸入端。1.3 联轴器80CHTA/4SPZ型汽动给水泵采用TFH125型强制润滑齿形联轴器。在联轴器外部设置有护罩。2 设备参数80CHTA/4SPZ型汽动给水泵技术参数,见表1。表1 汽动给水泵技术参数序号名称规格型号单位备注1型号80CHTA/4SPZ2型式卧式多级双壳芯包式3进水温度169℃4进水压力2141kPa5进水比容1.113m3/t6设计流量1275m3/h7设计扬程2273mH2O8中间抽头设计流量50m3/h9中间抽头设计扬程1154mH2O10效率84%11首级叶轮中心处需要的吸入净正压头(NPSHR)115m12转速/转速范围转速/(150--6050)r/min40
Q/CDTITKTPC1070309—2012表1(续)序号名称规格型号单位备注13旋转方向从电机端看为顺时针14轴功率kW15最小流量320m3/h16最小流量下扬程3350mH2O17泵关闭扬程3380mH2O18泵惰走流量m3/h19泵惰走流量下扬程mH2O20泵轴双振幅:21泵正常运行时0.04mm22泵事故运行时最大值0.1mm23泵壳:24设计压力40MPa25水压试验压力MPa26叶轮:27叶轮级数428第一级叶轮型式单级29叶轮直径(最大/最小)mm泵轴:30泵轴直径mm31轴长度m32径向轴承数量-33联轴器型式齿型-34临界转速7700r/min35泵惰走流量m3/h36径向轴承型式滑动轴承37推力轴承型式推力瓦块38推力轴承荷载kN39机械密封型式机械密封40机械密封制造厂(自由端型号:YM-SHF/147-E1-A)(驱动端YM-SHF/147-E1-B)41泵体直径mm42泵体长度m43是否设有增压级否泵进口:44泵进口尺寸Φ30045泵进口公称压力4泵出口:40
Q/CDTITKTPC1070309—2012表1(续)序号名称规格型号单位备注46泵出口尺寸Φ250mm47泵出口公称压力40MPa中间抽头接口:48接口口尺寸Φ80mm49接口公称压力15MPa1 零部件清册80CHTA/4SPZ型汽动给水泵零部件清册,见表2。表1 80CHTA/4SPZ型汽动给水泵零部件清册序号零件代号图号名称规格材料单位数量安装部位1411.5514131942缠绕垫A167TYP304-ASB件5末级导叶与泵壳结合处2411.4DIN7603密封垫C27×32ST-ASB件1汽泵自由端电缆接头处3411.3514131940缠绕垫A167TYP304-ASB件1吸入段与泵筒体结合处4411.2DIN7603密封垫C18×22ST-ASB件3驱动端温度计与轴承体结合处5400.4514125164平垫胶质石棉板件1吐出侧轴承体与轴承端盖结合处6400.1平垫胶质石棉板件1驱动端连接盘与轴承体结合处7392512049107扇形块支座ST500-7件1汽泵自由端与轴承体连接8387ZN619推力轴承扇形块ST/LGSN80件16扇形块支座自由端侧9384513081936推力轴承盘#45钢件1汽泵自由端10370512049112轴瓦ST/LGSN80件2汽泵驱动端11361511025871轴承端盖QT500-7件1汽泵自由端12350.2510013401吐出侧轴承体HT250件1汽泵自由端13350.1510013400吸入侧轴承体HT250件1汽泵驱动端14230.4512051869第四级叶轮S14S280件1汽动给水泵15230.3512049102第三级叶轮S14S280件1汽动给水泵16230.2512049101第二级叶轮S14S280件1汽动给水泵17145.2511025442连接件Q235-A.F件1汽泵自由端40
Q/CDTITKTPC1070309—2012表2(续)序号零件代号图号名称规格材料单位数量安装部位18230.1512049100第一级叶轮S14S280件1汽动给水泵19210510014999轴IR3Mo件1汽动给水泵20171.3511026870末级导叶ZG1Cr13Ni件1汽泵自由端21171.1512049106导叶ZG1Cr13Ni件3汽动给水泵22161510014995泵盖CK22N件1汽泵自由端23160513084392盖#25钢件1汽泵自由端节流孔处24145.1513085848连接盘Q235-A.F件1汽泵驱动端25131511026872吸入段ZG1Cr13Ni件1汽动给水泵2613-11513085512抽头接管16Mo件1汽动给水泵2713-9512051870吐出接管16Mo件1汽动给水泵28153512051871吸入接管ZG230-450件1汽动给水泵29116.2511025476冷却室(吐出侧)ZG1Cr13Ni件1汽泵自由端30116.1511025477冷却室(吸入侧)ZG1Cr13Ni件1汽泵驱动端31108.3511025474中段ZG1Cr13Ni件1汽动给水泵32108.2511025705抽头中段ZG1Cr13Ni件1汽动给水泵3310-3510014996SP泵筒体CK22N件1汽动给水泵34502514124946密封环RWA350件4汽泵叶轮与中段处35501.2514124951中开环Cr17Ni2件1汽泵平衡盘处36501.1514124949中开环Cr17Ni2件137500.2513072156测力环MST60-2件1汽泵自由端推力轴承处38471密封盖1Cr18Ni12Mo2Ti件2汽泵两侧机封处39441.2吐出侧密封体ZG1Cr13Ni件1汽泵自由端机封处40441.1吸入侧密封体ZG1Cr13Ni件1汽泵驱动端机封处41423513081938迷宫环ZQAL9-4件2汽泵两侧轴承室处42421.1HG4-692-67轴封环NB件143420514125163轴封环ZQPb10-10件2汽泵推力轴承两侧44412.17ZN3770O形圈Φ30×3NB80件1汽泵自由端节流孔处45412.16ZN3770O形圈Φ20×3NB80件1汽泵自由端节流孔处46412.14ZN3770O形圈Φ142×4HE4180件2汽泵两侧机封轴套处47412.13ZN3770O形圈Φ150×4EP80件1汽泵平衡盘处48412.12ZN3770O形圈Φ262×4NB80件1汽泵推力轴承处49412.11ZN3770O形圈Φ14×3NB60件2汽泵自由端电缆接头处40
Q/CDTITKTPC1070309—2012表2(续)序号零件代号图号名称规格材料单位数量安装部位50412.8ZN3770O形圈Φ240×5HE4180件2汽泵平衡套与泵盖结合处51412.6ZN3770O形圈Φ538×6EP80件2汽泵两侧轴承体处52412.5ZN3770O形圈Φ216×4HE4180件2汽泵两侧密封盖处53412.4ZN3770O形圈Φ196×4EP80件4汽泵两侧密封体与冷却室结合处54412.3ZN3770O形圈Φ280×4EP80件2吸入侧密封体与吸入侧冷却室结合处55411.8514131943缠绕垫A167TYP304-ASB件1泵盖与泵筒体结合处56411.7514131941缠绕垫A167TYP304-ASB件1汽泵中间抽头处57411.6DIN7603密封垫C21×26ST-ASB件2汽泵两侧轴承室排气孔处58563514090532螺销95MN18K件1汽泵自由端节流孔处59562.13DIN7销3m6#45钢件460562.12DIN7销5m6#45钢件261562.11DIN7销4m6#45钢件2汽泵两侧62562.9DIN7销16m6#45钢件1汽泵推力轴承处63562.7DIN7销6m6#45钢件2汽泵两侧轴承处64562.6DIN7销10m6#45钢件2汽泵推力盘处65562.5DIN7销12h111Cr18Ni9件1汽泵自由端测力环处66562.3DIN7销16h112Cr13件3汽泵中段处67562.2DIN7销8m61Cr18Ni9件4汽泵密封体处68562.1DIN7销16h112Cr13件1汽泵泵盖处69562GB118-86销A30×120#45钢件270551.2514125084间隔垫δ11Cr18Ni9Ti件4末级导叶与泵壳结合处71551.1514124953间隔垫δ1.51Cr18Ni9Ti件4末级导叶与泵壳结合处72550.9GB97.2-85垫圈Φ36140HV件24汽泵两侧冷却室处73550.7513081940加重盘MST60-2件1汽泵驱动端74550.6514124643测速盘#45钢件1汽泵自由端75550.3GB97.2-85垫圈Φ30140HV件12泵盖螺栓处76550.2GB97.2-85垫圈Φ201Cr18Ni9件12汽泵平衡套处77550.1N56-B104垫圈#45钢件12泵盖与泵筒体结合螺栓处78550DIN125B43垫圈Q235-A.F件279541514124947导叶衬套RWA350件3一、二、三级导叶处80540513082126衬套RWA350件2汽泵两侧机封处40
