


- 17.07 KB
- 1页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
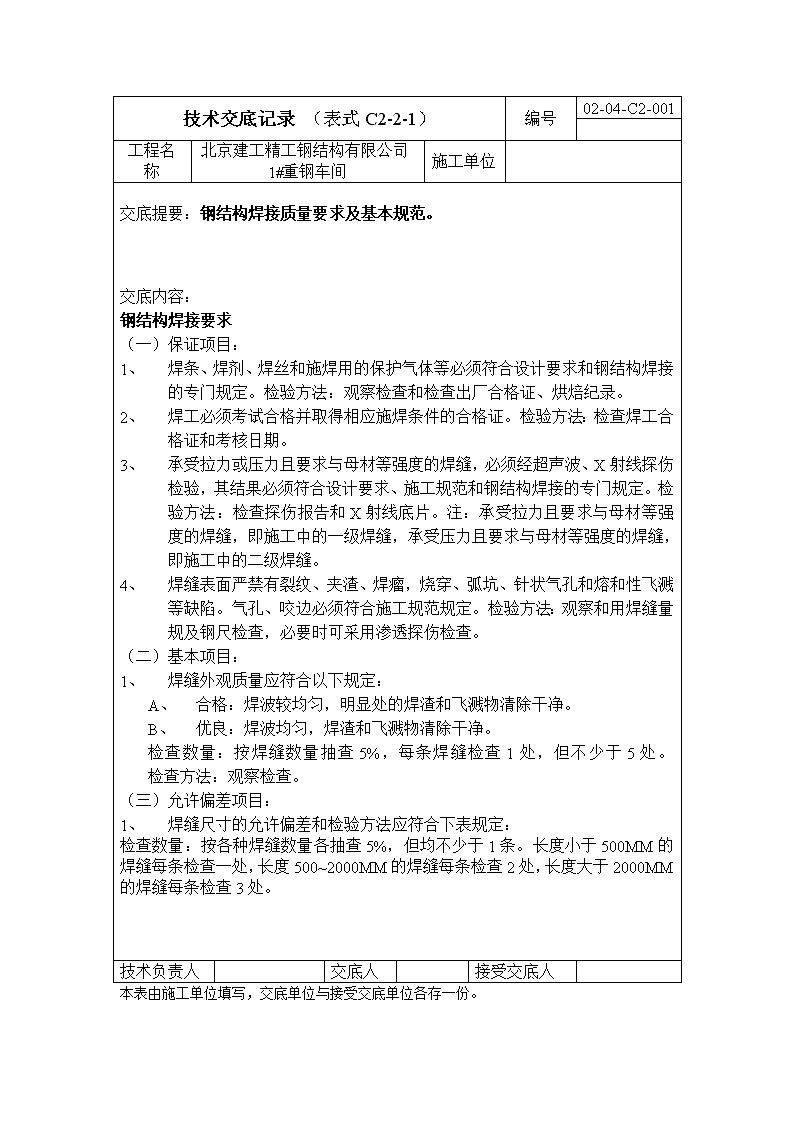
技术交底记录(表式C2-2-1)编号02-04-C2-001工程名称北京建工精工钢结构有限公司1#重钢车间施工单位交底提要:钢结构焊接质量要求及基本规范。交底内容:钢结构焊接要求(一)保证项目:1、焊条、焊剂、焊丝和施焊用的保护气体等必须符合设计要求和钢结构焊接的专门规定。检验方法:观察检查和检查出厂合格证、烘焙纪录。2、焊工必须考试合格并取得相应施焊条件的合格证。检验方法:检查焊工合格证和考核日期。3、承受拉力或压力且要求与母材等强度的焊缝,必须经超声波、X射线探伤检验,其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。检验方法:检查探伤报告和X射线底片。注:承受拉力且要求与母材等强度的焊缝,即施工中的一级焊缝,承受压力且要求与母材等强度的焊缝,即施工中的二级焊缝。4、焊缝表面严禁有裂纹、夹渣、焊瘤,烧穿、弧坑、针状气孔和熔和性飞溅等缺陷。气孔、咬边必须符合施工规范规定。检验方法:观察和用焊缝量规及钢尺检查,必要时可采用渗透探伤检查。(二)基本项目:1、焊缝外观质量应符合以下规定:A、合格:焊波较均匀,明显处的焊渣和飞溅物清除干净。B、优良:焊波均匀,焊渣和飞溅物清除干净。检查数量:按焊缝数量抽查5%,每条焊缝检查1处,但不少于5处。检查方法:观察检查。(三)允许偏差项目:1、焊缝尺寸的允许偏差和检验方法应符合下表规定:检查数量:按各种焊缝数量各抽查5%,但均不少于1条。长度小于500MM的焊缝每条检查一处,长度500~2000MM的焊缝每条检查2处,长度大于2000MM的焊缝每条检查3处。技术负责人交底人接受交底人本表由施工单位填写,交底单位与接受交底单位各存一份。