Q/CDTITKTPC1070309—2012表2(续)序号零件代号图号名称规格材料单位数量安装部位81523514125087/053521轴套4Cr13件2汽泵两侧机封处82506.2513081935支承环RWA350件1汽泵平衡盘处83506.1514124952支承环Cr17Ni2件4各级叶轮处84505514124948定位环4Cr13件1汽泵平衡盘处85504.3514125088间隔环#45钢件1汽泵推力盘处86504.2514127873间隔环#45钢件1汽泵测力环处87504.1514124950间隔环4Cr13件1汽泵平衡盘处88916栓塞PE-WE18H件189914.7GB70-85螺钉M108.8级件4自由端测速装置处90914.6GB70-85螺钉M88.8级件6自由端测速装置连接处91914.5GB70-85螺钉M128.8级件6汽泵平衡盘定位环处92914.2GB70-85螺钉M168.8级件16汽泵两侧密封盖处93914.1GB70-85螺钉M168.8级件24汽泵两侧密封体处94913ZN4234排气丝堵AR1/2”-0Al件2汽泵两侧轴承室处95904.3GB77-85螺钉M62Cr13件1汽泵自由端测速装置处96904.2GB80-85螺钉M8#45钢件3汽泵推力盘轴承螺母处97904.1GB79-85螺钉M6#45钢件2自由端电缆接头处98902.9GB898-88螺柱A208.8级件8自由端轴承端盖处99902.8GB898-88螺柱A208.8级件3芯包抽头中段处100902.7GB898-88螺柱A208.8级件3芯包中段处101902.6DIN939双头螺栓M36×1.58.8级件6自由端泵盖、轴承室、冷却室结合处102902.5GB898-88螺柱A208.8级件12汽泵平衡套处103902.4512051873双头螺栓42CrMo件12泵盖与泵筒体结合处104902.3DIN939双头螺栓M36×1.58.8级件6驱动端筒体、冷却室、轴承体结合处105902.2DIN939双头螺栓M36×1.58.8级件12汽泵两侧冷却室处106902DIN939双头螺栓M42×1.58.8级件2107901.6GB5782-86螺栓M108.8级件4测速装置自由端108901.5GB5783-86螺栓M108.8级件6测速装置驱动端109900.3ZN619-AM12-M8225螺钉Q235-A.F件16推力轴承扇形块处110900.1514110174螺钉1Cr8Ni9件4芯包密封块处111916栓塞PE-LGSN80件1112680.2513085101罩件1自由端测速装置处40
Q/CDTITKTPC1070309—2012表2(续)序号零件代号图号名称规格材料单位数量安装部位113680.1510015000SP泵罩Q235-A.F件1汽动给水泵114602512051875平衡套RWA350件1汽泵自由端115601512051874平衡盘1.4024.09件1汽泵自由端116940.7DIN6885键A32×18×145#45钢件1汽动给水泵泵轴与联轴器连接处117940.6514124466键#45钢件1推力轴承盘与轴连接处118940.5DIN6885键C16×10×36Cr17Ni2件2汽泵两侧机封轴套与轴连接处119940.4DIN6885键A16×10×95Cr17Ni2件1平衡盘与轴连接处120940.3514125167键Cr17Ni2件4汽动给水泵泵轴与叶轮连接处121940.1DIN6885键A32×18×180#45钢件1加重盘与轴连接处122932.5GB859-87弹簧垫圈Φ865Mn件6自由端测速装置连接处123932.4GB859-87弹簧垫圈Φ123Cr13件6汽泵平衡盘定位环处124932.3DIN472弹簧垫圈Φ13565Mn件2汽泵推力轴承处125923513081937轴承螺母#45钢件1汽泵推力轴承处126921.2514125152轴螺母(吐出)ZQPb10-10件1自由端机械密封处127921.1514125153轴螺母(吸入)ZQPb10-10件1吸入段机械密封处128920.16DIN3870锁紧螺母AS16Q235-A.F件1汽泵自由端节流孔处129920.13GB6170螺母M206级件8自由端轴承端盖处130920.5GB6170螺母M208.8级件12汽泵平衡套处131920.3GB6170螺母M205.6级件18汽动给水泵132920.2513081939螺母24CrMoV件12泵盖与泵筒体结合螺栓处133920.1DIN934螺母M36×1.55.6级件24汽动给水泵134920DIN934螺母M42×1.55.6级件21 检修工具及材料1.1 常用工器具80CHTA/4SPZ型汽动给水泵检修常用工器具,见表3。表1 汽动给水泵检修常用工器具序号名称规格型号单位数量备注40
Q/CDTITKTPC1070309—2012表3(续)序号名称规格型号单位数量备注1扳手把22梅花扳手30-32mm把23梅花扳手24-27mm把24梅花扳手22-24mm把25梅花扳手14-17mm把26叉口扳手30mm-32mm把27内六方扳手M3-M16套28撬棍500mm根29导链2t,3t个各210钢丝绳3、4、5分根各411管钳子14”把212大锤18磅把1铜锤10磅把213铜棒18×300根214什锦锉把215扁铲把216活扳手18”把217套筒扳手套118力矩扳手100N19电加热棒控制柜台120电加热棒根621液压扳手台122液压拉马台11.1 量具80CHTA/4SPZ型汽动给水泵检修量具,见表4。表1 汽动给水泵检修量具序号名称规格型号单位数量备注1V型铁个22游标卡尺300/0.02mm个13游标深度尺300/0.02mm个14钢板尺1000mm个15外径千分尺0-25mm个16外径千分尺125-150mm个17外径千分尺200-225mm个18内径百分表50-100mm个19内径百分表100-150mm个110百分表0-10mm个340
Q/CDTITKTPC1070309—2012表4(续)序号名称规格型号单位数量备注11塞尺200mm个212卷尺5m个11.1 材料80CHTA/4SPZ型汽动给水泵检修常用耗材,见表5。表1 汽动给水泵检修常用耗材序号名称规格型号单位数量备注1破布公斤52水砂纸张100砂布张503石棉板δ=3mm公斤34耐油石棉板δ=1.5mm公斤35塑料布公斤106铅丝捆11.2 专用工具80CHTA/4SPZ型汽动给水泵检修专用工具,见表6。表2 汽动给水泵检修专用工具序号名称单位数量备注1平衡盘拉出装置件1参见图9-22抽泵芯专用工具套1参见图9-5、图9-63转子支承专用工具套1参见图9-84拆泵盖装置套1参见图9-3、图9-45联轴器拉出工具件1参见图9-16联轴器安装工具件1参见图9-147联轴器找正工具件1参见图9-162 检修特殊安全措施2.1 汽动给水泵解体前的安全措施2.1.1 切断小汽轮机汽源及润滑油系统电源。2.1.2 切断所有仪表的电源。2.1.3 检查泵组的进、出口阀及再循环的进、出口阀是否关闭。2.1.4 切断冷却水源。2.1.5 关闭中间抽头阀门。2.1.6 打开放水阀和排气管,放空筒体内的水。2.1.7 进行任何维修之前,必须保证泵壳内已无压力,轴承室润滑油已全部排到油箱。40
Q/CDTITKTPC1070309—20121.1 汽动给水泵解体阶段的特殊安全措施1.1.1 在拆卸机械密封、平衡盘、芯包及芯包解体的过程中,人员应该相互配合沟通好,防止砸伤、夹伤,在测量“抬量”时应该特别注意将轴可靠支撑后方可取放“下轴瓦”。1.1.2 在加热及取下叶轮时防止烫伤,从轴上取叶轮时必须戴好防烫手套,此时烤把必须熄灭火焰、1.1.3 芯包解体过程中,从轴上取下每个零部件都必须确认同时有两个支撑点可靠支撑方可拿走第三个支撑点,防止芯包转子倾倒伤人。1.1.4 在拆卸过程中,应保护好所有的精密加工表面以防碰坏,拆卸下来的零部件应妥善放置保存;1.1.5 特别地,在抽芯包的过程中,时刻保持芯包与筒体对中情况,如果发生偏斜则会导致芯包及金属缠绕垫磕碰损坏。1.1.6 在芯包拆下后支撑芯包时支撑点应该选在轴颈处(即轴瓦支承处),防止大轴弯曲。1.1.7 加热叶轮时应该严格按照标准(见拆卸部分),以免造成叶轮金属内部组织结构发生变化。1.2 汽动给水泵检查修理阶段的特殊安全措施1.2.1 对设备零部件进行清扫时应该戴好防尘口罩;1.2.2 检修过程中若使用角磨机、电钻等电动工器具必须检查有无合格证,必须配用由漏电保护器的线轴,并且暂时停止使用时必须拔下插头;1.2.3 在搬运和翻转中段、叶轮等部件时,要注意防止被砸伤、挤伤;1.2.4 转子做动平衡时,应该站在转子轴向方向上,保持安全距离。1.3 汽动给水泵回装阶段的特殊安全措施1.3.1 回装前,应全面检查泵的所有检修工作全部结束,所有部件检修全部合格,筒体内部卫生清理干净。1.3.2 在回装机械密封、平衡盘、芯包的过程中,人员应该相互配合沟通好,防止砸伤、夹伤,在测量“抬量”时应该特别注意将轴可靠支撑后方可取放“下轴瓦”;1.3.3 在加热及装上叶轮时防止烫伤,往轴上装叶轮时必须戴好防烫手套,此时烤把必须熄灭火焰;1.3.4 加热叶轮时应该严格按照标准(见拆卸部分),以免造成叶轮金属内部组织结构发生变化。2 维护保养2.1 日常维护80CHTA/4SPZ型汽动给水泵日常维护保养标准,见表7。表1 汽动给水泵日常维护保养标准检查项目检查周期检查方法标准接头渗漏检查每天目视无渗漏驱动端轴承温度检查每天测温仪≤70℃驱动端轴承振动检查每天测振仪≤0.05mm驱动端回油窗油量检查每天目视流畅且无满管现象驱动端冷却水回水视窗检查每天目视流畅驱动端冷却水回水温度检查每天观表≤70℃驱动端机械密封漏水检查每天目视无泄漏,水温≤70℃40
Q/CDTITKTPC1070309—2012表7(续)检查项目检查周期检查方法标准自由端轴承温度检查每天测温仪≤70℃自由端轴承振动检查每天测振仪≤0.05mm自由端回油窗油量检查每天目视流畅且无满管现象自由端机械密封漏水检查每天目视无泄漏,水温≤70℃自由端冷却水回水视窗检查每天目视流畅自由端冷却水回水温度检查每天观表≤70℃泵进出口压力检查每天观表中间抽头压力检查每天观表轴承进油压力检查每天观表筒体及地脚螺栓检查每月目视筒体保温完整、无异音、无泄漏;紧固件无松动、断裂滑销系统检查每季测量仪磁性滤网检查每季目视无泄漏≤70℃泵体基础检查每年目视完整1.1 小修80CHTA/4SPZ型汽动给水泵C级检修保养标准,见表8。表1 汽动给水泵C级检修保养标准检查项目检查周期检查方法标准驱动端轴瓦间隙检查二年一次塞尺检查0.12mm驱动端轴瓦紧力检查二年一次压铅丝检查驱动端油挡间隙检查二年一次塞尺检查驱动端轴瓦裂纹检查二年一次目视检查或着色渗透试验无裂纹自由端轴瓦间隙检查二年一次塞尺检查0.12mm自由端轴瓦紧力检查二年一次压铅丝检查自由端油挡间隙检查二年一次塞尺检查自由端轴瓦裂纹检查二年一次目视检查或着色渗透试验无裂纹推力间隙检查二年一次百分表检查0.6mm推力瓦块磨损检查二年一次目视或百分表检查推力盘磨损检查二年一次目视或百分表检查推力瓦与推力盘接触检查二年一次目视或着色检查轴承室检查二年一次目视完整、无泄漏滑销间隙检查二年一次塞尺检查筒体渗漏检查二年一次目视检查或着色渗透试验无渗漏给水泵与小汽轮机中心检查二年一次对轮找正检查张口圆周≤0.05mm≤0.05mm1.2 大修40
Q/CDTITKTPC1070309—201280CHTA/4SPZ型汽动给水泵A级检修筒体和螺栓检查保养标准,见表9;转子检查维护保养标准见表10;径向和推力轴承检查保养标准,见表11;平衡装置检查,见表12。表1 汽动给水泵A级检修筒体和螺栓检查保养标准检查项目检查周期检查方法标准筒体内外腐蚀和裂纹的检查四年一次目视检查或着色渗透试验无腐蚀、无裂纹进出口法兰处腐蚀和裂纹检查四年一次目视检查无腐蚀、无裂纹中间抽头检查四年一次目视检查或着色渗透试验完整、无损坏螺栓裂纹检查四年一次超声波探伤无裂纹无裂纹滑销间隙检查四年一次塞尺检查表2 汽动给水泵A级检修转子检查维护保养标准检查项目检查周期检查方法标准叶轮磨蚀检查四年一次目视检查或着色渗透试验无磨损叶轮颈部外圆和对应的导叶及内泵壳衬套检查四年一次目视检查或着色渗透检查及测量仪检查最小间隙最大间隙叶轮和第一级密封环0.51.0叶轮和密封环,从第二级到末级0.451.0叶轮和导叶衬套0.451.0轴的检查四年一次目视无弯曲、轴颈径向跳动≤0.05mm、轴端径向跳动≤0.02mm键槽检查四年一次目视无拉伤密封环检查四年一次测量仪检查设计值一级叶轮与密封环二-四叶轮与密封环0.5mm0.45mm轴套检查四年一次目视或测量仪检查无拉伤、无裂纹轴颈的扬度检查四年一次目视或测量仪检查转子径向跳动检查四年一次千分表检查轴颈径向跳动≤0.05mm、轴端径向跳动≤0.02mm联轴器双头螺栓裂纹检查四年一次着色渗透检查和超声波探伤无裂纹表3 汽动给水泵A级检修径向和推力轴承检查维修检查项目检查周期检查方法标准驱动端轴瓦间隙检查四年一次塞尺检查0.12mm驱动端轴瓦紧力检查四年一次压铅丝检查驱动端油挡间隙检查四年一次塞尺检查40
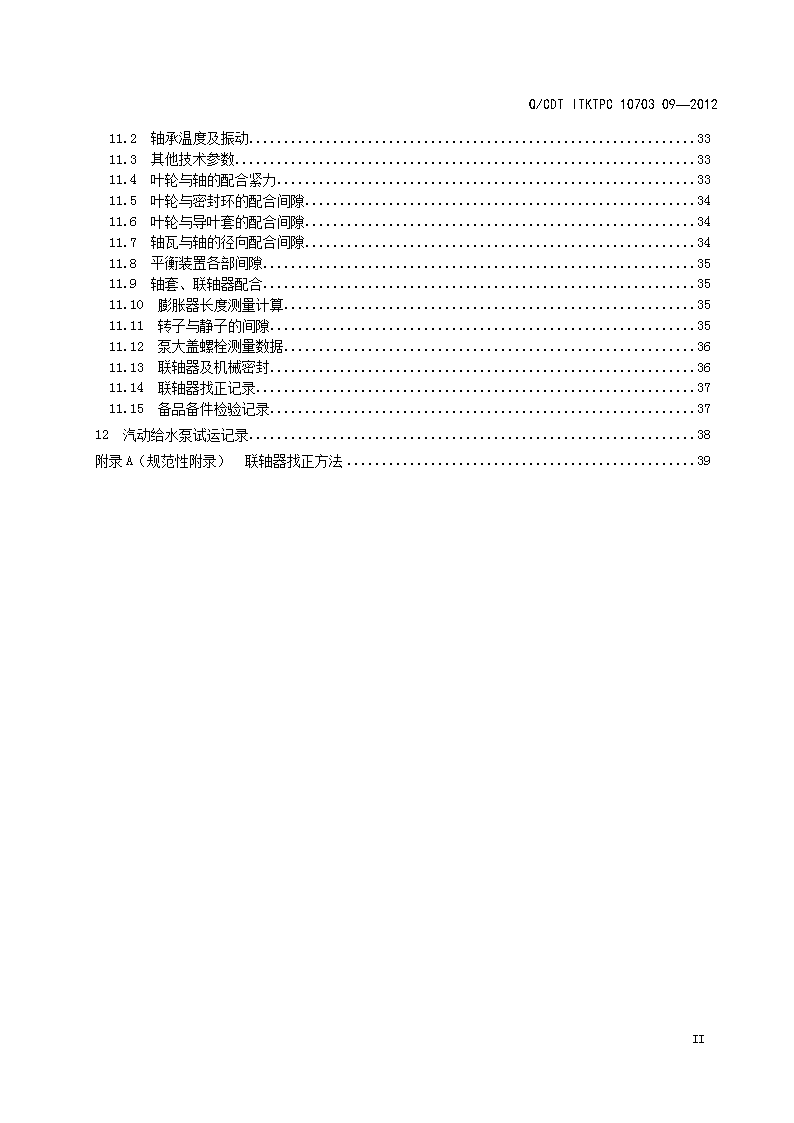
Q/CDTITKTPC1070309—2012表11(续)检查项目检查周期检查方法标准驱动端轴瓦裂纹检查四年一次目视检查或着色渗透试验无裂纹自由端轴瓦间隙检查四年一次塞尺检查自由端轴瓦紧力检查四年一次压铅丝检查自由端油挡间隙检查四年一次塞尺检查自由端轴瓦裂纹检查四年一次目视检查或着色渗透试验无裂纹推力间隙检查四年一次百分表检查0.6mm推力瓦块磨损检查四年一次目视或百分表检查推力盘磨损检查四年一次目视或百分表检查推力瓦与推力盘接触检查四年一次目视或着色检查润滑油密封圈磨损检查四年一次目视检查无磨损轴承室检查四年一次目视检查完整、无泄漏表1 汽动给水泵A级检修平衡装置检查维修检查项目检查周期检查方法标准平衡鼓磨损检查四年一次目视或测量仪检查径向间隙轴向间隙0.4mm0.5mm1 检修工序及质量标准1.1 检修工序流程图80CHTA/4SPZ型汽动给水泵检修工序流程图,见图2。40
Q/CDTITKTPC1070309—201240
Q/CDTITKTPC1070309—2012图1 汽动给水泵检修工艺流程图1.1 泵的解体1.1.1 隔离措施1.1.1.1 切断小汽轮机汽源及润滑油系统电源;1.1.1.2 切断所有仪表的电源;1.1.1.3 检查泵组的进、出口阀及再循环的进、出口阀是否关闭;1.1.1.4 切断冷却水源;1.1.1.5 关闭中间抽头阀门;1.1.1.6 打开放水阀和排气管,放空筒体内的水;1.1.1.7 进行任何维修之前,必须保证泵壳内已无压力,轴承室润滑油已全部排到油箱。1.1.1.8 拆卸热工元件,配重盘、非驱动端轴头测速装置及联接管路。1.1.2 联轴器的拆卸1.1.2.1 拆联轴器罩侧面及上下结合面螺栓,卸下联轴器罩;1.1.2.2 拆除泵联轴器螺栓,拆下齿套弹簧卡,取下联轴器短节;1.1.2.3 复测泵中心,并记录;1.1.2.4 对联轴器进行着色检查。1.1.2.5 按照图3安装专用工具,拆下联轴器轮毂,拆卸时可以将联轴器轮毂加热至80℃,加热时要防止O型圈受热,不可以用锤击的方法拆卸。图2 联轴器轮毂的拉出1.1.3 注意事项1.1.3.1 在拆卸过程中,应将各结合面、各零部件位置(方向)做好对应标记,并注意在清理时不要将标记破坏;1.1.3.2 在拆卸过程中,应保护好所有的精密加工表面以防碰坏,拆卸下来的零部件应妥善放置保存。1.1.4 非驱动端推力轴承与径向轴承的拆卸1.1.4.1 测量推力轴承与推力轴承盘间隙(标准为:SLg=0.45mm-0.6mm),并记录。1.1.4.2 测量方法:在驱动端轴头垂直架上百分表,在非驱动端轴头上旋上合适的吊环以便橇轴。橇轴使非工作瓦块与推力盘贴靠,将百分表调零,然后把推力盘与工作瓦块贴靠,读出百分表读数即为推力盘间隙。40
Q/CDTITKTPC1070309—20121.1.1.1 拆下推力轴承端盖,把转子位置指示器的连接体和轴承扇形块一起拆下。1.1.1.2 先将推力盘与工作瓦面贴靠,再把驱动端的百分表调零,然后松开并拿掉推力盘锁母,松开锁母的时尽量避免轴向窜动。1.1.1.3 将轴推向驱动端使平衡盘与平衡板贴靠,记录百分表读数,读数即为平衡盘和平衡板之间的轴向间隙(标准为:SE=0.5mm)。1.1.1.4 松开电缆接头上的定位螺钉并往外拧出一部分,把测力环的插座从电缆接头上拉出一部分然后拆下。1.1.1.5 取出定位销并做好标记,拆卸轴承体的上半部,取下推力轴承盘,旋出键的销钉后拿掉键,取出间隔环。然后把工作面扇形块支撑环、轴承扇形块和密封环一起拉出。卸掉并取出测力环和挡环,注意将工作面扇形块支撑环上部的销钉、两个O型圈保存好。1.1.1.6 拆上轴瓦,注意将轴瓦防转销保存好,测量转子的抬量。将轴稍稍抬起,把下轴瓦翻转上来取下。拆下迷宫环,保存好迷宫环销钉。1.1.1.7 取出下轴承体与泵体连接处的定位销,拆下下轴承体。1.1.2 驱动端径向轴承的拆卸1.1.2.1 松开盖卸掉连接件的装配螺钉,卸下连接件。1.1.2.2 取出定位销并做好标记,拆掉上轴承体、上半部的迷宫环及上半部轴瓦。1.1.2.3 测量转子的抬量。将轴稍稍抬起,把下轴瓦翻转上来取下。拆下下部迷宫环。1.1.2.4 取出定位销并做好标记,拆下下轴承体。1.1.3 测量转子的抬量1.1.3.1 测量抬量的目的是检查转子与静子的同心度。1.1.3.2 在两端轴承架上各装1只百分表,表的测杆中心线要垂直于轴中心线并接触到轴颈上。1.1.3.3 记录下两端下轴瓦取出前后百分表的读数,其差值即为半抬量;然后用撬棍在轴的两端同时平稳地将轴抬起,其在上下位置时百分表的读数差,就是转子的总抬量。1.1.4 拆卸两端的机械密封和冷却室1.1.4.1 把静环座上的限位板卡到动环轴套上,然后松开动环轴套的定位螺钉,旋开动环轴套上的螺母,再把机械密封静环座上的螺栓松开,将机械密封整体取下,用撬棍橇出导流套。拆下的机械密封做好驱动端和非驱动端标记。1.1.4.2 松开机械密封冷却室,从泵体上取下。保留驱动端冷却室的固定螺栓以便抽芯包时安装导向块使用。1.1.5 拆卸平衡装置1.1.5.1 拆卸平衡装置之前测量转子的半窜,即叶轮与导叶衬套的轴向间隙。把转子滑向吸入端,直到平衡盘靠紧平衡板为止,在自由端轴头端面垂直架上百分表,并把表针调整到零位,然后再把转子推向吐出端,直到叶轮与导叶衬套靠紧为止。百分表的读数即为半窜量并做好记录。1.1.5.2 松开并拿掉轴上的定位环,去掉卡环。1.1.5.3 用专用工具把平衡盘和间隔环一起拉出。松开支撑环,并把它从泵盖上拿掉,专用工具的安装方法,见图4。40
Q/CDTITKTPC1070309—2012图1 平衡盘拉出专用工具安装示意图1.1.1.1 测量总的轴窜,即为叶轮和密封环的轴向间隙以及叶轮和导叶衬套的轴向间隙之和。把转子滑向吸入端,直到叶轮靠紧密封环为止。在自由端轴头端面垂直架上百分表,并把表针调整到零位,然后再把转子推向吐出端,直到叶轮与导叶衬套靠紧为止。百分表的读数即为总窜量(标准:8-10mm)并做好记录。1.1.1.2 如果不打算抽芯包,可以按照测抬量的方法粗略测量叶轮与密封环的径向间隙,如果其间隙大于1mm,则泵体需要解体大修。1.1.2 泵盖的拆卸1.1.2.1 先将大盖螺母及螺栓对应在泵盖上的通孔位置进行编号并对应做好标记。1.1.2.2 用百分表测量双头螺栓延伸量,调整好千分表的位置和指针位置以保证在测量整个螺栓过程中千分表的指针在量程范围内。在表(10.1.12)记录螺栓受力和不受力时百分表的度数,并计算出延伸量。1.1.2.3 把大盖螺母上的防尘帽卸下,然后将螺栓加热棒伸入通孔内部加热螺栓。螺栓加热伸长后,用小锤敲击发出沉闷声后,用轻便扳手慢慢松开,如遇卡涩现象不可硬松,反复倒顺逐渐松下,松螺母时应对称。螺母已松了两扣发生卡涩,不应强拆,待冷却后用火烤螺母加热再拆卸。如还拆不下或发现螺栓与螺帽卡死时,不可用加长杆硬拆,应请示领导,选用有经验焊工割除螺帽,保全螺栓。1.1.2.4 螺母拆卸后,按照图5在非驱动端泵盖的水平方向对称位置装上专用工具压板和双头螺栓、螺母。40
Q/CDTITKTPC1070309—2012图1 泵盖拆卸工具(非驱动端)1.1.1.1 按照图6在驱动端装上夹紧装置、间隔套、轴锁母,以防芯包移动。图2 泵盖拆卸工具(驱动端)1.1.1.2 在拆卸泵盖前,用布包好轴,以防止磕碰。在泵盖上装上吊环,用吊车钩住泵盖,缓慢的拧紧压板上的螺母,均匀地把泵盖从泵体上拉出,妥当放置在方木上。1.1.1.3 取出由多个缠绕垫和间隔垫圈做成的膨胀补偿器,并记下数量和规格。1.1.1.4 拆下泵盖后将泵体上的螺栓卸下,保留下面靠近水平中心线的两颗螺栓,以便抽芯包时使用。保存好螺栓及垫片以待金属检验。1.1.2 从筒体中抽出泵芯1.1.2.1 安装泵芯拆卸用专用工具,具体见图7、图8。40
Q/CDTITKTPC1070309—2012图1 泵芯拆装专用工具图2 泵芯拆装专用工具1.1.1.1.1 驱动端——将轴防护管按照顺序逐个滑到轴上,并用六角螺栓固定。——将导向块连同滚子及双头螺栓上的调整螺钉滑到泵体上,并用螺母固紧。——在联轴器和轴端之间拧上延伸管,以保证在滑动泵芯时留有足够的行程。1.1.1.1.2 自由端——导轨套在泵中心线下预留的两个双头螺栓上,在靠紧筒体前,将分半卡环嵌入导轨里。把导轨滑向并靠近筒体,用调整螺栓紧固。——把导轨支脚装在导轨上并将其水平架起。——将四颗双头螺栓安装到芯包吐出段上,将带孔的钢棒穿到双头螺栓上并用螺母拧紧,直到钢棒两端与泵壳贴靠。——组装包括两个滚子,四个防磨轴承以及两个双头螺栓的导向块。——把装好的导向块滑到轴上,用轴套和轴螺母使之紧固。——调整支脚使导轨与滚子接触。1.1.1.2 均匀地旋转钢棒上的螺母,小心地把泵芯从筒体中抽出。1.1.1.3 借助导轨或导向块上的调整螺钉将泵芯抬起,使之在泵芯抽出时不碰撞壳体。40
Q/CDTITKTPC1070309—20121.1.1.1 当把泵芯从泵筒体中抽出到导轨边上时,将吊环拧到中段上,用吊车钩住泵芯。1.1.1.2 用吊车小心地把泵芯从筒体中提起,运到合适的地方,放在拆装支架上,拆掉抽泵芯的专用工具收好保存。1.1.1.3 取出中段以及吸入段处的金属缠绕垫,测量并记录其厚度。1.1.2 泵芯解体1.1.2.1 拆卸叶轮过程应该注意。——所有的叶轮都是热装在轴上的,设计的叶轮轮孔的内径从第一级开始逐级减少0.2mm,所以转子的拆卸和组装都是从吐出端开始的。——第一次拆卸泵时,叶轮和键应明显的注明属于哪一级以便安装时严格的遵守顺序,装错了会影响转子的动平衡。——拆装时加热叶轮需要注意:A.加热从外缘开始;B.把外缘加热到大约150℃时,把叶轮盖板加热到200℃;C.盖板加热后,迅速把叶轮轮毂加热到250℃~300℃,千万不要加热温度过高,详见图9。图1 叶轮拆卸过程示意图1.1.2.2 如图10所示加热末级叶轮,达到温度后把叶轮推向轴端,按照图9-8所示方法将叶轮取下。拆下叶轮、叶轮键、叶轮卡环、卡环的夹紧环并做好标记。图2 末级叶轮的拆卸1.1.2.3 拆下末级导叶紧固于中段上的螺钉,按照图11所示方法拆下末级导叶。40
Q/CDTITKTPC1070309—2012图1 末级导叶的拆卸1.1.1.1 拆下第三级导叶,取下导叶防转销保存好。1.1.1.2 按要求加热第三级叶轮轮毂,拆下叶轮、叶轮键、叶轮卡环和卡环的夹紧环并且做好标记然后妥善保存。1.1.1.3 拆下中段与抽头中段的紧固螺钉,拆下中段。1.1.1.4 重复以上步骤拆下第二级叶轮,拆首级叶轮时先拆导叶,然后从驱动端拆下吸入段,最后将叶轮加热取下。1.1.2 泵组件的检查注意事项在对泵组件进行检查之前,应先全部清扫干净,见金属光泽。检查所有密封面有无裂纹、凹坑等情况。检查密封面的平行度,将其放在研磨平台上检查四个点,偏差不得超过0.02mm。损坏的密封面可在车床上修整或使用研磨工具研磨,研磨后的粗糙度不得超过Ra=0.8μm。1.1.3 非驱动端与驱动端径向轴承检查。1.1.3.1 轴瓦钨金应无脱壳、裂纹、气孔、凹坑等缺陷,钨金表面应光洁无损伤,油槽无堵塞。1.1.3.2 使用塞尺及压铅丝的方法测量轴承两侧及顶部间隙以及轴承紧力。轴承顶部间隙为0.12mm,两侧间隙为0.06~0.08mm;轴承盖与轴瓦紧力为0~0.03mm;1.1.3.3 检查轴承和轴颈部位有无损坏和磨损现象,并检查挡油圈是否磨损或损坏,若磨损严重应该更换新的轴瓦和挡油圈。1.1.3.4 轴承孔径内的轻微压痕可以用刮刀刮去,有必要时可以进行接触面积实验。1.1.4 推力轴承检查1.1.4.1 检查轴颈部位、推力瓦块有无损坏和磨损现象,必要时更换新的部件。1.1.4.2 40
Q/CDTITKTPC1070309—2012推力盘表面应光洁无毛刺,结合面的表面粗糙度Ra<1.6μm。当推力盘损伤轻微时可用研刮的方法修理,研刮前测量推力盘圆周对称四点厚度及瓢偏度,用细油石磨去表面毛刺,然后再平板上涂一层红丹粉,平压在推力盘上研磨,用刮刀刮削盘面上的突出印痕,一直修刮到平整光滑接触点均匀为止。1.1.1.1 对推力轴承盘的跳动进行检查,推力轴承端面的允许跳动值为0.005mm。1.1.1.2 检查上下推力瓦块工作印痕大小是否大致相等,乌金表面有无磨损和电蚀痕迹。在正常运行状态下,推力瓦块上除了巴氏合金钝暗面外,不应有其它可观察得到的磨损,建议当巴氏合金钝暗面超过合金面积的一半以上时,更换新的瓦块。1.1.1.3 着色检查乌金是否有裂纹、脱胎、气孔、夹渣等缺陷。1.1.1.4 检查瓦块厚度是否均匀,两块的厚度差不应超过0.02mm,推力瓦块的乌金厚度应为1.5mm±0.2mm。1.1.1.5 检查推力瓦块与推盘的接触情况,将推力瓦组合好,边盘动转子,边用专用工具将转子推向需要研磨的推力瓦一侧。转动数圈后,将轴承拆下,根据接触痕迹进行修刮,其接触面积应占每块瓦块总面积的75%以上,并且分布均匀。1.1.2 轴封检查非驱动端和驱动端轴封检查(检查机械密封动、静环)。损坏的机封应整体更换。安装前可用凡士林或硅酯来润滑O型圈,不能接使用或者用其他的润滑油和润滑脂。1.1.3 叶轮及各部间隙检查1.1.3.1 检查叶轮有无裂纹及高速水流冲刷造成的较深沟痕,特别是叶轮顶部;检查叶轮内径处有无因拆卸所产生的损伤,去除所有毛刺,打磨直至内孔光滑,测量检查内孔椭圆度<0.02mm。1.1.3.2 测量叶轮和密封环,叶轮和导叶衬套的直径方向间隙,标准如下。——叶轮与第一级密封环之间直径间隙最小为0.5mm,最大为1mm。——叶轮与第二级中段到最后一级密封环之间的直径间隙最小为0.45mm,最大为1mm。——叶轮与导叶衬套之间间隙最小为0.45mm,最大为1mm。——直径间隙超过上述所列的最大允许值时,必须按照下列步骤换用新耐磨件:——在吸入段、中段或末级导叶上卸掉固定螺丝,拆出密封环。——分离导叶上的附件,压出导叶衬套。——清扫密封环座或导叶衬套座,装入新的密封环或导叶衬套,新耐磨件在出厂时留有加工余量,所以应将其先车削至所需要的内径。——使用圆头螺钉把密封环固定到各中段上,并用冲子紧固。——将导叶衬套放入导叶,并将其固定。1.1.3.3 如果叶轮损坏严重,无法进行修复的,需更换新叶轮。新叶轮应仔细校对尺寸是否与图纸相符,必须清除其内流道的粘砂、毛刺、凹凸不平和氧化皮等。新叶轮必须进行单级晃度、单级立面测量的工作以及静平衡校验。1.1.4 主轴检查1.1.4.1 检查泵轴表面有无裂纹及高速水流冲刷造成的较深沟痕,可以通过补焊修磨、电镀等方法进行修复。1.1.4.2 采用金属探伤的方法检查轴内部有无缺陷。1.1.4.3 轴弯曲测量,轴弯曲度小于等于0.03mm。轴颈的椭圆度和锥度不应超过0.02mm。1.1.4.4 轴上的键槽与各个键的间隙在0-0.03mm。1.1.5 平衡装置检查40
Q/CDTITKTPC1070309—20121.1.1.1 检查平衡盘(包括外缘表面)、平衡板、支撑环的孔径有无磨损,轻微磨损可以进行修磨。出现的深沟可以留下不做修整。1.1.1.2 平衡盘结合面的瓢偏值不超过0.02mm,若偏大应进行加工处理。1.1.1.3 平衡盘和平衡套节流间隙为0.40mm,平衡盘和支撑环节流间隙为0.45mm。若间隙过大则应更换新部件。1.1.2 各间隙值标准表13所列为泵的运动间隙值,第一组为最小的新间隙值,第二组为应该更换新件的间隙值。表1 汽动给水泵各部间隙质量标准间隙位置第一组第二组叶轮和第一级口环之间0.51.0第二级到第末级叶轮和口环之间0.451.0叶轮和导叶衬套之间0.451.0平衡盘和平衡套节流间隙之间0.40平衡盘和支撑环节流间隙之间0.45径向轴承和轴之间0.12平衡盘和平衡板之间的间隙0.5推力轴承和推力轴承盘之间的间隙0.6推力轴承盘跳动0.011.1.3 转子动平衡1.1.3.1 如果对转子的部分部件进行了修整或更换,则必须做转子的动平衡。做动平衡前按照以下步骤组装转子。1.1.3.2 做转子动平衡前,应先对叶轮颈部的口环(耐磨环,导叶衬套)进行不同轴度检查,所测得的跳动值不应超过0.03mm。1.1.3.3 检查转子上各部件尺寸,消除明显超差。轴上套装件晃度不应超过0.02mm。对轴上所有的套装件,如叶轮、平衡盘、轴套等,应在专用工具上进行端面对轴中心线垂直度的检查。假轴与套装件保持0.00mm~0.04mm间隙配合,用手转动套装件,转动一周后百分表的跳动值应在0.015mm以下,用同样方法检查另一端面的垂直度。1.1.3.4 在测量和检查转子部件的瓢偏、晃度及全部合格后,进行转子安装。1.1.3.5 驱动端——在键槽里放入动环座的键,再装上不带动环和“O”型圈的动环座。——将轴套套到轴上,用轴螺母推紧。——将加重盘和对轮的键放入键槽内,借助推压装置装上加配重盘和对轮。1.1.3.6 自由端——装上有支撑环的第一级叶轮卡环。——将第一级叶轮的键放入键槽内。——加热首级叶轮,将其套到轴上,直到靠近支撑环位置。加热叶轮应先对外圈加热。当外圈温度达到150℃时,把叶轮盖板加热到200-250℃。保持叶轮盖板温度在200-250℃之间,迅速把叶轮轮毂加热到250-300℃,不要过热。——装上最后一级叶轮后,把平衡盘的键放在键槽内,装上不带O型圈的平衡盘。40
Q/CDTITKTPC1070309—2012——装上平衡盘的间隔环并把中开环装在轴槽内。——将定位环套在中开环上使之靠近平衡盘。——在键槽里放入动环座的键,再装上不带动环和“O”型圈的动环座。——将轴套套到轴上,用轴螺母推紧。——把间隔环套在轴上,放上键再放上推力轴承盘用轴承螺母压紧。1.1.1.1 装好转子后,将转子平稳吊到动平衡机上,按流程进行测量。在做动平衡过程中人员应该站在转子轴向位置,防止转子飞出伤人。1.1.1.2 动平衡试验合格后,应对各部件相对位置做好记号,叶轮要打好字头,依次拆除,以备总装。1.1.1.3 最后组装前,转子应按上述组装相反的顺序重新拆卸。1.2 给水泵的回装1.2.1 转子的小装转子小装也称试装,是决定组装质量的关键。其目的为测量并消除转子静态晃动,以避免内部摩擦,减少振动和改善轴封工况;调整叶轮之间的轴向距离,以保证各级叶轮的出口中心对准;确定调节套的尺寸。1.2.2 回装准备工作1.2.2.1 重新组装前,应确定每个中段轴向密封面到密封面的长度E1,该长度应和两个相邻的支撑环轴向距离E2相吻合。整修中段和末级导叶时而造成的密封面长度偏差必须用调整支撑环来补偿,出现这种情况应该与厂家联系,具体见图12。1.2.2.2 要保证中段、末级导叶、叶轮、支撑环和分半卡环的精加工面在组装前或组装过程中不要碰坏。图1 中段轴向密封面到密封面的长度E1与相邻的支撑环轴向距离E2示意图1.2.2.3 所有的部件,特别是精加工的接触面必须彻底清洗。1.2.2.4 如果使用了新的叶轮或对原来的叶轮进行了修整,转子必须做动平衡。1.2.2.5 在组装泵部件时,在需要的润滑的部位应涂以二硫化钼。1.2.3 芯包的正式组装1.2.3.1 在轴封处用两个支架支撑泵轴。1.2.3.2 把首级叶轮的卡环放进键槽里,然后用支撑环固定。40
Q/CDTITKTPC1070309—20121.1.1.1 加热首级叶轮,将其套到轴上,直到靠近支撑环位置。加热叶轮应先对外圈加热。当外圈温度达到150℃时,把叶轮盖板加热到200-250℃。保持叶轮盖板温度在200-250℃之间,迅速把叶轮轮毂加热到250-300℃,不要过热。1.1.1.2 从驱动端,把吸入端套到轴上。1.1.1.3 把首级导叶套到轴上并装在吸入段里,用圆柱销使其准确定位。1.1.1.4 安装首级中段,参考(9.3.4)测量首级叶轮的轴窜。1.1.1.5 按照上面的方法装上其他各级叶轮和导叶。1.1.1.6 用双头螺栓把紧中段、吸入段、末级导叶,参考(9.3.4)测量各级叶轮的轴窜。1.1.1.7 装好末级叶轮后,把卡环放进轴槽里,并用定位环使之固定。1.1.1.8 在中段上拧上吊环以备运输。1.1.2 转子总窜量的测量1.1.2.1 在芯包组装过程中要对每级叶轮进行轴窜量测量以保证水泵轴向间隙,组装过程中最大与最小窜量的偏差不能超过0.50mm,否则就得检查原因并消除。水泵总窜量关系到叶轮出口中心线与导叶入口中心线的对中,直接影响水泵的效率及水泵的运行周期。1.1.2.2 水泵芯包组装完毕穿入外壳体内,水泵进出口端安装完毕并将端盖螺栓全部拧紧后,还要作一次总窜量的测量。此时不装轴承及轴封,也不装平衡盘,而用专用套代替平衡盘套装在轴上,并上好轴套螺母,在轴端装一百分表,然后拨动转子,转子在前后终端位置的百分表读数差即是水泵的总窜量。测出的窜量数值与分级窜量进行比较,如有出入要分析原因并消除。1.1.3 吊装泵芯1.1.3.1 彻底清扫干净筒体内部。1.1.3.2 按照图13和下列公式计算出膨胀补偿器的安装长度。如果计算出来的尺寸与测量尺寸不符,应该使用增加或更换间隔垫圈的方法使安装长度满足“安装长度=±0.2mm”。1.1.3.3 具体要求如下。——检查-=3.2±0.2mm。——=96.5mm,3+0.1mm。——通过调整间隔垫和缠绕垫得到合适的尺寸。=40
Q/CDTITKTPC1070309—2012图1 补偿器安装长度测量示意图1.1.1.1 注意:在各种场合下,缠绕垫必须由间隔垫分开;任何情况下都不能使用旧缠绕垫,每次泵组装时都要更换新垫。1.1.1.2 在吸入段和筒体抽头中段放入新的缠绕垫。1.1.1.3 使用专用工具安装泵芯。把专用工具在筒体的两端安装到位(参照泵芯拆卸章节)。1.1.1.4 将泵芯吊到非驱动端专用工具“支架”上,调整校准螺钉使泵芯与筒体对中。1.1.1.5 将泵芯轻轻地放进筒体,使吸入段导向块导向槽与筒体上的导向块结合,吊装的过程中应该保护好轴,以免轴的磕碰。1.1.1.6 将泵芯推向驱动端并贴靠,然后测量膨胀补偿器的安装长度并与计算值比较确定缠绕垫和间隔垫的厚度。1.1.2 筒体端盖的装配1.1.2.1 按照确定好的膨胀补偿器的厚度依次在泵盖上安装一个缠绕垫、一个间隔垫。1.1.2.2 把双头螺栓拧入筒体直到拧紧为止(按双头螺栓标记)。1.1.2.3 拆掉六角螺栓并彻底清洗测量孔和测量杆,确保测量结果正确。1.1.2.4 用百分表测量双头螺栓延伸量,调整好千分表的位置和指针位置以保证在测量整个螺栓过程中千分表的指针在量程范围内。1.1.2.5 用测量装置依次测量每个双头螺栓,并把测量结果记录在附录表格(10.1.13)第一行。1.1.2.6 把膨胀补偿器及泵盖嵌入筒体。1.1.2.7 把垫圈和螺母套在双头螺栓上,对称地固定泵盖上的四个螺母。使泵盖均匀地接触到筒体的四周。1.1.2.8 紧上所有的螺母。1.1.2.9 把测量装置按顺序放入测量孔内,再次测量所有双头螺栓。1.1.2.10 在表中第二行记下每个双头螺栓的测量结果。1.1.2.11 在第三行中记下第一行和第二行的差值,这个差值即为每个双头螺栓的冷延伸长度。根据经验,每个双头螺栓的冷延伸长度值应该小于0.12mm。40
Q/CDTITKTPC1070309—20121.1.1.1 螺栓热紧弧长(转角)的确定,螺栓热紧弧长的现场计算一般采用近似计算方法,用下式计算。式中——螺栓热紧弧长,mmD——螺帽外径,mmt——螺栓的螺距,mmE——工作温度下材料的弹性模数,单位为MPa,一般铬钼钒合金螺栓选用1.89MPa——螺栓的预紧力,MPa,一般情况下采用铬钼钒刚合金螺栓,200MW以上机组选用294.2MPa——考虑法兰收缩变形的系数,旧螺栓选用,新螺栓选用——螺栓的有效高度,mm,1.1.1.2 螺栓热紧转角计算方法,用下式计算。式中——螺栓热紧转角,单位为t——螺栓的螺距,mmE——工作温度下材料的弹性模数,单位为MPa,一般铬钼钒合金螺栓选用1.89MPa——螺栓的预紧力,MPa,一般情况下采用铬钼钒刚合金螺栓,200MW以上机组选用294.2MPa——考虑法兰收缩变形的系数,旧螺栓选用,新螺栓选用——螺栓的有效高度,mm。1.1.1.3 把计算出来的转角度数记录到检修记录表中。1.1.1.4 加热双头螺栓并按照角度继续把紧螺栓,直到达到所需角度为止。1.1.1.5 记录双头螺紧后百分表的度数,在表中记下每个双头螺栓的测量结果。1.1.1.6 计算双头螺栓总的延伸量并将结果记录在表格中。1.1.2 平衡盘装配1.1.2.1 如果需要修整平衡装置或者跟换新的零件,必须进行红丹粉着色试验。彻底清洗平衡板的轴向摩擦面,并且在不装“O”型圈的情况下把平衡板装好。1.1.2.2 装上并拧紧平衡板支撑环。1.1.2.3 调整转子位置。40
Q/CDTITKTPC1070309—20121.1.1.1 放好轴键,在平衡盘的轴向摩擦面上涂上薄薄的一层浸油红丹粉,把平衡盘套在不装“O”型圈的轴上。1.1.1.2 把间隔环、卡环和定位环装在轴上。1.1.1.3 在泵的驱动端和非驱动端装上冷却室以及轴承体的底半部。1.1.1.4 提起转子。1.1.1.5 缓慢的转动转子并将其推靠吸入端,然后将其推向吐出端。1.1.1.6 取下平衡盘,检查平衡板上的着色情况。平衡板面圆周至少有3/4的部分印上红丹粉,否则必须在车床上对平衡板进行修整,然后再次进行着色检查。1.1.1.7 着色试验完成后,清扫干净摩擦面,把“O”型圈放进平衡板再把平衡板放入泵盖里。装上平衡板支撑环并紧固。1.1.1.8 把装有“O”型圈的平衡盘套到轴上,并用间隔环、卡环和定位环将平衡盘锁紧。1.1.1.9 最后用平衡盘靠近平衡板的方法检查转子位置。1.1.2 机械密封的装配1.1.2.1 机械密封的间隙调整原则是:机械密封静环预紧力的压缩量是总压缩量的一半。集装式(整体式)机械密封的摩擦副的压紧力在制造厂都已调好,安装前应仔细阅读制造厂说明书,严格按说明书要求安装。1.1.2.2 安装机械密封时注意不要损伤机械密封及其轴套的O形圈,不可用油脂或矿物油类润滑。机械密封是高精度组件,磨擦副接触面为高精度和极高光洁度平面,安装时中应特别小心,防止碰撞损伤。1.1.3 径向轴承的装配1.1.3.1 泵体装完后,将两端的端盖、轴承座安装装好,即可调整转子与静子的同心度(抬轴)。对于转子与静子的同心度要求是:半抬等于总抬量的一半或者稍小一点(考虑转子静挠度),瓦口间隙两侧相等且四角均匀。1.1.3.2 抬轴的测量:未装轴瓦前,在两端轴承架上各装1只百分表,表的测杆中心线要垂直于轴中心线并接触到轴颈上。用撬棍在轴的两端同时平稳地将轴抬起,其在上下位置时百分表的读数差,就是转子的总抬量。1.1.3.3 将转子撬起,放入下瓦,此时百分表的读数应为转子半抬量,并且应该是总抬量的一半,否则就需进行调整。调整时如果轴承架下有调整螺栓,则只需松、紧螺栓即可。1.1.3.4 对于转子与静子两侧的同心度,一般借助轴瓦两侧瓦口间隙是否均匀来认定。放入下瓦后用塞尺测量轴瓦4个瓦口间隙,调整均匀且瓦口单侧间隙应为轴瓦顶部间隙的一半。1.1.3.5 轴瓦的间隙及紧力调整。——轴瓦顶部间隙测量方法,见图14。一般取轴径的0.15%~0.2%,瓦口间隙为顶部间隙的一半,塞尺塞入深度为轴径的1/4。瓦盖紧力一般取0.00mm~0.03mm。——轴瓦与泵轴的接触角为60°左右,接触面上没平方厘米不少于3块接触点。——为防止轴瓦顶部间隙出现楔形,可将前后端的测量值分别进行计算,即前端间隙a1—(b1+b2)/2,后端a2—(b3+b4)/2应相等,若不等说明顶部间隙出现楔形,应进行修理加工。40
Q/CDTITKTPC1070309—2012图1 轴瓦顶部间隙的测量1.1.1 推力轴承的装配1.1.1.1 装上测力环,保证测力环的圆柱销与轴承体上的槽配合好。1.1.1.2 把带有扇形块支座、轴封环挡圈和“O”型圈套到轴上,保证圆柱销必须与轴承体上半部所带的槽配合好。1.1.1.3 套上间隔环,然后装上推力轴承盘的键,装好轴封环和定位环。将转子推向驱动端,使平衡盘与平衡板贴靠,此时在轴端架上百分表并记录读数,再把推力轴承盘套好并用轴承锁母紧固,向驱动端推转子使推力轴承盘与工作瓦块贴靠,记录下百分表读数,两读数之差即为平衡盘与平衡板的最小间隙SE,最小间隙应该在0.50mm左右,若不是应该通过调整推力轴承间隔环的方法来调整SE的间隙。1.1.1.4 装上带有迷宫环的轴承体上半部。从电缆压盖中引出测力环的测量电缆,紧固轴承体的上半部。1.1.1.5 装上末端轴承压盖,检查推力轴承间隙SLg,如果推力间隙不在合格范围内,需要在末端轴承压盖处加减垫片调整。大型给水泵都装有推力间隙调整装置,测量方法与转子测总半窜量方法一样,在推力轴承(或推力瓦)工作面或非工作面进行加减垫即可对工作窜量进行调整。一般给水泵的推力间隙取0.35—0.50mm。推力盘与非工作瓦块的轴向间隙远远小于转子叶轮背部间隙(即半窜量),当水泵因汽蚀或工况不稳而产生窜轴时,推力盘与非工作瓦块先起作用,不致发生转子与泵壳相摩擦的故障。1.1.1.6 装上转子位置指示器。1.1.2 转子的调整1.1.2.1 把泵盖装在筒体上,并牢固的上紧,再装上平衡板,总的轴向间隙应该由下面的方法求得。1.1.2.2 把转子推向吸入端,在轴端架上百分表使指针垂直指向轴端面,指针调零。1.1.2.3 把转子推向吐出端直到贴靠为止,在百分表上读出的数值即为总的轴向间隙,记录下总的轴向间隙。1.1.2.4 重复上述步骤再测量一次,两次结果应大致相同,若不同需要重新测量。1.1.2.5 根据百分表的读数,将转子从吐出端的贴靠位置向吸入端推,百分表变化数值为()/2+0.8mm,转子的推动过程应该严格关注百分表指针变化,防止误碰百分表。1.1.2.6 把键放在轴的键槽里,把不带“O”形环的平衡盘套到轴上直到和平衡板贴合无缝为止。此时不能改变已固定好的转子位置。1.1.2.7 测量卡环槽到凹形接触面的距离是“X”。40
Q/CDTITKTPC1070309—20121.1.1.1 把间隔环切割成“X”的尺寸,并保证平面平行度为0.01mm。1.1.1.2 套上间隔环,把卡环放进轴槽里,把定位环推向平衡盘靠紧并用固定螺钉紧固,在平衡盘靠紧平衡板的情况下,检查转子的位置。1.1.1.3 再次拆卸平衡盘。1.1.2 滑销系统调整水泵滑销系统包括导向水泵轴向方向膨胀的纵销、导向水泵横向方向膨胀的横销。水泵纵销及横销与键槽的间隙要求,两侧间隙在0.05mm~0.08mm之间,顶部间隙不得小于0.10mm。水泵在纵向及横向的热膨胀都要通过水泵猫爪的滑动来实现。1.1.3 安装联轴器1.1.3.1 清洗联轴器零件和轴端并涂以润滑油。1.1.3.2 把装配键装入轴上。图9-14联轴器安装工具1.1.3.3 加热联轴器轮毂至80℃左右,并用专用工具套到轴上。1.1.3.4 检查联轴器轮毂的跳动度。——按照图9-15将百分表固定在联轴器轮毂的边沿上。——将表针调到5.00mm,然后盘动几圈。——百分表的偏差≤0.03mm,则不同轴度合格。若不合格,应检查轴的配合。1.1.4 联轴器找正——因两个联轴器轮毂之间具有较大的间隙,因此需按图15制作一个对中卡具。——因汽泵泵脚布置在泵的中心线上,受热时,轴位不会变化,因此无需预留热膨胀值。——汽泵的中心上下偏差及张口调整可调整泵脚垫片厚度,左右偏差及张口调整可调整预留的侧向螺栓。图1 联轴器跳动检查1.1.4.1 在联轴器轮毂齿轮上涂上油,装上联轴器短节。1.1.4.2 拧紧联轴器装配螺栓,扭矩为210N•m。1.1.4.3 安装联轴器护罩和油管路。1.1.5 其他部件回装装上热工仪表,用新的接头垫圈接上冷却水管,润滑油管、以及解体前拆开的所有小口径管道。2 检修记录40
Q/CDTITKTPC1070309—20121.1 水泵轴承检修记录80CHTA/4SPZ型汽动给水泵轴承检修数据,见表14。表1 汽动给水泵轴承检修数据Q/CDTITKTPC1070309-2012.JL001名称检查项目及结果处理方法及结果磨损裂纹钨金脱落是否是否是否驱动端轴承非驱动端轴承工作推力瓦块非工作推力瓦块推力盘1.2 轴承温度及振动80CHTA/4SPZ型汽动给水泵轴承温度及振动数据,见表15。表2 汽动给水泵轴承温度及振动数据Q/CDTITKTPC1070309-2012.JL002序号参数标准值修前修后1驱动端轴承温度≤70℃2驱动端轴承振动≤0.06mm3非驱动端轴承温度≤70℃4非驱动端轴承振动≤0.06mm5推力轴承温度≤70℃6推力轴承油压0.08~0.14Mpa7轴承油压0.08~0.14Mpa1.3 其他技术参数80CHTA/4SPZ型汽动给水泵其他技术参数,见表16。表3 汽动给水泵其他技术参数Q/CDTITKTPC1070309-2012.JL003序号参数标准值修前修后1入口压力>2.0Mpa2出口压力20Mpa3抽头压力与转速对应10Mpa4给水泵入口滤网压差≤0.08Mpa5密封水回水温度<75℃6油温<70℃1.4 叶轮与轴的配合紧力40
Q/CDTITKTPC1070309—201280CHTA/4SPZ型汽动给水泵叶轮与轴的配合紧力测量数据,见表17。表1 汽动给水泵叶轮与轴配合紧力数据Q/CDTITKTPC1070309-2012.JL004名称测量值名称测量值组装紧力值检修后紧力值标准首级叶轮内径泵轴外径0-0.03mm第二级叶轮内径泵轴外径第三级叶轮内径泵轴外径末级叶轮内径泵轴外径1.1 叶轮与密封环的配合间隙80CHTA/4SPZ型汽动给水泵叶轮与密封环的配合间隙数据,见表18。表2 汽动给水泵叶轮与密封环配合间隙数据Q/CDTITKTPC1070309-2012.JL005名称测量值名称测量值组装紧力值检修后间隙值标准首级叶轮外径密封环内径0.5mm-1.00mm第二级叶轮外径密封环内径0.45mm-1.00mm第三级叶轮外径密封环内径0.45mm-1.00mm末级叶轮外径密封环内径0.45mm-1.00mm1.2 叶轮与导叶套的配合间隙80CHTA/4SPZ型汽动给水泵叶轮与导叶套的配合间隙,见表19。表3 汽动给水泵叶轮与导叶套配合间隙数据Q/CDTITKTPC1070309-2012.JL006名称测量值名称测量值组装紧力检修后间隙值标准驱动端轴瓦导叶衬套内径0.45mm-1.00mm第二级叶轮外径导叶衬套内径0.45mm-1.00mm第三级叶轮外径导叶衬套内径0.45mm-1.00mm末级叶轮外径导叶衬套内径0.45mm-1.00mm1.3 轴瓦与轴的径向配合间隙80CHTA/4SPZ型汽动给水泵轴瓦与轴的径向配合间隙数据,见表20。表4 80CHTA/4SPZ型汽动给水泵轴瓦与轴的径向配合间隙数据Q/CDTITKTPC1070309-2012.JL007序号参数标准值修前修后1驱动端轴瓦与轴的左侧间隙0.06mm2驱动端轴瓦与轴的右侧间隙0.06mm3驱动端轴瓦与轴的上侧间隙0.12mm4非驱动端轴瓦与轴的左侧间隙0.06mm40
Q/CDTITKTPC1070309—2012表20(续)序号参数标准值修前修后5非驱动端轴瓦与轴的右侧间隙0.06mm6非驱动端轴瓦与轴的上侧间隙0.12mm7推力间隙0.60mm8驱动端上瓦与轴承盖紧力0-0.03mm9非驱动端上瓦与轴承盖紧力0-0.03mm1.1 平衡装置各部间隙80CHTA/4SPZ型汽动给水泵平衡装置各部间隙测量数据,见表21。表1 汽动给水泵平衡装置各部间隙数据Q/CDTITKTPC1070309-2012.JL008名称测量值名称测量值组装间隙标准平衡盘内径泵轴外径0.02-0.04mm平衡套内径平衡盘小径0.40mm支承环内径平衡盘大径0.45mm泵大盖孔内径平衡套外径0.03-0.05mm1.2 轴套、联轴器配合80CHTA/4SPZ型汽动给水泵轴套、联轴器配合数据,见表22。表2 汽动给水泵轴套、联轴器配合数据Q/CDTITKTPC1070309-2012.JL009名称测量值名称测量值组装间隙标准齿套孔内径泵轴外径-0.05~-0.02mm驱端轴套内径泵轴外径0-0.02mm自端轴套内径泵轴外径0-0.02mm1.3 膨胀器长度测量计算80CHTA/4SPZ型汽动给水泵膨胀器长度测量计算数据,见表23。表3 汽动给水泵膨胀器长度测量数据Q/CDTITKTPC1070309-2012.JL010测量项目测量值设计值L4-L5L4-L5=3±0.20mmL6L6=98.5mmLKLK=L1-L2-L3+7±0.251.4 转子与静子的间隙80CHTA/4SPZ型汽动给水泵转子与静子的间隙测量数据,见表24。40
Q/CDTITKTPC1070309—2012表1 汽动给水泵转子与静子间隙数据Q/CDTITKTPC1070309-2012.JL011测量项目解体组装设计值总窜8-10mm转子非驱动端半窜(从平衡盘贴靠测起)1/2总窜+0.8mm工作状态平衡盘与平衡套间隙SE=0.50mm转子抬量自由端:驱动端:自由端:驱动端:0.251.1 泵大盖螺栓测量数据80CHTA/4SPZ型汽动给水泵泵盖螺栓解体测量数据,见表25;组装测量数据,见表26。表2 汽动给水泵泵盖螺栓解体测量数据Q/CDTITKTPC1070309-2012.JL012序号1234567891011121314有紧力时不受力时延伸量表3 汽动给水泵泵盖螺栓组装测量数据Q/CDTITKTPC1070309-2012.JL013序号1234567891011121314不受力预紧力冷伸量刻度数紧后值延伸量1.2 联轴器及机械密封80CHTA/4SPZ型汽动给水泵联轴器及机械密封检查情况,见表27。表4 汽动给水泵联轴器及机械密封检查情况Q/CDTITKTPC1070309-2012.JL014名称检查项目及结果处理方法及结果磨损裂纹汽蚀是否是否是否40
Q/CDTITKTPC1070309—2012表27(续)名称检查项目及结果处理方法及结果磨损裂纹汽蚀是否是否是否联结器齿套联结器短节驱动端静环驱动端动环驱端动环座驱动端轴套自由端静环自由端动环自端动环座自由端轴套1.1 联轴器找正记录1.1.1 技术标准:周差﹤0.05mm;面差﹤0.05mm。1.1.2 视向确定。1.1.3 数据记录。拆卸前:回装时:1.2 备品备件检验记录80CHTA/4SPZ型汽动给水泵备品备件检验记录,见表28。40
Q/CDTITKTPC1070309—2012表1 汽动给水泵备品备件检验记录Q/CDTITKTPC1070309-2012.JL015序号产品名称规格检验内容检查记录检查人/日期检查结果合格不合格1 汽动给水泵试运记录80CHTA/4SPZ型汽动给水泵试运记录,见表29。试运日期:____年__月__日环境温度:__℃试运启始时间:____年__月__日__时__分试运终止时间:____年__月__日__时__分表2 汽动给水泵试运记录Q/CDTITKTPC1070309-2012.JL016设备名称点检项目标准记录时间呼热汽动给水泵驱动端轴承振动⊥≤0.05mm-⊙非驱动端轴承振动⊥≤0.05mm-⊙轴承温度驱动端小于85℃非驱动端推力瓦块轴承油压0.12~0.25Mpa油温<70℃给水泵入口滤网压差≤0.05Mpa密封水回水温度<65℃连接管路及附件泄漏情况无泄漏文明卫生标牌齐全、设备见本色备注:检修负责人:维护质检员:点检员:监理人员:注:“⊥”表示垂直方向、“-”表示水平方向、“⊙”表示轴40
Q/CDTITKTPC1070309—2012AA附 录 A(规范性附录)联轴器找正方法A.1 准备工作:A.1.1.1 检查并消除可能影响对轮找中心的各种因素。如拆除联轴器上的附件及连接螺栓(两对轮只留一根穿销),并消除对轮上的油垢、锈斑;检查各轴瓦是否处于良好状态;检查两个转子是否处于自由状态,无任何外力施加在转子上等。A.1.1.2 通常将桥规的固定端装在非调整侧的对轮上,如图14(a)百分表在桥规上必须固定牢固,要保证测量杆活动自如。测量外园值的百分表测量杆要垂直轴线,其中心通过轴心。测量端面值的两个百分表应在同一直径一,并且离中心的距离要相等。其测量杆要与测量端面垂直,测量端面必须光滑平整。A.1.1.3 在调整塞尺桥规的测位间隙时,在保证有间隙的前提下,应尽量将间隙b调小,以减少因塞尺片数过多而造成的误差。如图14(b)所示。A.1.1.4 为了便于观看百分表读数,应将表的盘面倾斜45度。如图14所示。图A.1 百分表的固定图A.2 百分表的安装角度40
Q/CDTITKTPC1070309—2012A.1.1.1 为保证桥规的测位准确,可在靠近轴承的轴端面刻划四条等分线(每分90°),使每次的转动角度一致。A.2 工艺步骤:A.2.1 测量与记录将测量外圆值的桥规转到上方,先测出外圆值b1和端面值a1、a3,外圆值记录在圆外,端面值记录在圆内,每转90度,测记一次,共测记四次,记录方法。A.2.2 根据中心记录图的数据计算中心偏差外圆上、下中心偏差:b=(b1-b3)/2外圆左、右中心偏差:b′=(b2-b4)/2端面上、下偏差:a=(a1+a1′)/2—(a3+a3′)/2端面左、右偏差:a′=(a2+a2′)/2—(a4+a4′)/2在计算时,将大数作为被减数,并将差值记在被减数位置上。根据上述计算结果绘制偏差总结构图。A.2.3 根据偏差总结图绘制中心状态图A.2.4 As-根据中心状态图,计算轴瓦调整量先消除张口值,再消除外圆。中心状态图绘制后,就可以计算轴瓦的调整量。在计算时,先求出X轴承与Y轴承为消除a值的调整量。ΔX=L1a/DΔy=La/d求出Δx、Δy后再根据中心状态图确定是减去b还是加上b值。即总的调整量为:Δx±b ; Δy±b图A.1 计算轴瓦移动量图_________________________________40'